综放液压支架立柱大修工艺优化研究
2015-08-31牛艳奇
牛艳奇
(1.天地科技股份有限公司,北京100013;2.天地宁夏支护装备有限公司,宁夏银川750021)
液压支架是综采工作面三机配套主要支护设备,其功能是有效地支撑和控制工作面顶板,保证工人操作及机器运转所必须的安全空间[1]。
受全球经济衰退和国内产业结构调整的影响,国内大部分煤矿限产、停产,新液压支架采购量急剧减少,为降低生产经营成本,多数煤矿加大了液压支架的大修业务。而立柱是液压支架实现支承和承载的主要部件,顶板作用在液压支架的载荷主要由立柱承受并传递到底座上,且立柱还是液压支架升降运动的执行元件,因此立柱质量的好坏直接影响着液压支架的运行状况和煤矿的安全生产[2]。本文以山西怀仁中能芦子沟煤矿使用的ZF6000/18/31型放顶煤液压支架立柱大修为例,介绍整个立柱大修的工艺流程及修理过程。
1 立柱的检修工艺流程
针对芦子沟煤矿ZF6000/18/31型放顶煤液压支架单伸缩立柱的大修,制定检修工艺流程如下:立柱外观清洗—立柱拆解—部件清洗、分类、检测、判定 (分可修复或不可修复)—可修复件的分类 (接头弯头损坏、导向套及缸体螺纹损坏、通液管漏液、密封面锈蚀、镀铬表面的缺陷等)—进行检验—修复—组装试验—喷漆—成品入库。
2 立柱的拆解工装及工艺流程优化
2.1 立柱的拆解工装
立柱导向套组件主要分为卡环结构和螺纹结构,卡环结构由导向套、卡环、挡套和挡圈构成,螺纹结构的导向套是整体结构,通过螺纹与缸筒连接,这两种立柱的拆解在工装上有些区别。卡环结构按照结构形式依次从外向里拆解;螺纹结构需在拆缸机上进行 (图1),将立柱底部挡板工装插入拆缸机的后部与其保持相对静止,扳手与导向套配合使用,拆缸机的前部有旋转机构,扳手两端的手柄卡在旋转机构上,从而带动导向套旋转,外缸保持固定,从而将导向套从外缸上拆解下来。
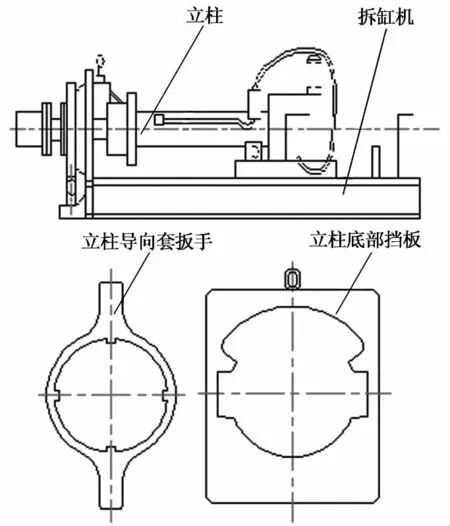
图1 立柱拆解工装示意
2.2 立柱拆解工艺流程优化
图2 为单伸缩立柱示意图[3],具体拆解工艺流程如下:

图2 单伸缩立柱示意
(1)冲洗 立柱外表面浮煤用高压水进行清洗。在立柱拆解工作台上,将冲洗好的立柱用电钻将立柱外缸、导向套上的定位销钻出,并摆放整齐到指定位置[4]。
(2)拆前准备 对于螺纹结构导向套立柱,用2t吊带吊立柱到立柱拆缸机中心架上,使立柱的外缸筒底部完全放入配套工装内,移动中拖板至合适位置,安装活柱导向套拆除专用工装,旋转拆缸机转盘,使立柱导向套与拆导向套专用工装可靠连接。
(3)拆导向套 启动拆缸机,低速反向旋转运行,使导向套螺纹从缸体筒中完全退出,停机。取出导向套并摆放整齐,将立柱外缸整齐地摆放在指定位置。
(4)拆活柱 将拆下导向套组件的立柱放入带有斜面的工装内,给立柱下腔供液,利用液压力将活柱推出,停止供液,缸筒内的废液通过工装的斜面流入废水池内;将外缸、活柱用吊带吊出,分类摆放到指定地方存放,并用枕木或其他能防止相互磕碰的支撑物支撑活柱,摆放整齐。
(5)拆密封 拆取导向套和活柱密封,并放于指定位置,同时将导向套和活柱分类摆放到指定存放处。
(6)清洗和点检 用煤油清洗导向套、活柱、外缸体等。对分类摆放整齐的立柱各部件清点数量并做好记录,并将拆卸中出现的损坏件、缺失件及时记录。
(7)注意事项 在活柱打压取出的过程中,其前方禁止有行人通过,并设置警示标志。拆卸过程中应防止活柱镀层磕伤、碰伤。
3 立柱的拆解部件检测检验判定
3.1 判定依据
(1)检修提供的相关图纸技术要求。
(2)GB 25974.2-2010《煤矿用液压支架》第2部分:立柱和千斤顶技术条件 (部分内容)进行相关试验检验要求。
(3)矿方提供的相关检验要求。
3.2 检验标准 (以外缸筒为例)
(1)目测缸筒外观不得有损坏,借助灯光检查缸筒内表面有无锈蚀、拉伤等缺陷;螺纹是否损坏;缸筒内表面有轻微擦伤、锈斑等,不影响密封性能的前提下,可以用油石进行修整即可;有划痕、凹坑损伤等,需用镀铁工艺修复。
(2)缸体不得有明显变形、磕碰的凹凸点、可见裂纹及开焊现象。修复后密封配合面粗糙度、缸口尺寸应满足要求。
(3)要求缸体外侧的连接块与阀板的配合表面无锈斑及毛刺、进液口无锈蚀,接口无焊接渗漏等缺陷;缸体上腔接头座无变形,焊缝无渗漏等缺陷;缸体外侧的进回液管无变形和渗漏、焊缝不得有渗漏等缺陷。
(4)中缸镀铬表面无起皮、起泡、脱落等缺陷。
(5)缸体螺纹损伤不得超过螺纹高度的一半,且损伤连续不得超过一周。
(6)各类型缸体不得出现影响使用的弯曲变形,要求缸体内孔的圆度、圆柱度和直线度不超过公称尺寸的2‰和0.5‰。
采用同样的标准对活柱、活塞和导向套进行检测检验判定。
4 立柱的修复工艺
对检验检测的问题进行分类,然后针对不同情况对各部件进行修复。
(1)用砂布轮 (钢丝轮)、手提电钻打磨干净缸筒与导向套配合的内表面及螺纹表面锈斑。用扁铲、手砂轮或专用工具对螺纹部位出现局部轻微损伤进行修整,修整后用导向套检验其装配性。螺纹部位出现严重损伤,则采用机械加工方法进行修复。
(2)用油石轮或手砂轮、砂布打磨干净缸筒外侧与阀板配合连接块的表面棱角、毛刺及锈斑。更换不能满足密封要求的连接块。保证新焊接的连接块没有渗漏等缺陷。
(3)缸筒上腔进液接头座出现影响使用的变形时必须进行更换,要保证接头焊缝质量。用手砂轮打磨缸筒外侧的进液管漏液处氧化皮后,焊接修补;有严重碰伤、变形时,进行更换。修复工艺与连接块焊接修复工艺相同,要保证焊缝质量不得有渗漏等缺陷。
(4)活柱镀铬表面出现锈斑、起泡、碰伤、拉伤等缺陷时,必须进行镀铬修复。镀铬面修复后应按相关质量标准进行检验。
(5)活柱进液口密封面出现轻微锈蚀缺陷时,用油石、砂布进行修整;出现锈坑时,采用机械加工的方法进行修复,修复后应满足密封性能。
(6)如果检测到活柱弯曲变形,可用压力机进行校直处理。注意在校直过程中应防止压断、压裂等现象发生,不可把校直件做报废处理。
(7)对活塞、导向套等部件进行修复。
5 立柱的总装工艺流程优化设计
(1)用煤油对活柱、活塞、外缸体、导向套再次进行清洗。
(2)在组装工作台上分别组装导向套、活塞的密封。在工作台上组装活柱上的密封组件。
(3)用专用工具吊外缸体到立式装缸机,将缸底完全放入立柱装配坑内专用的工装内,并装夹固定好。设计立式装缸机如图3所示。
(4)用毛刷给活柱密封部位涂沫乳化油,用特制吊具将活柱吊放到缸体筒内,使其垂直落入缸体筒内,启动装缸机下压装置,将活柱徐徐压入缸体内。给导向套涂抹乳化油,并在螺纹段涂抹油脂,然后将导向套放入外缸体内。
(5)装导向套工装使其与导向套吻合。启动装缸机,使其旋转装置与工装完全配合,再启动旋转装置。先逆时针旋转1~2周,然后顺时针旋转安装,直到拧紧为止。将装缸机下压装置升至一定高度,将导向套工装取下放到工装架上,组装完成。

图3 立式装缸机
6 立柱总装验收标准
立柱千斤顶的验收按照 GB 25974.2-2010《煤矿用液压支架》第2部分:立柱和千斤顶技术条件进行相关试验检验,并参照下述规定。
6.1 灵活性试验规定[5]
(1)分别测定伸、缩时,活塞腔与活塞杆腔的最低启动压力,要求立柱在空载工况下逐渐升压,立柱活塞腔启动压力均不得超过3.5MPa,立柱活塞杆腔启动压力不得超过7.5MPa。
(2)空载行程试验时,立柱在空载工况下,全行程往复动作3次,其速度不大于200mm/min。活塞杆伸缩长度符合设计要求,不允许有外渗漏、涩滞、爬行等现象。
(3)实验时要求活塞杆无爬行、阻滞等现象,能够自由平稳地伸缩,整个行程动作3次。
6.2 密封性能试验规定
(1)分别向立柱的各供液口供2MPa压力的乳化液,使活塞杆伸出全行程的1/3和2/3的情况下,停止供液后保压 2min,压降不得超过0.5MPa,且立柱不得有压降、渗漏现象。
(2)立柱缩至最小高度,活塞杆腔分别用1MPa,1.1倍泵站额定工作压力进行密封试验,保压5min,不得有压降、渗漏现象。
7 结论
在大修ZF6000/18/31型放顶煤液压支架立柱时,采用了上述介绍的工艺路线,尽可能地保证原来的配合尺寸及原有的强度和刚度,恢复使用性能。生产实践证明,该工艺流程科学合理,易操作,提高了立柱维修的质量和效率。可参照此维修工艺检修其他类型的双伸缩立柱和千斤顶。
[1]纪多香.浅谈综采液压支架大修工艺[J].煤矿机电,2008(2):80-82.
[2]郝春玲.液压支架立柱检修工艺 [J].煤矿机械,2003,24(5):79-81.
[3]王国法.液压支架技术 [M].北京:煤炭工业出版社,1999.
[4]张 辉.煤矿综采液压支架立柱检修工艺 [J].科技向导,2011(18):192-193.
[5]雷天觉,等.液压工程手册 [M].北京:机械工业出版社,1994.
[6]黄 磊.液压支架掩护梁可靠性工程方法研究 [D].太原:太原理工大学,2012.
[7]尚慧岭,樊晋予,赵 恒,等.液压支架立柱缸体不锈钢镶套修复[J].煤矿机械,2010,31(11):183-185.
[8]宇汝文.液压支架立柱加长段拆卸拉力机的研制 [J].煤矿机械,2005,26(8):87-88.
[9]刘文良,朱庆波,孙晓亮,等.一种推移千斤顶挡块结构的研究设计 [J].价值工程,2011,30(20):24.
[10]孙晓亮,朱庆波,张少秋,等.浅谈ZY6400/12/24型掩护式液压支架研制[J].机械工程与自动化,2010(6):170-171.
[11]薛鸿渐.综采液压支架立柱大修[J].机械工程师,2005(7):151-152.
[12]张晓东.液压支架的维修技术浅析 [J].科技创新与应用,2013(3):100.
