基于PLC与WinCC的引信自动装配机控制系统设计
2015-09-12焦志刚李富民
刘 猛,焦志刚,崔 瀚,李富民
(1.海军驻沈阳弹药专业代表室,沈阳 110045;2.沈阳理工大学 装备工程学院,沈阳 1101591;3.沈阳工学院能源与水利学院,辽宁 抚顺 113112)
弹药是武器装备中使用最多的产品[1],广泛的应用于我国陆、海、空三军。随着近年来我国国防事业的不断发展,对弹药的需求量也在逐年增加,因此弹药生产技术水平就成为衡量一个国家国防制造能力和国防能力的重要指标。引信作为弹药的重要组成部分,其生产技术水平直接关乎到弹药产品的作用可靠性以及生产效率。引信自动装配机将自动装配技术引入引信生产,其生产技术水平与质量明显提高。装配机的控制系统采用上位机与下位机相结合的结构形式,下位机采用S7-300 PLC实现对现场设备的控制,上位机使用装有WinCCV6.0组态软件的工控机实现对现场设备的实时监控,上位机与下位机采用MPI通讯方式实现通讯连接。
1 系统结构
引信自动装配机根据装配工艺以及总体设计技术指标,采用12工位回转工作台式装配系统。主要由机械部分与控制部分两部分组成,机械部分主要由箱体、传动系统、回转工作台、升降工作台、随行工装、光电检测装置、击针距检测装置、收口装置、压平装置、自动涂胶机、雷管上料装置、雷管压平装置、机构高度检测装置和下料装置等组成;控制部分分为上位机与下位机2个控制系统,下位机控制系统采用S7-300 PLC作为控制单元对气动元件、防爆步进电机以及各个传感器等元件进行控制,上位机控制系统使用装有WinCC V6.0组态软件的工控机对工作现场实施实时监控,确保设备管理人员在不亲临现场的条件下即可掌握设备的工作情况与工作状态。上位机的通讯处理器采用西门子CP5611通信卡,该卡支持Profibus和 MPI两种方式,下位机 PLC的CPU模块为CPU314,它自带MPI接口,所以上位机与下位机采用MPI通信方式连接,这样不但可以节约成本,而且现场施工、调试都很方便。引信自动装配机系统结构如图1所示。
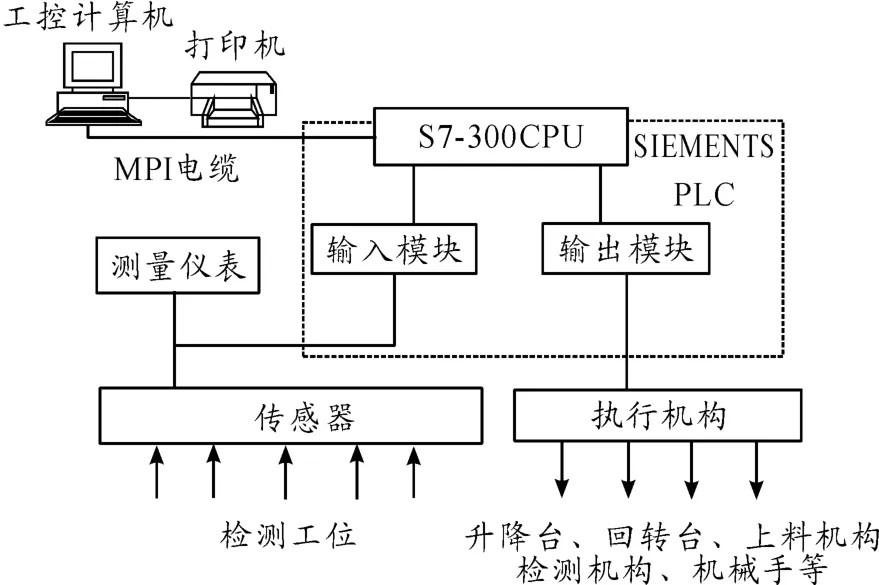
图1 引信自动装配机系统结构
2 基于PLC的下位机控制系统设计
2.1 装配流程
根据引信的装配工艺采用12工位回转工作台式装配系统对引信进行装配,图2所示为引信自动装配机装配流程。引信自动装配机的12个工位均匀布置在圆环型转盘上,每30°布置一个工位,该机构通过回转平台循环运行连续经过12个生产工位最终将引信合件自动装配完成并顺利下线,每种引信产品配一套随行工装,对不同型号引信进行装配时,只要更换其对应的随行工装以及控制系统程序即可。工作时人工将引信合件放入装有随行工装的回转平台上,由回转平台完成随行工装的输送。随行工装到达某个工位后,向控制系统发出信号,控制系统自动启动该工位的控制程序,控制该工位的执行机构动作,最终完成的装配成品将自动分料,由输送道进入不同的料仓。

图2 引信自动装配机装配流程
2.2 硬件选型
根据引信自动装配机的工作特点以及对其工作时序的分析,选用了德国西门子公司的S7-300系列PLC。对硬件的选型,首先要确定I/O点数,所以考虑了装配机的工作时序、起停控制、位置检测、手动控制、现场的各种控制灯报警灯、以及为系统升级预留I/O端口和检测工位的模拟量输入问题,初步计算需要73输入、64输出、以及3个模拟量输入,因此选择3块SM321 DI32×DC 24V数字量输入模块、4块SM322 DO16×Rel.AC120/230V数字量输出模块以及1块SM 331 AI8×12Bit模拟量输入模块,根据所需的存储容量以及考虑与上位机的通讯,CPU选择CPU314;其次是选择步进电机工作控制模块,从步进电机工作可靠性方面考虑,选择步进电机专用控制模块FM 353对步进电机进行控制。最后根据各模块的耗电量选择电源模块,经计算选择电源模块SP3075A可以满足供电要求。选用的模块在STEP7中的硬件组态如图3所示。
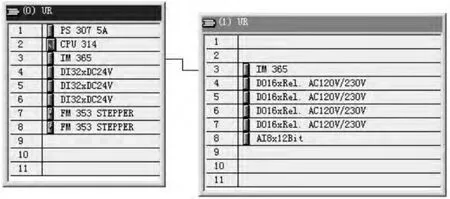
图3 所选硬件在STEP7中的组态
2.3 控制程序设计
引信自动装配机按照控制要求将控制系统的程序分成若干个块,所有块均在STEP7中定义,如图4所示,块定义之后按照分配的功能编写相应的程序,然后下载到PLC中。将装配机所要实现的功能分配到各个块中,并在相应的块中设计各部分控制程序,然后在OB1中根据引信自动装配机的控制要求动作流程分别调用各个程序块。程序设计结束后即可进行调试,首先使用西门子PLC的仿真软件S7-PLCSIM对程序进行离线仿真,离线仿真无误后即可进行现场调试。本控制系统经过现场调试以满足自动装配机的控制要求,现已投入使用。
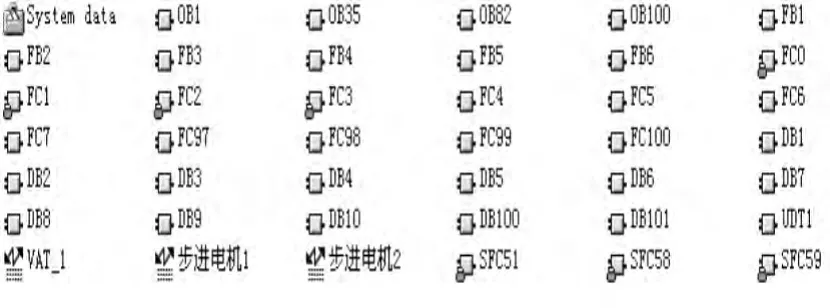
图4 STEP7中各个块的定义
3 位机控制系统设计
本文所设计的上位机控制系统主要用于监控现场设备的工作状况,由于下位机采用 SIEMENS S7-300PLC,而WinCC(Windows Control Center[5]视窗控制中心)组态软件为西门子公司的组态产品,其功能十分强大并且与SIEMENS PLC之间的兼容性高于其他组态产品,所以选用WinCC组态软件开发上位机控制系统选。
3.1 上位机控制系统设计
1)操作权限设置。生产过程中的安全性很重要,不当的操作可能破坏正常的生产过程。所以要对监控系统的操作者设置操作权限。WinCC用户管理器提供了对用户权限的分配,本系统的操作员等级分为操作员和管理员,管理员的级别高于操作员,操作员登陆如图5所示。对于用户名或密码输入错误的用户将不能进入操作系统,登陆是通过调用的PWRTLogin函数实现的,而退出系统和关机是通过动态向导实现的。

图5 监控系统用户登陆界面
2)主界面设计。主界面主要是对画面的合理布局,本监控系统主界面上部为总览区、下部左侧为按钮区、下部右侧为现场画面区。总览区主要用来显示项目标题以及当前时间,现场画面区用来显示监控现场工作情况,按钮区则是通过单击相应按钮实现现场画面区画面的切换。画面切换是通过设置一个名为“切换”的内部变量来实现的。
3)主监控画面设计。主监视界面如图6所示。它主要用于监视各工位的运行状态、手动操作面板、操作状态及对数据的统计。画面中的操作状态及手动操作按钮都是根据颜色的变化来判断其是否处于工作状态;各工位的运行状态是通过文本显示来实现的;数据统计是通过对“输入输出域”的输出值属性组态动态对话框来显示各项统计信息的。通过单击“合格率计算”按钮据统计产品的装配总数及合格率并显示在相应的“输入输出域”中;“本次工作数据统计”按钮用来将统计数据保存在Excel表格中,作为完成一班生产任务的归档记录。“合格率计算”和“本次工作数据统计”按钮鼠标动作是通过VB脚本实现的。“报警确认”按钮用于在主监视界面确认报警记录。
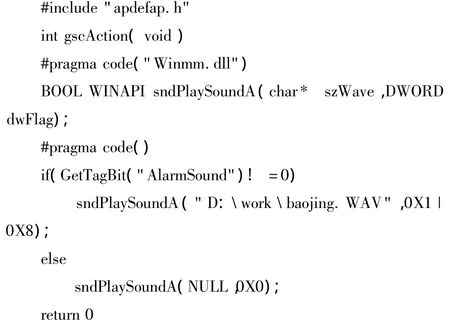
4)语音报警实现。故障时的语音报警可以有效提醒操作员,然后由操作员采取相应的纠正措施,使装配机恢复正常状态。WinCC通过调用Windows API函数sndPlaySoundA实现播放语音文件,实现装配机出现故障时的语音报警。首先建立一个BOOL型的内部变量“AlarmSound”,当有报警的时候内部变量“AlarmSound”为“1”,此时可以播放指定路径下的语音文件,反之变量值为“0”。变量“AlarmSound”在WinCC的Horn组件中设置,如图7所示,函数对变量的触发在全局脚本中进行,在全局脚本C-Editor中建立一个全局动作,然后通过以下程序实现语音报警。
5)传感器监视界面设计。传感器监视界面如图8所示。界面用来显示当前各工位传感器的工作情况。在传感器工作没到位时相应的传感器后面显示为“叉”号,反之显示为“对”号。此界面的作用是在设备安装调试过程中检测传感器的工作状况,防止传感器安装错误。当装配机处于工作状态时,用于检测各个工位执行元件是否发生干涉。
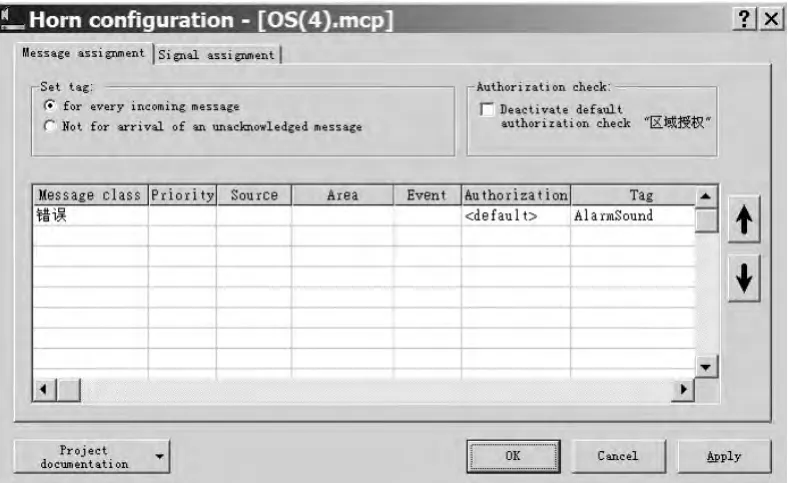
图7 “AlarmSound”在Horn组件中的设置
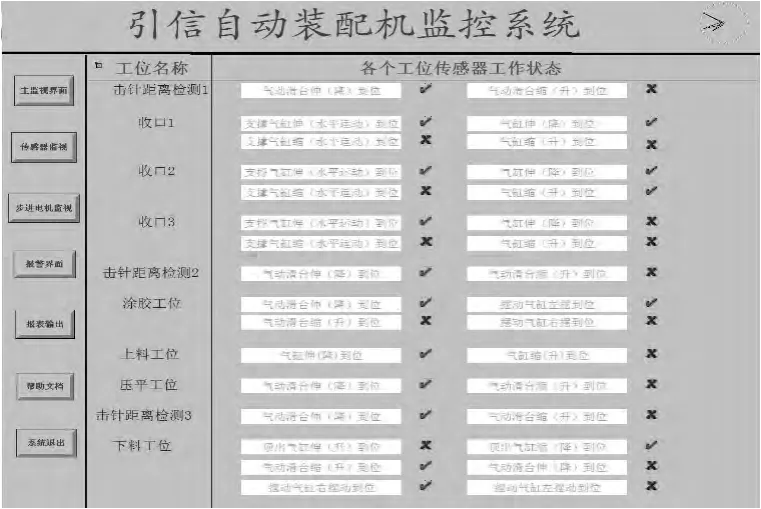
图8 传感器监视界面
6)其他功能。鼠标单击的“报表输出”按钮,将打印装配机报表;鼠标单击“帮助文档”按钮将显示监控系统的简要帮助;鼠标单击“系统退出”按钮退出登录系统。
3.2 WinCC与PLC的通讯设计
本系统使用CP5611网卡实现PLC与WinCC的MPI通讯,首先在装有WinCC的工控机上安装CP5611板卡驱动,其次STEP7编程软件能通过MPI网络连接到PLC,并将在STEP7中设置的MPI参数下载到PLC。然后在WinCC中建立一个新项目,在项目的变量管理器中添加SIMATIC S7 Protocol Suitet通讯驱动程序并在此驱动程序下的MPI通道单元建立新的驱动程序连接,选择新建的MPI通道单元并右击,在弹出菜单项中单击“系统参数”及MPI属性,建立WinCC的MPI连接参数。参数设置后可通过WinCC所带的附件Tools中的channel Diagnosis测试二者的通讯状态,本系统经过连接测试通讯效果良好。
4 结束语
本文针对引信自动装配机应用于军品生产的特殊性,应用PLC与WinCC设计了引信自动装配机的控制系统。此控制系统不但可以可靠地控制现场设备的运行,同时实现了对装配机工作状态的实时监控,从而大幅度提高了引信的生产效率、产品质量以及现场工作的安全性。经测试此控制系统运行可靠、满足控制系统的控制要求。
[1]马云富.我国弹药装药装配技术现状及发展对策[J].兵工自动化,2009,28(9):1-3,14.
[2]胡学林.可编程控制器教程(提高篇)[M].北京:电子工业出版社,2005.
[3]钟肇粲.西门子S7-300序列PLC及应用软件STEP7[M].广州:华南理工大学出版社,2004.
[4]西门子.SIMATIC S7-300模块数据设备手册[Z].2005.
[5]苏昆哲.深入浅出西门子WinCC V6[M].北京:北京航空航天大学出版社,2004.
[6]A systematic approach for the sequence controller design in manufacturing systems[J].Int J Adv Manuf Technol,2005(25):754-760.
[7]Recent Developments on PC+PLC based Control Systems for Beer Brewery Process Automation Applications[J].ICEICASE International Joint Conference 2006(10):18-21.
[8]韩映川.基于PLC与WinCC组态软件的自动配煤控制系统[J].煤矿机械,2012,33(12):248-249.
[9]李智,苏禹,贺刚.基于WinCC的造纸工程监控系统[J].仪表技术与传感器,2012(8):43-45.
[10]陈力,吕亭亭.基于PLC与WinCC的原煤生产集中控制系统设计[J].煤矿机械,2012,33(10):243-245.