液化天然气全容罐外罐结构关键施工技术
2015-09-18潘立
潘 立
上海市安装工程集团有限公司 上海 200080
0 引言
液化天然气(LNG)是将常压下气态的天然气冷却到-162 ℃后凝结成液体,体积约为常温常压下的1/600,大大节约了储运空间,可以为居民断供情况下提供稳定的能源供给。它的特点和优点在于:储存效率高、占地少、使用方便;有利于环境保护,减少城市污染排放,是一种清洁燃料;使用时安全性高。
随着我国对各种能源需求的不断增长,使用LNG将对能源结构起到优化作用,可解决能源在生态环保和安全供应上的突出问题。LNG项目目前进入了全面规划和实施阶段,大量的LNG全容罐工程即将开工。由于其结构的特殊性,如何提高其外罐主体结构的施工技术,将对储罐的结构安全和使用功能起到关键作用[1-3]。
1 工程概况
1.1 建设概况
杭州市东部LNG全容罐应急气源站工程位于杭州经济技术开发区内,占地面积约63 000 m3,设计储存量为10 000 m3液态天然气,可在极限条件下,提供杭州市5 d左右的储备供应量。本工程主要建造一座LNG全容罐储罐。
1.2 结构概况
LNG全容罐由罐底板、圆筒墙体、环梁及穹顶组成,圆筒墙体由内罐和外罐构成,内罐为金属罐,外罐为圆筒状预应力钢筋混凝土结构,设临时门洞,内外罐之间采用珍珠岩填充隔离。LNG全容罐外罐高度为22 m,沿高度方向分7段,环梁高2 m,位于外罐高度方向的第6段。整个绝热保温系统罐底采用泡沫玻璃保温砖,罐顶和侧壁采用玻璃纤维。
2 特点、难点分析
1)为了避免外罐墙体裂缝的产生,我们设置了可产生压应力的水平环向预应力筋和竖向U形预应力筋,以减少和抵消外部荷载所产生的拉应力,施工时带来了一定的技术难度。
2)由于水平预应力筋呈环向,竖向预应力筋呈U形,管道摩擦力的损失比常规工况下的预应力要大,因此,给预应力张拉施工时伸长率初值和终值的计算确定及控制带来了难度。
3)预应力的张拉顺序对外罐裂缝控制影响较大,预应力施加和锚固需掌握时机。
4)外罐罐体直径大、高度高,预应力套管布设无法一次完成。
5)穹顶的圆弧度较难控制把握[4,5]。
3 关键施工技术
3.1 外罐墙体预应力施工
本工程外罐墙体采用后张法有黏结预应力,后张锚体系每束12根,钢绞线采用BSEN10138标准1×7无涂层高强度低松弛钢绞线,φ15.70 mm,抗拉强度等级1 860 N/mm2。预应力筋设水平环向预应力筋和竖向U形预应力筋,其中环向水平预应力筋布置自上而下50道,共100组(每道2组),不均匀布置,设置4个互成90°扶壁柱,用于环向水平预应力筋后张锚固。纵向预应力筋共设置36道,呈U形均匀布置于外罐墙体内,其锚具集中布置于储罐罐顶圈梁顶部。
3.1.1 预应力施工流程
预留管道安装→孔道冲洗、通球→预应力钢绞线穿束→摩擦力试验→钢绞线张拉→孔道灌浆与封锚→验收
3.1.2 预留管道安装
1)预留管道材料:水平环向预留管道材料采用φ80 mm×3 mm金属波纹管,纵向U形预留管道材料采用φ89.10 mm×3 mm无缝钢管。
2)管道连接方法:水平环向波纹管连接采用φ85 mm波纹管套管,长200~300 mm。波纹管连接后用密封胶带封口,防止浇筑混凝土时水泥浆渗入管道内造成堵塞;纵向U形管道连接方法采用承插式,钢管一头用扩孔机扩孔,并在接头处套塑料套管,热压封闭,并用φ12 mm钢筋固定。
3)固定方法:水平环向波纹管固定采用φ12 mm钢筋作固定支架(图1),支架与两侧钢筋网片焊接牢固,用16#铁丝将波纹管与支架绑紧,使波纹管按设计的曲线定位,形成流畅曲线形状。钢筋支架间距不得大于800 mm,如预埋件与支架碰撞时,可将支架位置适当调整;纵向钢管在罐壁钢筋绑扎完成后进行,长度根据施工缝位置确定,与每次墙体浇筑高度保持一致。采用短钢筋在接头套管上端及钢管中部与罐壁主筋呈“井”字形连接焊接牢固。

图1 水平环向波纹管钢筋支架固定示意
4)水平环向波纹管安装时须顶到接头处,防止波纹管弧度突变,并保证水平度,在封模前对波纹管进行检查验收,有无损坏;纵向钢管在每段混凝土浇筑前应逐根检查垂直度、位置及其固定情况。
5)波纹管在安装过程中反复弯曲,应防止管壁破裂,同时应避免邻近动火时灼伤管壁。
6)预留管道设压浆孔,在最高点设排气孔,必要时在最低位置设排水孔。
7)穿束前和混凝土浇筑后应对孔道进行冲洗,并通球试验,保证孔道畅通。
8)预留管道在结构施工过程中,两端孔洞和排气孔需封堵,防止异物及水泥浆进入。
9)质量标准:环向水平波纹管的轴线与理论半径所在圆之内的偏差值≤20 mm,波纹管的中心与指定平面的偏差值≤20 mm,相邻两端波纹管上下表面偏差值≤20 mm,锚座与波纹管间偏差值≤10 mm。
10)锚座安装:锚座采用4只螺栓固定在扶壁柱锚具位置的模板上,灌浆口位于锚座顶部[6]。
3.1.3 钢绞线穿束
1)穿束方法:水平环向钢绞线穿束采用逐根穿束的方法穿入预埋孔道,纵向钢绞线穿束采用集中穿束的方法穿入预埋孔道,穿束前将预应力筋端部用胶布包扎以减少摩擦并防止刺破波纹管。
2)预应力束布置:水平环向每束预应力钢绞线分为Ⅰ、Ⅱ、Ⅲ、Ⅳ四组,每2组(即Ⅰ和Ⅱ组、Ⅲ和Ⅳ组)各自分别在同一水平面上,围绕外罐墙体一圈,分别锚固在成90°对称布置的4根(即B和D、A 和C)竖向扶壁柱上(图2),在高度方向呈间隔布置;竖向预应力钢绞线两端锚于外罐墙体底部和顶部。

图2 水平环向预应力束布置示意
3)储罐外罐墙体混凝土达到设计强度100%后,方可开始穿束。
4)穿束完成后做好钢绞线工作长度和端部封闭保护,防止杂物或水进入孔道。
3.1.4 张拉
1)张拉条件:混凝土强度达到设计规定值;张拉前,外罐侧模及端部模板全部拆完,以免张拉时产生约束力;锚垫板喇叭管内清理干净;工作锚板已套上。
2)张拉顺序:遵循“先张拉竖向后张拉水平环向、先上后下”的总体原则。具体如下:先张拉25%竖向预应力筋,间隔对称布置,再张拉水平环向顶部4圈预应力筋,然后再进行其余竖向预应力筋对称张拉,最后自上而下水平环向预应力筋张拉。
3)张拉方式:水平环向预应力筋张拉采取两端张拉,竖向预应力筋张拉只需对上部端施加预应力。
4)预应力张拉过程中,张拉控制以应力控制为主,伸长值作为复核。
3.1.5 预应力孔道灌浆
1)灌浆目的是保护预应力筋不受锈蚀,使预应力筋与结构良好结合形成整体,有利于预应力的有效传递,灌浆前要通过工艺性能试验,最终确定灌浆工艺。
2)灌浆浆液:水灰比0.35~0.45,搅拌后3 h泌水率不大于3%。水泥浆强度不低于30 N/mm2,浆液流动性、耐久性、防腐性好,充盈度高。
3)灌浆前对孔道进行冲洗、通球,保证通畅。
4)水平环向孔道灌浆由较低一端灌浆孔压入,较高一端排气孔排气和排浆;竖向孔道灌浆由底部压浆孔压入,由顶端排气孔排气和排浆。
5)水平环向孔道灌浆压力控制在0.40~0.70 MPa,最大不超过1 MPa,连续进行,待出浆孔出浓浆后封闭,继续保持压力0.70 MPa,保持1~2 min,再封闭进浆口,待水泥浆凝固后拆除连接接头;竖向孔道灌浆压力控制在0.70~1.80 MPa,最大不超过2 MPa,竖向孔道灌浆应采用二次补浆,待不实浆体充分排尽后,采用人工补浆。
6)灌浆在张拉后24 h内完成。
3.1.6 封锚
1)在灌浆完成24 h后切割工作长度多余的预应力筋,露出锚具外钢绞线长度,不宜小于其直径1.5倍且不小于25 mm。
2)对锚具凹槽处清洗清洁,然后用微膨胀细石混凝土封闭,混凝土强度与储罐外壁混凝土同等级。
3.2 储罐穹顶施工
1)穹顶支墩定位:根据引测的穹顶圆心点,计算出穹顶支墩的坐标点,再由穹顶圆心点引至各穹顶支墩。
2)钢筋施工:支墩的插筋必须按设计位置进行正确安装;伸入各分层浇筑环形混凝土的钢筋穿过钢板收口网封闭端。
3)模板施工:穹顶底模板在气升顶钢结构穹顶就位后,由穹顶作底模施工时,钢结构顶盖需加压以支撑混凝土质量;施工缝处模板采用钢板收口网,施工缝垂直设置在穹顶上,以防混凝土随意流淌,施工缝由金属钢板收口网定位于穹顶分段浇筑层之间,永久性置于混凝土中(图3)。
3.3 混凝土浇筑
1)穹顶沿环向由底至顶分4次浇筑,由外向内环向浇筑,分段间的环向垂直施工缝放置钢板收口网进行隔离。
2)圆弧度采用CAD进行放样制作弧形造型木刮尺加以控制。
3)混凝土坍落度控制在设计下限。
4)浇筑方向沿穹顶圆周进行均衡浇筑,保证混凝土均匀同步上升;对下半圆部位加强振捣,以保证所浇筑的混凝土的密实性。
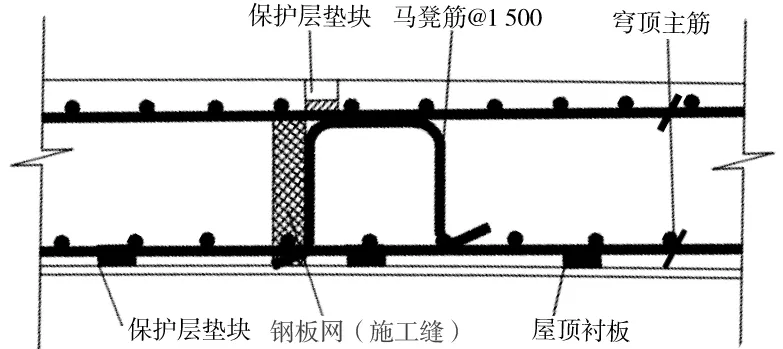
图3 穹顶施工缝处理示意
5)施工缝处理:对钢板网上水泥浆垃圾及时清理[7]。
4 结语
液化天然气(LNG)全容罐外罐结构的施工质量关系到今后能否安全、正常的使用,特别是罐体后张法有黏结预应力施工控制尤为关键,它可以有效提高外罐墙体的抗裂性和刚性,大大推迟、延缓裂缝的产生,提高外罐抗疲劳性,也可减少钢筋用量,降低投资成本。
本工程通过项目部施工人员的科学管理、精心组织和严格控制,已顺利竣工并已投入一段时间的使用,取得了良好的效果。