三坐标测量机检测机械加工零件同轴度误差分析
2015-09-25徐忠涛
徐忠涛
摘 要:三坐标测量机在不规则的机械加工零件同轴度测量中具有无可比拟的优势,但是在某些情况下也会产生同轴度测量误差,必须结合实际情况采取相应的控制措施,保证同轴度测量精度。通过对三坐标测量机原理的概述,分析其在机械加工零件同轴度测量中存在的测量误差,并据此提出几点处理措施。
关键词:三坐标测量机 同轴度 误差 测量
中图分类号:TH721 文献标识码:A 文章编号:1674-098X(2015)07(b)-0052-01
在机械加工过程中,同轴度是一项基本的形位公差项目,在不同类型机械零件中,采用不同方法检测同轴度。如:采用V型支架、钢球加杠杆百分表等检测规则轴类零件的同轴度;采用芯轴加杠杆百分表来检测箱体孔类零件的同轴度。对于不规则的轴类零件来说,其同轴度检测难度较大,此时采用三坐标测量机来检测能取得较好的检测效果。与常规检测方法相比,三坐标测量机无需转动工件,利用测头探针进行工件的取点采样,实现同轴度的快速检测。在运用三坐标测量机进行同轴度测量时,基准线理解差异、轴线测量方法不同、轴度评价方法不同、采点误差等都可能带来同轴度测量的误差,因此,必须做好误差控制工作,保证测量精确度。
1 三坐标测量机概述
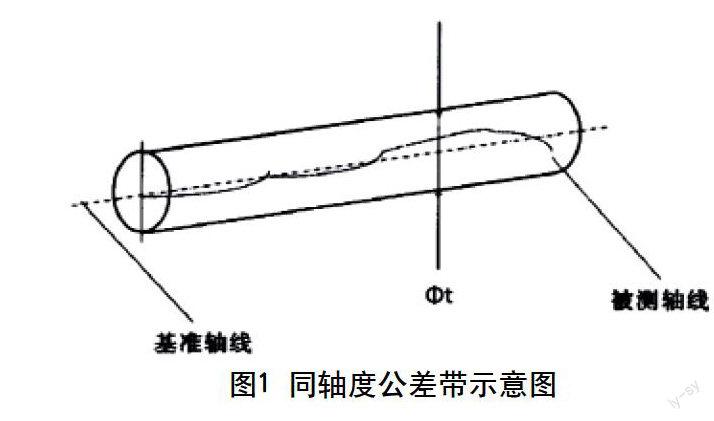
同轴度公差带定义为:被测圆柱的轴线位于以基准圆柱轴线为圆心、以公差值为直径的圆柱内。被测轴线被圆柱包容,而直径就是被测轴线的同轴度误差,如图1所示,φt就是被测同轴度的公差带。
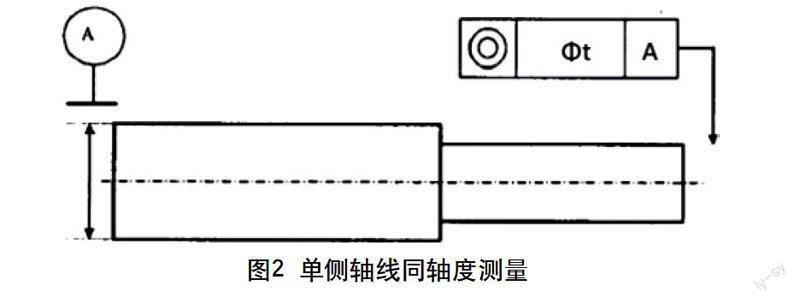
若为单侧轴线的同轴度测量,见图2,其中被测外圆柱的轴线对A的同轴度公差为t,此时圆的轴线必须以t为公差值、与基准轴线A同轴的圆柱内。
前面简单介绍了机械加工零件同轴度测量的相关概念,下面就如何运用三坐标测量机进行同轴度误差的测量进行简要分析,其基本步骤为:
第一,建立坐标系。任何机械零件的同轴度测量都必须在一定的坐标系下进行,因此,首先确立零件的基准,位置误差基准必须符合最小条件。对于同轴度,确立基准轴线后,根据零件的具体要求建立基准。一般情况下,基准是一个内孔轴线或外圆柱轴线。本文以基准为内孔轴线为例,建立坐标系。首先在两个截面圆上各截取6个点,用计算机软件生成一个圆柱轴线,作为坐标系的第一轴建立,将圆点设置在基准轴线上。
第二,测量被测元素。在被测元素的表面采集出一系列的点,这些点要均匀分布在被测元素表面。当采点无法覆盖到整个元素表面,只能进行局部位置的测量时,应结合实际情况制定针对性测量方案。在测量完毕后,生成一个轴线并进行计算机系统的自动评价。在运用三坐标测量机测量零件同轴度误差时,有时候会出现被测元素与基准元素相距较远等现象,造成较大的偏差。从三坐标测量机的原理来说,其通过采集被测零件上的一些特征点坐标位置,通过计算机测量软件进行数据分析处理。因此,出现测量误差的原因主要是有系统误差、测头误差、工件形状误差、计算误差、环境误差、采点误差、敏感系数等。在同轴度测量中,采点误差和敏感系数对同轴度误差影响最大。采点误差主要表现为:被测工件为不规则的工件,测量点位置以及数目难以合理确定,很容易出现形状误差。除此之外,计算方法的不当也会导致同轴度测量误差。在采点误差上,一般情况下需要改变测量点位置,多次反复测量,并综合分析测量结果,最后得出准确的测量数据。在敏感系数上,其表示测量结果受到初始测量要素影响的程度,而同轴度测量中,测量精度与原始要素关系密切,因此敏感系数是重要的同轴度测量误差原因。
2 减少同轴度测量误差的方法
在运用三坐标测量机进行机械加工零件同轴度测量时,采点因素和敏感系数是造成同轴度误差的主要因素,下面就以这两个因素为主,分析如何采取有效控制措施减少同轴度测量误差,保证测量精度。
第一,增大基准截面之间的距离,对基准元素进行同轴度测量时,适当增加第一截面与第二截面之间的间距,这样可以有效减小误差干扰比例,从而起到减少误差的目的。当基准够长,基准截面与被检测截面相邻,那么其引起的误差非常小,基本可忽略不计。
第二,以直线度的测量来分析同轴度。在进行机械加工零件的同轴度测量中,我们可以以直线度来分析同轴度。由于下轴倾斜度对零件的装配影响较小,所以轴心的适量偏移对零件的装配影响不大,而直线度的测量其实就是在测量零件的轴心偏移量。具体操作方法为:在2个小圆柱上测量几个截面圆,然后以这几个圆的圆心为点建立一条直线,直接建立三坐标测量坐标系,测量出这条直线的直线度,然后将零件的同轴度公差值作为该直线度的公差值,判定该零件是否合格。在运用这种方法进行同轴度测量时,应尽量缩短工作截面,同时制定相应的测量规则来验证该方法的合理性、正确性。
第三,运用求距法测量同轴度。根据零件的功能和装配需求,分析被测元素与基准元素之间的几何关系,测量出二者之间的最大距离,然后将其乘以2,所得即为同轴度。在这里,关键是如何测量出被测元素与基准元素之间的最大间距,可以将二者投影到一个平面上来计算,保证平面与基准轴的垂直度,将垂直度误差控制在允许范围内,从而保证测量精度。例如:在电机机座这种长轴孔短的机械加工零件同轴度测量中,将一端内孔轴线作为基准,求另一端内孔轴线与基准轴线之间的同轴度误差。运用三坐标测量机进行测量时,为减少测量误差,我们将孔的端面作为基准,然后将两端圆柱分成若干个截面圆,将截面圆投影到端面上,这样就可以在一个平面上获得所有截面圆的圆心位置,也就可以计算出最大圆心距,然后将其乘以2,即为两端内孔轴线的同轴度测量结果。
3 结语
综上所述,机械加工零件同轴度测量可能会因为各种因素出现测量误差,在同轴度检测中,必须结合工件的形状特征等合理选择测量方法,灵活运用三坐标测量机,确保测量结果的精确度,达到满意的测量结果。
参考文献
[1]王文书.三坐标测量机对同轴度误差测量方法的探索[J].制造技术与机床,2010(11):94-97.
[2]余厚云,赵转萍,陆永华,等.基于PSD的长跨度孔系同轴度误差测量系统[J].传感器与微系统,2013,32(2):70-73.
[3]王文书.三坐标对同轴度误差测量方法的实践[J].上海计量测试,2011,38(1):41-44.
