脲醛树脂胶黏剂生产过程智能控制系统的研制
2015-09-16吴跃锋
吴跃锋
(湖南省林产品质量检验检测中心,湖南 长沙 410007)
脲醛树脂胶黏剂生产过程智能控制系统的研制
吴跃锋
(湖南省林产品质量检验检测中心,湖南 长沙 410007)
脲醛树脂胶黏剂的制备过程具有时变性、非线性、滞后性等特点,并且它的数学模型和参数难以确定。针对传统的PID控制很难满足生产工艺对温度、时间等指标的控制要求,造成系统不稳定,控制效果不佳,产品质量很难保证等问题。采用先进的模糊控制与常规的PID控制相结合的控制方法,研制出脲醛树脂胶黏剂生产过程智能控制系统。经模拟仿真实验及生产实践应用结果表明:该系统具有稳态精度高、响应速度快、超调量小等优点。
脲醛树脂;胶黏剂;生产过程;智能控制系统
脲醛树脂胶黏剂的生产是树脂的合成过程,是一种合成高分子反应,其内部反应机理较为复杂[1]。利用自动控制技术,通过控制其过程参数来控制整个反应过程,是提高产品质量、降低劳动强度最有效的方法。由于反应过程的自放热、大时滞且非线性的特点,无法建立准确的数学模型,采用传统的、单一的控制方法很难满足生产工艺的要求,导致生产的胶黏剂质量不稳定。本研究通过对胶黏剂的生产过程特性进行分析,研制出脲醛树脂胶黏剂生产过程智能控制系统,该系统充分利用模糊控制与常规的PID(Proportion Integration Differentiation)控制的优点,采用复合控制,克服了单一控制的不足,使得控制系统具有全面优良的性能。通过多次生产实践表明:该系统具有操作简单、动态响应快、控制精度高、系统稳定、适应性强等优点。
1 系统组成与工作原理
生产脲醛胶的整个工艺流程图见图1。该系统主要由反应釜、检测和控制系统、驱动系统组成。制胶的整个过程是以化学反应釜为核心,其釜内温度控制的效果是决定胶黏剂质量的关键[2]。首先通过料位控制将反应物按一定的比例投放到反应釜中并进行混合,当需要升温时,向反应釜的夹套中通以一定的高压蒸汽,使釜内物料的温度升高;当釜内温度到达预定温度后停止加热;当需要降温或带走多余热量时,可向釜的夹套层注入冷却水。

图1 制胶工艺流程图

图2 制胶温度工艺曲线

图3 模糊PID复合控制原理框图

图4 系统硬件组成框图

图5 系统软件框图
生产脲醛胶的整个反应过程的温度工艺曲线见图2。整个生产过程包括:反应物的输入及混合搅拌、加热升温、恒温保持、冷却降温等过程。反应过程中会放出大量的反应热,并且反应的放热速度与反应温度之间是一种正反馈自激的关系[3],随着温度的升高,反应速度加快,会放出更多的热量。因此,如何使釜内温度在规定的时间内更快、更准确到达工艺要求的温度并保持稳定是整个生产过程控制的关键。如果反应温度偏高或偏低,都会影响反应深度,从而降低产品质量。
2 系统控制方案
2.1 控制对象的特性
脲醛树脂胶黏剂的生产过程是高分子化合物的聚合过程,其化学反应机理较为复杂,主要有以下特性[4]:①时滞性很大。对间歇式反应釜,一般在反应之初往夹套中通热蒸汽,使釜内达到所需的温度;在反应过程中伴有很强的热效应,使釜内温度急剧升高,为保持温度,往夹套中注入冷水带走多余的热量。由于反应釜与外界的热交换主要依靠反应釜的间壁进行,使釜内的升温和降温具有很大的时滞性。②时变性和非线性。整个生产过程是一个典型的非线性,化学反应的速度变化很大,反应速度大时,放出的热量就多,导到过程增益、惯性时间、纯迟后也会发生变化。③反应过程的复杂性。树脂的形成过程是一个复杂的高分子反应过程,在反应过程中,受很多因素的影响,参数值及精确的数学模型很难确定。
2.2 系统控制方案
针对被控对象的时变性、非线性、滞后性的特点,充分利用PID控制器和模糊控制器的优点,研究出采用PID控制和模糊控制相结合的智能型复合控制方案[5]。模糊PID复合控制系统的原理框图见图3。系统过程控制由2部分组成:常规PID控制器和模糊控制器。当系统处于快速升温或快速降温阶段时,采用模糊控制器控制,发挥其动态性能好、超调量小、稳定性好的特点:当系统处于恒温保温阶段,采用PID控制器控制,发挥其稳态控制精度高的优点。在2个控制器之间设置了“软”自动切换开关S,通过偏差e与设定的“阀值ε”进行比较的结果来决定采用哪种控制方式。阀值ε通过反复试验测定得到。
3 系统硬件设计
控制系统硬件以89C51单片计算机为核心,由物料输入控制与输出控制、釜内温度采集电路和环境温度采集电路、驱动控制电路、RS232接口及键盘显示电路等几部分组成[5](图4)。
物料的输入控制包括固体物料、液体物料均可通过电子称重计量,将物料按要求通过输送泵自动加入到反应釜中。
环境温度的采集采用DS18B20单线集成温度传感器,不需要A/D转换电路,内含温度传感器,测温速度快、精度高、互换性好,与单片机的1位I/O线相连,极大地节省了单片机的I/O口线,且传输距离远,抗干扰能力强[6]。
反应釜内温度采用热电偶检测,接口芯片采用MAX6675,它内部具有信号调节放大器、12位模拟/数字化热电偶转换器、冷端补偿传感和校正、数字控制器等。通过该芯片可将温度信号直接传送给单片机。
加热阀和冷却阀的开度控制[6],采用MAX518接口芯片,MAX518具有D/A转换,并模拟输出经精密跟随器,使输出电压范围为0V~VDD,且具有两路D/A输出,正好输出控制2个调节阀。在工业控制中,常常以电流方式传输信号,因为电流传输衰减少,抗干扰能力强[7]。该系统采用AD649芯片实现V/I转换,它能将电压信号转换成4~20 mA的电流信号。调节阀接收到控制器送来的信号,调节阀由电动执行机构和调节机构两部分组成,调节机构根据输入的电流信号,改变阀芯与阀座间的流通面积,全面调节工艺介质的流量。
键盘与显示电路,本控制系统设计有良好的人机界面,主要由9个按键和4个LED显示器组成,用户可通过键盘将被控对象的工艺参数进行设定。
4 系统控制方案
人造板胶黏剂生产过程智能控制系统软件采用C语言编写,它具有库函数丰富、运算速度快、占资源少、可靠性高等优点,整个系统采用模块化设计,控制系统主要由主程序、键盘输入子程序、物料控制子程序、温度采集子程序、定时器中断子程序、输出控制子程序、PID控制子程序、模糊控制子程序组成(图5)。
5 模拟仿真实验和生产应用情况
5.1 模拟仿真实验
取脲醛树脂胶黏剂生产过程传递函数为:G(t)=4e-5s/(2t+1)(5t+1),设定值为+3 ℃。在MATLAB环境下进行系统模拟仿真对比研究[8]。分别单独采用PID控制、模糊控制系统的仿真图见图6,从图6可以看出:PID控制超调量大,调节时间长,动态性能差,但稳态性能好;模糊控制则相反,动态性能很好,上升速度快,基本没有超调,但控制精度低,误差大,稳态性能差。模糊PID复合控制仿真图见图7。该系统采用模糊自校正PID控制方案,使系统既具有模糊控制的灵活性而适应性强的优点,又具有PID控制稳态精确度高的特点,使系统响应速度快,过渡时间短,对参数的变化具有很强的稳健性,具有良好的动态和静态特性。
5.2 生产应用情况
该系统己在湖南资兴市兴鑫木业有限责任公司和湖南桃江县湘益木业有限公司中应用。以前,2个企业采用常规仪表进行控制,生产过程中各参数指标很难满足生产工艺的需求,造成生产的胶黏剂中游离甲醛含量超标和胶合强度达不到国标的要求,导致生产的产品质量不合格,采用同样配方、同样工艺,生产的胶黏剂性能差异很大。通过将制胶生产设备进行升级换代,将原采用常规仪表控制,改用本系统进行控制。几个月的运行情况证明:本系统大大降低了工人的劳动强度,提高了工作效率;采用复合控制技术,使反应釜内稳态温度的偏差控制在±1 ℃以内,动态跟踪误差在±2.5 ℃内,生产的脲醛树脂胶黏剂质量稳定,产品合格率大幅提高。
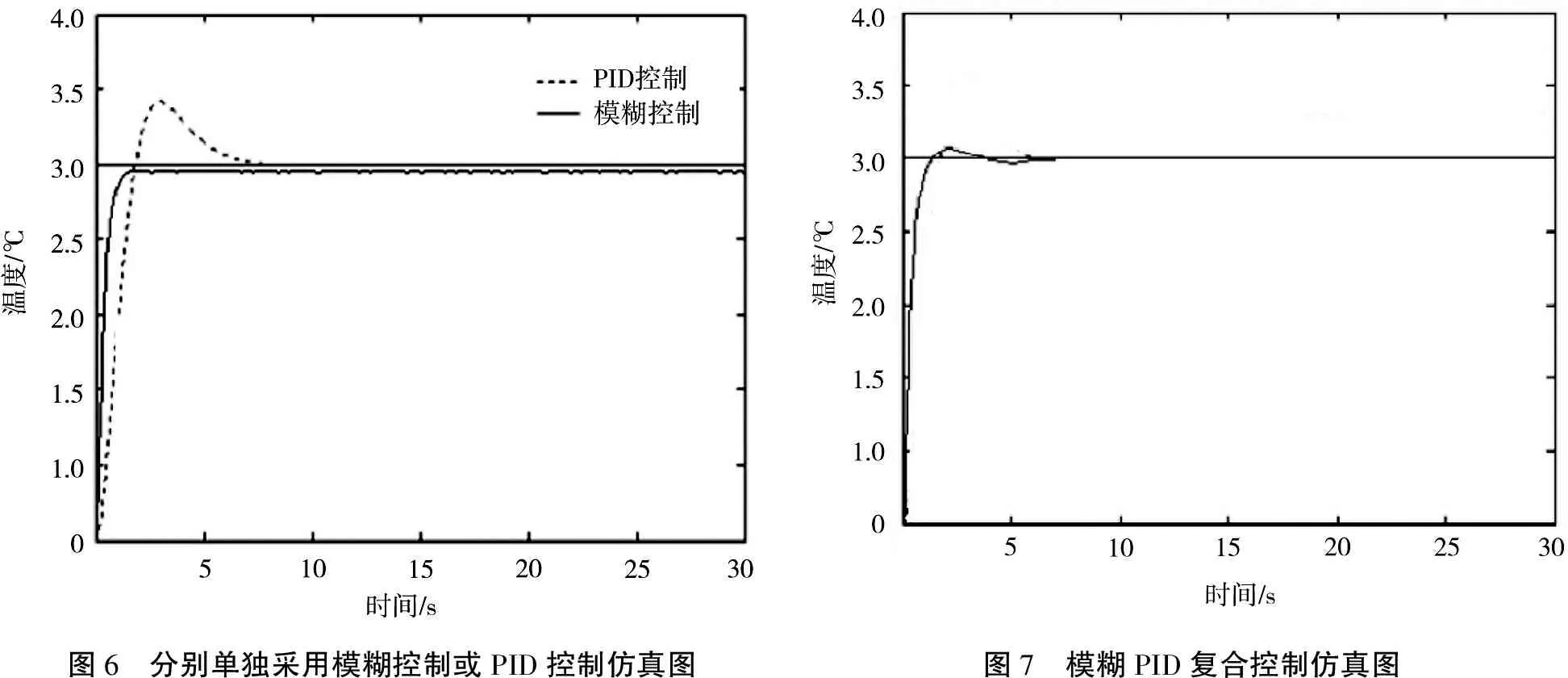
图6 分别单独采用模糊控制或PID控制仿真图图7 模糊PID复合控制仿真图
6 小结
实验和生产应用结果证明:脲醛树脂胶黏剂生产过程智能控制系统,采用模糊PID复合控制原理,吸收了两者的优点,摒弃了两者的缺陷,不仅改善了系统的动、静态性能,而且具有更好的适应性和稳定性。系统严格按照工艺曲线的要求工作,生产的胶黏剂质量稳定,产品质量大幅提高,取得了良好的经济效益和社会效益。
[1]张忠涛,齐爱华.木材工业用脲醛树脂胶黏剂生产的工艺研究[J].林产工业,2009,36(2):38-41.
[2]王毓秀,邓介凡.胶黏剂生产工艺[M].北京:林业出版社,1997.
[3]于海英,侯九阳,乔付.化学反应釜温度控制系统的研究[J].黑龙江科技学院学报,2002,30(4):25-28.
[4]庄伟杰,涂淑平.化学反应釜最优温度控制系统的设计与实现[J].工业控制机算机,2011,24(4):14-15.
[5]易继锴,石福强.间歇式反应釜的计算机智能控制[J].信息与控制,1992,21(3):167-171.
[6]罗伟,王海青.构架电阻炉模糊控制系统的设计[J].电气开关,2010(5):25-27.
[7]王艳华,朱东光,张春霞.新型电流转换器AM402在测量中的应用[J].黑龙江水专学报,2003,30(9):57-58.
Development of Intelligent Control System for Production Process ofUrea-formaldehyde Resin Adhesive
WU Yue-feng
(CentralofHunanForestProductsQualityInspectionandTesting,Changsha410007,Hunan,China)
The Process of preparing urea-formaldehyde resin adhesive has the characteristics of time-varying,non-linearity and hysteresis,whose mathematical models and parameters are difficult to determine.The traditional PID control is difficult to meet the requirements of temperature,time and other indicators for production process,which result in a series of problems of system instability,ineffective control,product quality difficult to guarantee and so on.In this paper,an intelligent control system for production process of urea-formaldehyde resin adhesive was developed by using a composite control method which combines fuzzy control with conventional PID control.By the simulation experiment and application in productive practice,the results show that the system has the advantages of high steady-state accuracy,fast response,small overshoot and so on.
urea-formaldehyde resin;adhesive;production process;intelligent control system
2014-04-13;
2014-05-10
湖南省科技支撑计划(2013NK2015)
吴跃锋(1963—),男,湖南涟源人,湖南省林产品质量检验检测中心副研究员,从事木材加工和自动控制系统方面的科研与设计。E-mail:hncs_wyf@163.com。
10.13428/j.cnki.fjlk.2015.01.020
TP273+.3;TQ433.4+3
A
1002-7351(2015)01-0092-04
