新型曲线孔电火花机器人的研究
2015-09-13白羽,何山
白 羽,何 山
(长春工业大学 机电工程学院,长春 130012)
0 引言
随着科技的不断发展,电火花加工技术得到了广泛的应用。在塑料模具注塑行业中,曲线孔的加工需求不断增加,基于电火花加工技术的特点,恰好能够应用其中。曲线孔加工技术在超精密注塑等行业中有着广泛的应用前景[1]。有研究表明,超精密注塑模具的精度和表面质量到达一定程度后,即使继续提高其精度和表面质量,注塑零件的整体质量不会得到相应的提升。而加强注塑模具温度精度的控制却对注塑质量的提升有很重要的影响,现今逐渐得到人们的重视。其中提高模具温度控制精度的有效方法之一是在模具上设置合适的曲线孔冷却道。实际工业生产中通常使用若干直孔组合的办法,但是如此行成的冷却道往往是不圆滑的,对模具温度的控制不能达到很高的精度。整体曲线孔冷却道的模具与组合冷却道模具相比,具有工作寿命长、温度控制精度高及注塑零件质量好等特点[2]。因此,曲线孔加工就具有十分重要的意义。然而对现有加工技术来说,存在诸多问题:加工速度慢,生产效率低,曲线孔孔径较大等等,很难加工出复杂的空间曲线孔。本文设计的曲线孔电火花机器人,对原有的SMA曲线孔加工机器人进行了改进,在加工速率和加工环境上都得到了一定提升。
1 电火花机器人加工曲线孔的原理
电火花放电加工[3,4](EDM)是分别把工件和工具制作成两个电极,利用两极间脉冲火花放电产生的热能,熔化、蒸发和抛出工件电极材料,达到加工工件的目的。电火花曲线孔机器人加工原理图如图1所示。机器人由四部分组成:加工部分,转弯部分,驱动部分和控制部分。脉冲电源正极接加工部分,即电火花头部,负极接到工件上。这样既能获得较好的加工速度,又能降低工具电极的损耗。三个加工液喷孔在驱动部分前部,均匀分布并与机身轴线呈相同角度。驱动部分主要依赖加工液流体反冲力,使得机器人缓慢向前蠕动。转弯部分能够使机器人较为灵活的转弯。控制部分要求有三。其一是收集加工状态与信息,反馈给控制中心,其二是控制加工液流量大小,实现合适的进给速度和转弯,其三个是控制机器人SMA[5]弹簧卡住或松开加工孔壁,实现局部机身的静止和移动。控制部分和机身由导管连接,导管内部有较细的铜导线和细小导管,细小导管负责运送加工液。

图1 加工原理图
2 驱动部分的构成及驱动原理
驱动部分的设计主要来源于尺蠖的运动方式。尺蠖属于无脊椎动物,昆虫纲,鳞翅目,尺蛾科昆虫幼虫的统称。幼虫中间缺少一对足,以“丈量”或“屈伸”样的步态移动。即身体前半部分伸长,再移动身体后半部分使前后部分部相接触[6]。本文设计的机器人前后支撑SMA相当于尺蠖的前后足,用来转弯的万向节,模仿的是尺蠖所却少的那一对足[7,8]。不同之处在于机器人动力来源是液体反冲力驱动,尺蠖的能量源是生物能。电火花曲线孔机器人结构简图如图2所示。
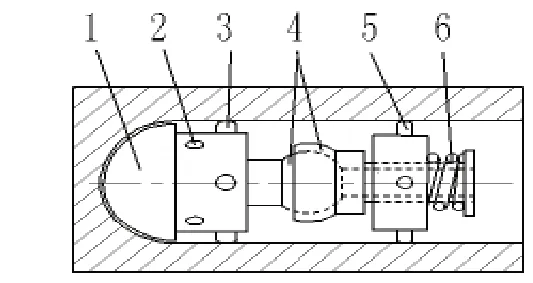
图2 机器人结构简图
整个驱动过程分为5步:1)后支撑SMA通电,使其产生记忆形变,三个撑脚向外扩张,在孔壁摩擦力的作用下,后支撑固定在当前位置。2)前支撑SMA断电,撑脚松开,此时前支撑不在与孔壁相互撑紧,固定作用消失。3)前支撑内加工液从三个小孔排出,在流体反冲力的作用下,机器人前部缓慢向前蠕动,并实现一定角度的转向,同时配合电火花头进行加工,此时尾部的弹簧处于压缩状态。4)机器人头部加工到极限位置,保持三个喷孔喷射状态,前支撑SMA通电,撑紧孔壁,机器人前半部分固定,三个喷射孔停止喷射加工业液。5)后支撑SMA断电,撑脚松开,后支撑不再起固定作用,在尾部弹簧回复力的作用下,向前移动。
当第五步完成后,电火花曲线孔机器人完成一个运动周期,又重新开始执行第一步,如此往复,机器人便可不断循着规定路径向前蠕动,完成指定的加工任务。
3 转弯装置及原理
图2中结构4是一个万向节,该结构的设计是机器人实现转弯的基础,配合转弯驱动力,才能实现正常的转向。
如图3所示的空间坐标系xyz,圆O位于x轴y轴所在平面,其中ABC三点为圆O的三等分点。A点同时也是x轴与圆O的交点。ABC三点表示三个喷射口,箭头方向即为加工液喷射方向,他们的反向延长线交与一点S,SA,SB和SC与z轴夹角同为θ。

图3 喷射孔空间示意图
机器人所受空间推进力如图4所示。加工液喷射时,三个喷射孔会产生三个冲力,分别是。把这三个力分解,z轴方向分别为,沿着xy平面分解为。设机器人向z轴方向的推进力为,则:


图4 空间推进力示意图
另设x轴y轴所在平面合力为 ,三个力相加:

4 结论
新型电火花曲线孔机器人具有如下特点:
1)应用仿生技术,通过SMA弹簧,模仿尺蠖蠕动过程;
2)设计了一种喷射驱动结构,改善了电火花曲线孔加工环境,更利于加工碎屑的排出,降低拉弧短路机率;
3)通过加工液产生的反冲力,可以实现机器人空间转向功能;
新型电火花曲线孔机器人改善了曲线孔加工环境,提高了曲线孔加工的效率,能够完成较为复杂的曲线孔的加工,但若要提高加工精度,还需要进一步理论研究和实践。
[1] Akihiro Goto,Masahikofukui,natsuokinoshita.MOLE[J].EDM, 1994(01).
[2] Fukui M.KinoshitaN.Developing a Mole Electric Discharge Digging Machining[J].Annals of the CIRP,1989,38(01):203-206.
[3] 刘志东.电火花加工工艺及应用[M].北京:国防工业出版社,2011:4.5.
[4] 赵万生.电火花加工技术[M].哈尔滨:哈尔滨工业大学出版社,2000:19.
[5] 史伟.基于SMA驱动的仿蚯蚓蠕动式微型管道机器人的研究[D].哈尔滨:哈尔滨工程大学,2008.
[6] Hirose S. Biologically Inspired Robots: Snake-Like Locomotors and Manipulators[M]. New York : Oxford. University Press.1993.
[7] 石田澈;竹内芳美.自走式放电加工机构进行曲线孔加工[J]. 1999(02).
[8] 简小刚,王叶锋,杨鹏春,等.基于蚯蚓蠕动机理的仿生机器人研究进展[J].中国工程机械学报,2012,10(3):359-363.
