NiW/USY分子筛催化剂的煤焦油加氢裂化性能
2015-09-03张增辉邱泽刚赵亮富
张增辉,石 垒,邱泽刚,赵亮富
(1.中国科学院山西煤炭化学研究所应用催化与绿色化工实验室,太原 030001;2.中国科学院大学)
NiW/USY分子筛催化剂的煤焦油加氢裂化性能
张增辉1,2,石 垒1,2,邱泽刚1,赵亮富1
(1.中国科学院山西煤炭化学研究所应用催化与绿色化工实验室,太原 030001;2.中国科学院大学)
以高硅铝比USY分子筛为裂化活性组分、Ni和W为加氢活性组分,采用共浸渍法制备了一系列不同USY分子筛含量的加氢裂化催化剂。使用NH3-TPD,BET,XRD,XPS,HRTEM等手段对催化剂进行表征,并以中/低温煤焦油加氢精制后柴油馏分为原料,在固定床加氢装置上考察催化剂的加氢裂化性能。结果表明:含USY分子筛的Ni-W催化剂具有较高的煤焦油加氢裂化活性,其裂化活性主要源于USY分子筛的酸性;适宜USY分子筛含量(30%)的催化剂在产品油质量收率大于95%的前提下,可使原料油的密度(20 ℃)由0.899 0 g/cm3降至0.848 5 g/cm3,多环芳烃几乎裂解完全,C/H摩尔比由7.32降至6.89,50%馏出温度由304 ℃降至270 ℃,同时可使十六烷指数由40.0升至43.5。
煤焦油 柴油馏分 USY分子筛 加氢裂化 镍钨催化剂
煤焦油是生产焦炭、兰炭及煤气化的副产物。2010年我国煤焦油产量约为14 Mt/a,其中高温煤焦油(生产温度900~1 000 ℃)约为10 Mt/a[1],中/低温煤焦油(生产温度450~900 ℃)约为4 Mt/a[2-3]。除部分高温煤焦油用于提取化工产品外,大部分中/低温煤焦油和少量高温煤焦油被作为燃料进行燃烧。煤焦油中含有大量的芳香族等环状结构化合物[4],难以充分燃烧,并产生大量的烟尘;同时煤焦油中硫和氮含量较高,在燃烧时排放出大量的SOx和NOx,造成严重的环境污染。目前,通过催化加氢来获取清洁燃料已成为中/低温煤焦油的主要利用途径之一,正引起越来越多的关注。
煤焦油密度高、芳烃含量高[4]、碳氢比高,为使其转化为轻质、清洁的燃料,需采用加氢改质的手段降低密度、芳烃尤其是多环芳烃含量。在对中/低温煤焦油的研究中,多着重于加氢精制过程[5],极少直接涉及加氢裂化或加氢裂化催化剂。加氢裂化催化剂是同时具有加氢和裂化活性的双功能催化剂,裂化活性由无定型硅铝或分子筛提供,加氢功能由结合在载体上的金属组分(W,Mo,Ni)提供。USY分子筛具有高比表面积、高硅铝比以及适宜的酸性质,是加氢裂化催化剂中应用极为广泛的一类分子筛[6]。本研究以高硅铝比USY分子筛为裂化活性组分、Ni和W为加氢活性组分、氧化铝为载体和黏结剂制备系列USY分子筛含量不同的加氢裂化催化剂,在固定床加氢装置上考察催化剂对中/低温煤焦油加氢精制后柴油馏分的加氢裂化性能。
1 实 验
1.1 催化剂的制备
以USY分子筛(硅铝比为42)和拟薄水铝石为原料,经捏合、挤条成型制得直径为1.6 mm、长度为5~8 mm的圆柱条,再经60 ℃干燥2.5 h、550 ℃焙烧4 h后得到载体。通过改变USY分子筛和拟薄水铝石的相对含量制备一系列载体,其中USY分子筛以粉体计质量分数分别为10%,20%,30%,50%,70%。
分别以偏钨酸铵((NH4)6W7O24·6H2O)和硝酸镍(Ni(NO3)2·6H2O)为钨源和镍源,采用等体积共浸渍法制备催化剂。制备条件:根据不同载体的吸水量,加入相同量的偏钨酸铵和硝酸镍,配制成不同浓度的溶液浸渍到载体上,室温下浸渍0.5 h,分别在60 ℃和110 ℃干燥2.5 h和8 h、480 ℃焙烧4 h。其中,所有催化剂的Ni/W摩尔比均为0.44,氧化钨和氧化镍质量分数分别为22.0%和5.5%。根据载体中USY分子筛含量,将催化剂分别命名为USY-X(X=10,20,30,50,70),例如:USY-30是指其载体含USY分子筛30%,含拟薄水铝石70%。
1.2 催化剂的表征
采用NH3-TPD表征催化剂的酸性质,其中40~200 ℃为弱酸,200~400 ℃为中强酸,大于400 ℃为强酸。操作步骤:将0.1 g粒度为20~40目的样品置于石英微反应管中,在氩气气氛(80 mL/min)下,从室温升温到500 ℃(升温速率10 ℃/min),恒温1 h,然后降温至40 ℃,切换成氨气(0.2 MPa),吸附氨气10 min,之后再切换氩气吹扫2 h。打开色谱仪分析,待基线平稳后以10 ℃/min的速率升温至800 ℃。
样品的BET表征在美国麦克仪器公司生产的Tristar(3020)型物理吸附仪上采用低温N2吸附法测定。将样品经120 ℃烘干后置于干燥器中冷却至室温,然后转移至样品管,在温度为200 ℃、压力为1.33 Pa的条件下处理4 h,液氮冷却至-196 ℃,进行低温N2吸附-脱附实验,由BET方程计算样品的比表面积,分别用BJH法和H-K法求得样品的孔分布。
采用日本Rigaku公司生产的D/max-2500型衍射仪对样品进行XRD表征,Cu Kα光源(λ=0.154 nm),管电流10 mA,管电压30 kV,扫描范围5°~90°,扫描速率为4(°)/min。
在Perkin-Elmer PHI-5300 ESCA system X射线光电子能谱仪上对样品进行XPS表征。采用Al靶(hν=1 846.6 eV,25 W),本底真空低于1×10-7Pa,采用碳的C1s峰结合能值(284.6 eV)为校定标准扣除核电效应。
取少量预硫化的小于200目催化剂分散在无水乙醇中,之后附在铜网上,采用日本JEM-2100F场发射透射电镜进行HRTEM表征。TEM模式点分辨率为0.194 nm,晶格分辨率为0.10 nm,TEM模式束斑尺寸为2~5 nm。
1.3 催化剂的加氢裂化活性评价
加氢裂化原料油取自新疆某焦化厂生产的中/低温煤焦油加氢精制后的柴油馏分。加氢裂化实验在连续固定床反应装置上进行,反应管为不锈钢管,内径8 mm,外径16 mm,长度500 mm。量取5 mL粒度为10~20目的催化剂加入反应管中间恒温区,两端用石英砂填充。待测试气密性后,原料由6000LDS精密液体泵打入管线,H2通过YT2和YT4压力调节器后,从反应管顶端进入。反应产物通过YT-4后进入冷凝器,经过气液分离后,尾气通过湿式流量计计量后排出,液体留在冷阱下部待取样分析。
催化剂在进行加氢裂化反应前,先进行硫化处理,硫化条件为:以V(CS2)/V(煤油)为1.6/100的混合物为硫化液,硫化温度380 ℃,硫化压力8 MPa,空速0.5 h-1,硫化时间24 h。反应条件为:温度350 ℃,压力8 MPa,空速0.5 h-1,氢油体积比1 500。
1.4 加氢裂化产物分析
采用安捷伦7890A/5975C-GC/MSD型气质联用仪分析原料以及加氢裂化产物的组成。碳氢元素分析在德国ELEMENTAR公司生产的Vario EL CUBE元素分析仪上进行。原料以及加氢裂化产物的蒸馏实验在上海昌吉地质仪器有限公司生产的SYD-6536A石油产品蒸馏试验器上进行。
2 结果与讨论
2.1 NH3-TPD表征
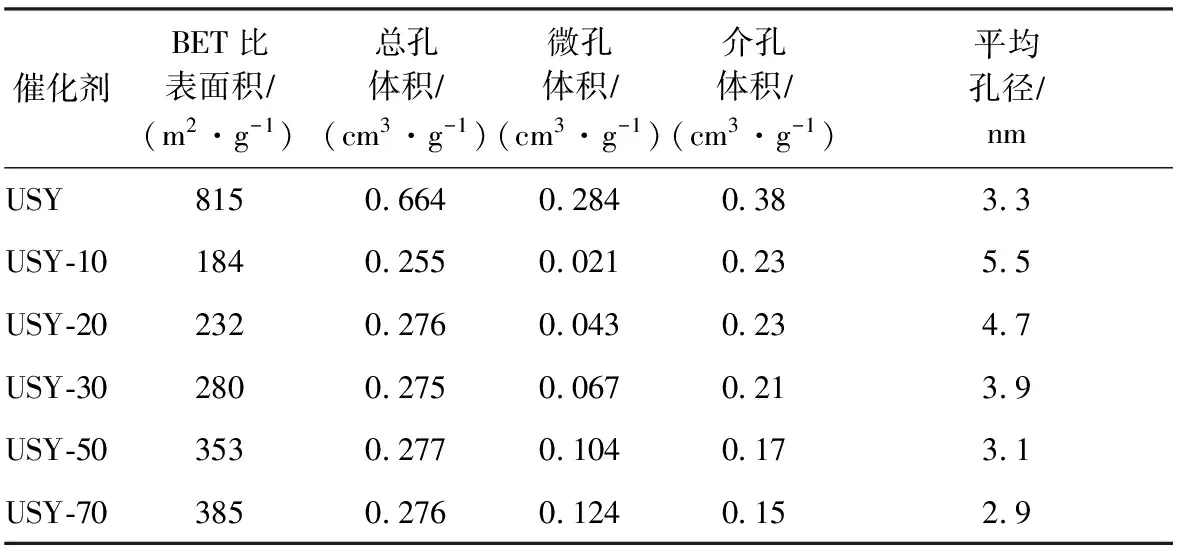
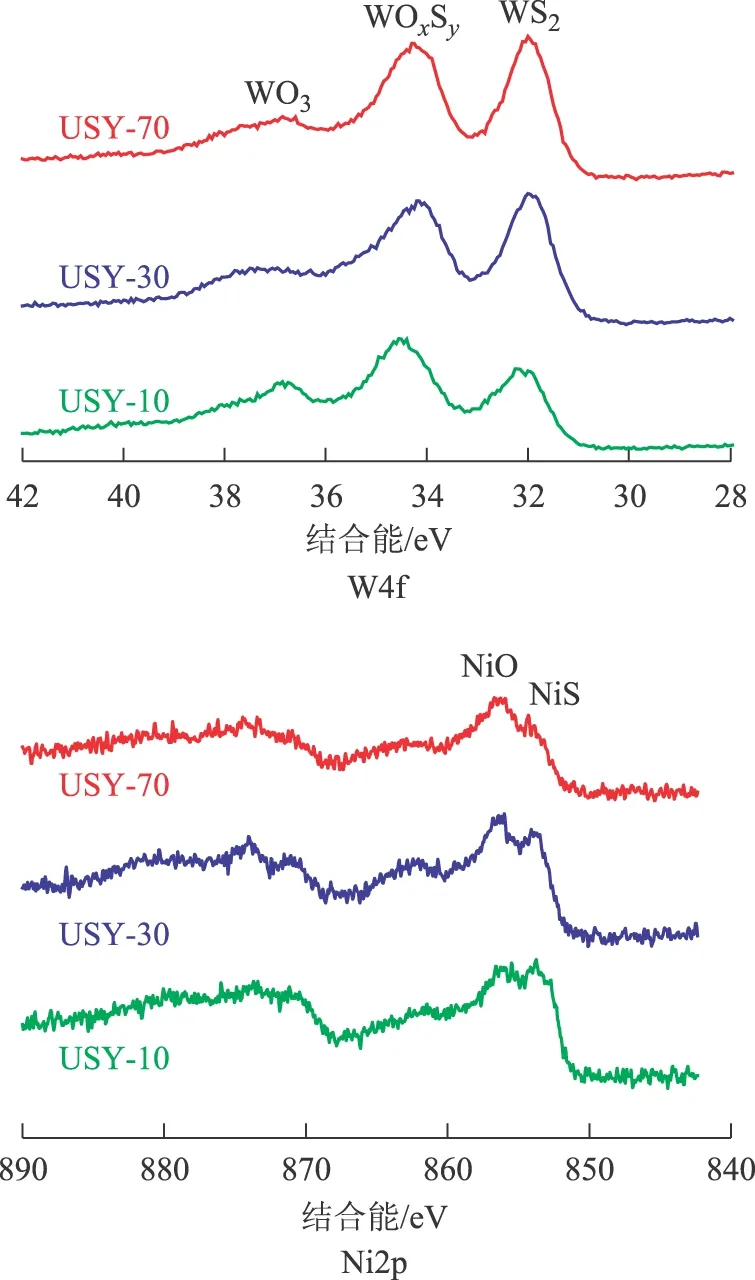
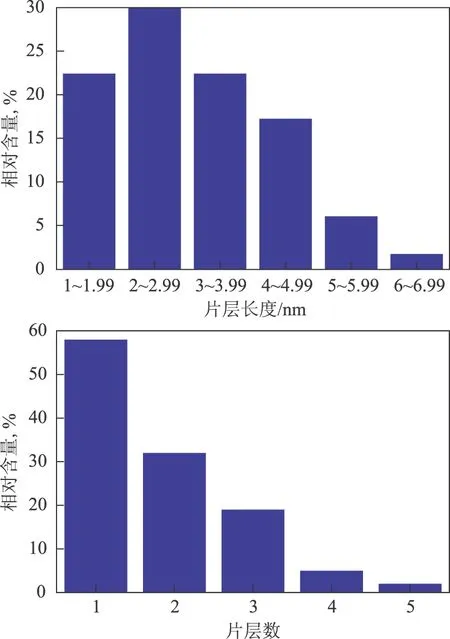
催化剂的NH3-TPD表征结果见图1。从图1可以看出,不同分子筛含量的催化剂均在185 ℃有弱酸和中强酸的吸收峰[7-8],在650 ℃有强酸的吸收峰。由图1进行面积积分,将USY-10的强酸以及(弱酸+中强酸)的酸量计为1,计算其它催化剂的酸量,结果见表1。由表1可见,不同催化剂表面(弱酸+中强酸)的量几乎相同,强酸量由弱到强的顺序为:USY-10 图1 几种催化剂的NH3-TPD曲线 表1 催化剂的NH3-TPD分析结果 2.2 N2吸附-脱附实验 催化剂的孔结构性质见表2。由表2可见,随着催化剂载体中USY分子筛含量的增加,催化剂的比表面积逐渐增大,微孔体积逐渐增加。这是由于USY分子筛的比表面积比γ]-Al2O3的大[9],因此,增加USY分子筛的含量可提高催化剂的比表面积,有利于反应物与催化剂充分接触。随着催化剂载体中USY分子筛含量的增加,平均孔径逐渐减小,不利于加氢裂化产物离开孔道,促使原料的二次裂化[10],使之裂化为更小分子的气体烃,降低油品的收率。 表2 催化剂的孔结构性质 2.3 XRD表征 催化剂的XRD图谱见图2。从图2可以看出:几种催化剂样品在2θ]为6.31°,10.34°,12.08°,15.95°,19.01°,20.71°,24.05°,27.55°,31.99°处均出现了USY分子筛的特征峰[11],在放大图中2θ]为45.84°、67.03°处均出现了Al2O3的特征峰[8],且随着USY分子筛含量的增加,USY分子筛的特征峰增强而Al2O3特征峰减弱;图中没有发现WO3和NiO的特征峰,说明WO3和NiO均匀分散在载体上。 2.4 XPS表征 图2 几种催化剂的XRD图谱●—Al2O3 图3 催化剂硫化后的W4f和Ni2p的XPS图谱 USY-10,USY-30,USY-70在380 ℃硫化后的W4f和Ni2p的XPS图谱见图3。从图3可以看出:W4f中有3个峰,分别对应W6+(WO3),W5+(WOxSy),W4+(WS2),W4f5/2对应W6+的结合能35.4 eV、W5+的结合能33.9 eV、W4+的结合能32.2 eV[10,12];Ni2p中有2个峰,结合能在856 eV处的峰为NiO峰[13],结合能在853.7 eV处的峰为NiS峰[14]。对USY-10,USY-30,USY-70催化剂的WS2,WOxSy,WO3,NiS,NiO含量进行面积积分,结果见表3。从表3可以看出:随着分子筛含量的增加,表面WS2摩尔分数逐渐增加,说明分子筛含量的增加有利于WS2的生成;表面NiO摩尔分数逐渐增加,表面NiS摩尔分数逐渐减少,可能是分子筛含量增加后,微孔体积增大,进入分子筛微孔中的Ni含量也增加,微孔中的Ni由于空间限制,与分子筛表面存在更强的作用,同时不易与H2S接触,因而更难硫化。 表3 催化剂USY-10,USY-30,USY-70硫化后的W和Ni结合能和表面分布 2.5 HRTEM表征 USY-10,USY-30,USY-70及硫化态USY-30(在380 ℃预硫化)的HRTEM照片见图4。由图4可见:从USY-10,USY-30到USY-70,黑色金属斑点颗粒逐渐减小,金属分散度逐渐增加,主要是因为USY分子筛比表面积较大,有利于活性组分分布均匀;从硫化态USY-30的HRTEM照片能够清晰看到WS2的特征片层。 图4 几种催化剂的HRTEM照片 图5 硫化态USY-30的片层长度和片层数与相对含量的关系 由硫化态USY-30的大量HRTEM照片进行WS2的片晶统计分析,硫化钨层数和硫化钨长度与相对数量的关系见图5。从图5可以看出,USY-30在380 ℃硫化后,WS2的薄层主要集中在1层,占WS2总数量的50%以上,说明WS2的分散比较好;硫化后WS2片晶长度主要分布在2~3 nm,占WS2总数量的30%,分布在1~4 nm的WS2占WS2总数量的75%。据文献[15]报道,催化剂的加氢裂化活性位于WS2的边界,硫化后WS2片层越小,分散度越好,加氢活性越高。 2.6 催化剂的加氢裂化性能 以中/低温煤焦油加氢精制后柴油馏分为原料,在固定床加氢装置上考察系列催化剂的加氢裂化性能,结果见表4。由表4可见:原料油中双环及以上芳烃质量分数为17.4%,高于国家标准《GB 19147—2013车用柴油(Ⅴ)》中对多环芳烃质量分数不大于11%的要求,而在加氢裂化产品中双环及以上芳烃质量分数低于0.16%,说明催化剂具有较高的多环芳烃加氢裂化活性;加氢裂化产品油中总单环芳烃含量高于原料油中总单环芳烃含量,这可能是由于双环及以上芳烃裂化造成的;随着USY分子筛含量增加,加氢产品中三环及以上脂环烃含量、密度、C/H摩尔比、产品油收率以及脂肪烃含量降低,这是因为随着USY分子筛含量的增加,催化剂强酸酸量逐渐增加,有利于提高催化剂的裂化性能,催化剂微孔体积和比表面积增加,平均孔径减小,从而促使烷烃裂化为更小分子的气体烃,降低了油品的收率。 为了兼顾产品油收率和品质,同时考虑到催化剂的成本,应将催化剂中USY含量控制在适宜的范围。在所考察的催化剂中USY-30性能较佳,其强酸酸量适中,比表面积较大,表面活性组分分布比较均匀,表面WS2含量较多,活性适中。从表4还可以看出,USY-30催化剂在产品油收率大于95%前提下,可使原料油的密度(20 ℃)由0.899 0 g/cm3降至0.848 5 g/cm3,双环及以上芳烃几乎裂解完全,C/H摩尔比由7.32降至6.89,50%馏出温度由304 ℃降至270 ℃,同时可使十六烷指数由40.0升至43.5。 表4 原料及不同催化剂上加氢裂化产物的性质 含USY分子筛的镍钨催化剂具有较高的煤焦油馏分加氢裂化活性,其裂化活性主要源于USY分子筛的酸性。随着USY分子筛质量分数由10%增加到70%,催化剂比表面积由184 m2/g增大到385 m2/g,强酸量增加9.8倍,表面WS2摩尔分数由41.08%增加到60.98%,表面活性组分分布更加分散,加氢裂化活性提高。在所考察的催化剂中尤以USY-30催化剂性能较佳,其强酸酸量适中,比表面积为280 m2/g,表面活性组分分布比较均匀,WS2和NiS摩尔分数分别为55.94%和37.90%,在产品油质量收率大于95%的前提下,可使原料油的密度(20 ℃)由0.899 0 g/cm3降至0.848 5 g/cm3,多环芳烃几乎裂解完全,C/H摩尔比由7.32降至6.89,50%馏出温度由304 ℃降至270 ℃,同时可使十六烷指数由40.0升至43.5。 [1] 胡发亭,张晓静,李培霖.煤焦油加工技术进展及工业化现状[J].洁净煤技术,2011,17(5):31-35 [2] 张军民,刘弓.低温煤焦油的综合利用[J].煤炭转化,2010,33(3):92-96 [3] 燕京,吕才山,刘爱华,等.高温煤焦油加氢制取汽油和柴油[J].石油化工,2006,35(1):33-36 [4] 姚磊.煤焦油加氢技术的工业应用及前景[J].广州化工,2012,40(16):36-38 [5] Zhang Lei,Liu Zongkuan,Gu Zhaolin.Simulation of low-temperature coal tar hydrocracking in supercritical gasoline[J].China Petroleum Processing and Petrochemical Technology,2013,15(4):70-76 [6] 韩崇仁.加氢裂化工艺与工程[M].北京:中国石化出版社,2006:177-187 [7] Jin Dingfeng,Gao Jing,Hou Zhaoyin,et al.Microwave assisted in situ synthesis of USY-encapsulated heteropoly acid (HPW-USY) catalysts[J].Applied Catalysis A:General,2009,352(12):259-264 [8] Zhang Haiyang,Wang Yonggang.Preparation of NiW catalysts with alumina and zeolite Y for hydroprocessing of coal tar[J].Journal of Fuel Chemistry and Technology,2013,41(9):1085-1091 [9] Zhang Lei,Fu Wenqian,Ke Qingping,et al.Study of hydrodesulfurization of 4,6-DMDBT over Pd supported on mesoporous USY zeolite[J].Applied Catalysis A:General,2012,433434:251-257 [10]Cui Guoqi,Wang Jifeng,Fan Hongfei,et al.Towards understanding the microstructures and hydrocracking performance of sulfided Ni-W catalysts:Effect of metal loading[J].Fuel Processing Technology,2011,92(12):2320-2327 [11]Cui Qingyan,Zhou Yasong,Wei Qiang,et al.Performance of Zr- and P-modified USY-based catalyst in hydrocracking of vacuum gas oil[J].Fuel Processing Technology,2013,106:439-446 [12]Diaz J N,Picquartb M M.Hydrodesulfurization of sulfur refractory compounds:Effect of gallium as anadditive in NiWSγ]-Al2O3catalysts[J].Journal of Molecular Catalysis A:Chemical,2012,363364,311-321 [13]Ding Lianhui,Zhang Ying,Zhang Zisheng,et al.Hydrotreating of light cycle oil using WNi catalysts containing hydrothermally and chemically treated zeolite Y[J].Catalysis Today,2007,125(1314):229-238 [14]Zhang Le,Pavel Afanasiev,Li Dadong,et al.Solution synthesis of the unsupported Ni-W sulfide hydrotreating catalysts[J].Catalysis Today,2008,130(1):24-31 [15]Tayeb K B,Lamonier C,Lancelot C,et al.Active phase genesis of NiW hydrocracking catalysts based on nickel salt heteropolytungstate:Comparison with reference catalyst[J].Applied Catalysis B:Environmental,2012,126:55-63 HYDROCRACKING PERFORMANCE OF NiW/USY ZEOLITES FOR COAL TAR Zhang Zenghui1,2, Shi Lei1,2, Qiu Zegang1, Zhao Liangfu1 (1.LaboratoryofAppliedCatalysisandGreenChemicalEngineering,InstituteofCoalChemistry,ChineseAcademyofSciences,Taiyuan030001; 2.UniversityofChineseAcademyofSciences) A series of NiW hydrocracking catalysts with different contents of USY with high silica to alumina ratio (Si/Al=42) were prepared by co-impregnation method. The catalysts were characterized by NH3-TPD, BET, XRD, XPS and HRTEM techniques. The hydrocracking performance of the catalysts was evaluated in a fixed-bed reactor using diesel fraction from the hydrotreated middle/low-temperature coal tar. The results show that the NiW catalysts containing USY zeolite have a high hydrocracking activity and the cracking activity is mainly derived from the acidity of USY zeolite. Under the preconditions of the product yield ≥95%, and the catalyst having appropriate USY zeolite content (30%), the density of the product decreases to 0.848 5 g/mL from original 0.899 0 g/mL, or less from original 17.4%, the C/H mole ratio decrease to 6.89 from original 7.32, the 50% distillation temperature decrease to 270 ℃ from original 304 ℃ and the cetane index increases to 43.5 from original 40.0, and the polycyclic aromatic hydrocarbons are cracked almost completely. coal tar; diesel fraction; USY zeolite; hydrocracking; NiW catalyst 2014-10-24; 修改稿收到日期: 2015-01-19。 张增辉,硕士研究生,主要从事煤焦油加氢裂化方面的研究工作。 邱泽刚,E-mail:qiuzegang@sxicc.ac.cn。 中国科学院战略性先导科技专项课题(XDA07020200)。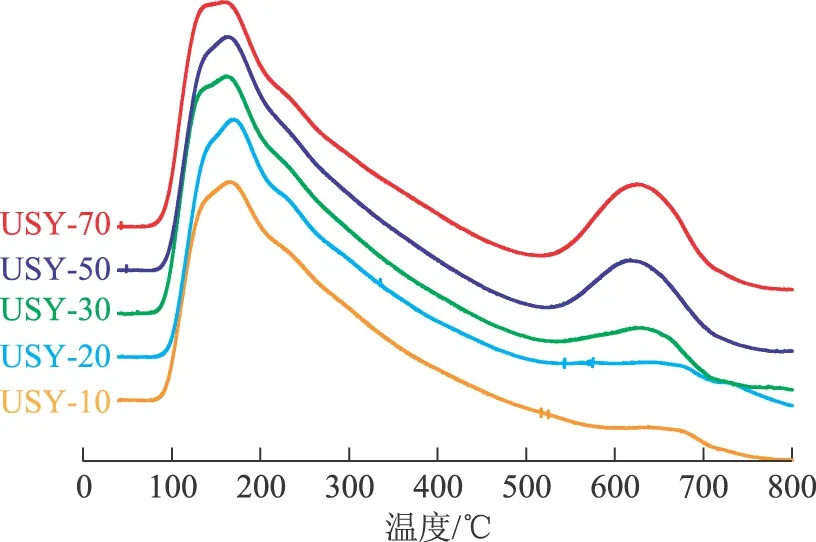





3 结 论