用于微波电路模块生产线信息化管理的MES系统
2015-08-23丛远如姜伟卓
张 健,姜 洋,丛远如,姜伟卓
ZHANG Jian, JIANG Yang, CONG Yuan-ru, JIANG Wei-zhuo
(南京电子技术研究所,南京 210039)
0 引言
当前,制造执行系统(MES)是生产制造行业信息化研究与应用的一大热点。美国先进制造研究机构AMR(Advanced Manufacturing Research)将MES定义为[1]“位于上层资源管理系统与底层工业控制之间的、面向车间层的管理信息系统”,即MES在计划管理层与底层控制之间架起了一座桥梁,弥补了ERP或MRP偏重对计划的管控而无法监控制造现场执行情况的缺陷,通过信息的数字化传递实现从生产指令下发到产品完成的整个生产过程进行优化管理。
微波电路模块在各类电子装备中运用广泛,通常具有工作频率较高、外形尺寸小、集成度高、批产数量大且性能指标一致性要求高等特点,其生产模式具备离散型制造的多项特征[2,3]:1)产品BOM结构由多个零部件构成,零部整件之间存在多级套装关系;2)多种型号产品同时进行小批量试制和大批量生产,共用生产线资源;3)新型号产品研制周期短,生产过程中的设计、工艺要求变更较多;4)工艺流程复杂,生产过程数据涉及用料批次、工艺参数、质检信息等方面,数据采集与分析处理要求高。因此亟需对微波电路模块生产线推进信息化建设,构建MES系统实现生产过程的数字化、实时化、透明化管理[4]。
1 需求分析
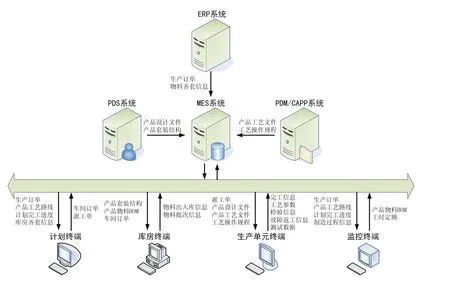
图1 微波电路模块生产线信息流
微波电路模块的特点决定了生产线管理信息化的基本出发点:第一,产量大要求借助信息化手段提升生产效率;第二,小尺寸、高集成度与高性能指标要求使得日常产品生产过程中的质量监管显得尤为重要。通过对生产线以往运行中的各类问题进行梳理,MES系统应着重在以下方面提升生产线的管理水平:
1)将ERP生产订单细化分解至工序级生产计划,明确生产线内各工序单元的任务输入,统计产品在各工序的完成进度;
2)推行产品单件管理,实现单件在制品状态跟踪,对每件产品建立全生命周期的生产档案;
3)产品生产过程中的各类质量信息全面实现无纸化记录,并提供实时查询报表,为质量追溯和SPC提供数据支撑;
4)实时监控各类产品的齐套情况,建立生产用物料领用与消耗情况的电子台帐,缺料自动预警。
2 功能设计
MES系统须完成与上层ERP、PDS、PDM系统的集成[5,6],实现各类信息的采集与传递[7,8]。微波电路模块生产线由计划组、工艺组、库房以及不同工序属性的生产单元组成,生产单元下属的工位类型包括自动化生产工位、人工装配工位、人工调试工位、自动测试工位、检验工位等。MES系统管理下的生产线信息流示意图如图1所示。
微波电路模块生产线MES系统应具备基础数据配置、生产计划管理、无纸化文档管理、物料管理、制造过程管理、生产信息管理和工时管理等功能。
2.1 基础数据配置
基础数据配置包含三个方面:一是生产线基本组成信息的自定义,主要有各工序单元及其下属各工位的定义、各工位所用设备/仪表的关联、物料存储库位的定义、生产操作人员的权限设定等;二是产品基本信息在投产前的预设置,包括工序级物料BOM、检验项目、工艺参数、缺陷故障现象及其返工返修操作等;三是各产品工序标准工时与系数的制订,用于操作人员的绩效统计。
2.2 生产计划管理
2.2.1 生产任务的分解下达
依据PDM中产品既定的工艺流程,将ERP上的生产订单进行数量、时间和工序三个维度的分解,最终生成工序级的生产计划——派工单作为现场操作人员的任务输入,在多产品任务并行时可依据其轻重缓急程度对派工单的优先级进行设置。
2.2.2 完工进度的统计查询
指定生产订单、工序、日期区间内的完工数量统计并生成日报表,便于计划员和管理者实时掌控产品计划完成进度。
2.3 无纸化文档管理
操作人员在MES界面上对选定的派工单直接调阅其设计文档(设计图、物料BOM表等)和工艺文档(工序卡、操作规程等),无须另行登录PDS、PDM查询相关文档。
2.4 物料管理
物料实行分批次条码管理,条码包含物料编码和批次信息(其中物料编码是物料种类的唯一标识)。装机物料在库房的出入库登记和生产现场的消耗、制件在现场各工序单元的完工周转以及成品入库与转出均通过扫描物料条形码完成。
基于库房物料的电子台帐与各工序单元的完工/返工用料信息,实现按订单、按工序、按物料编码、按批次号实时查询物料齐套性,同时实现细化至单个在制件的状态跟踪。
2.5 制造过程管理
对在制产品实行单件管理,即时填报在制件在各工序单元的完工情况,同时支持在制件异常状态(待处理、返工、报废)的处理,实时记录在制件各道工序的生产信息,包括操作者、操作时间、装机物料批次号、工艺参数值、检验参数值、缺陷故障现象与返工返修操作等。基于MES系统的生产操作流程如图2所示。

图2 基于MES系统的生产操作流程
2.6 生产信息管理
基于产品制造过程中记录的各项生产信息,建立产品全生命周期的生产档案,提供产品生产信息的追溯查询,为后期进一步的统计过程控制(SPC)提供数据支持。具体包括:
1)查询产品在各道工序的操作时间、工艺参数与自检参数;
2)查询产品历次返工返修操作;
3)产品批次号与装机元器件批次号的双向追溯;
4)产品批次号与缺陷故障现象的双向查询;
5)……
2.7 工时管理
依据基础数据配置中各产品各工序的单件工时(标准工时×系数)以及产品生产过程中记录的操作者信息,汇总统计出一定时期内各操作人员的累计工时,为人员绩效考核提供重要参考。
3 开发实施
基于上述功能需求并考虑到生产线的业务拓展,MES系统应兼顾良好的模块化和高度的可扩展能力。微波电路模块生产线MES系统采用C/S架构,由系统管理、基础资料管理、生产计划管理、物料配送管理、作业管理、综合查询六大功能模块组成,各功能模块下包含若干子业务模块(如图3所示),各模块通过权限设置向生产线不同角色的人员开放。
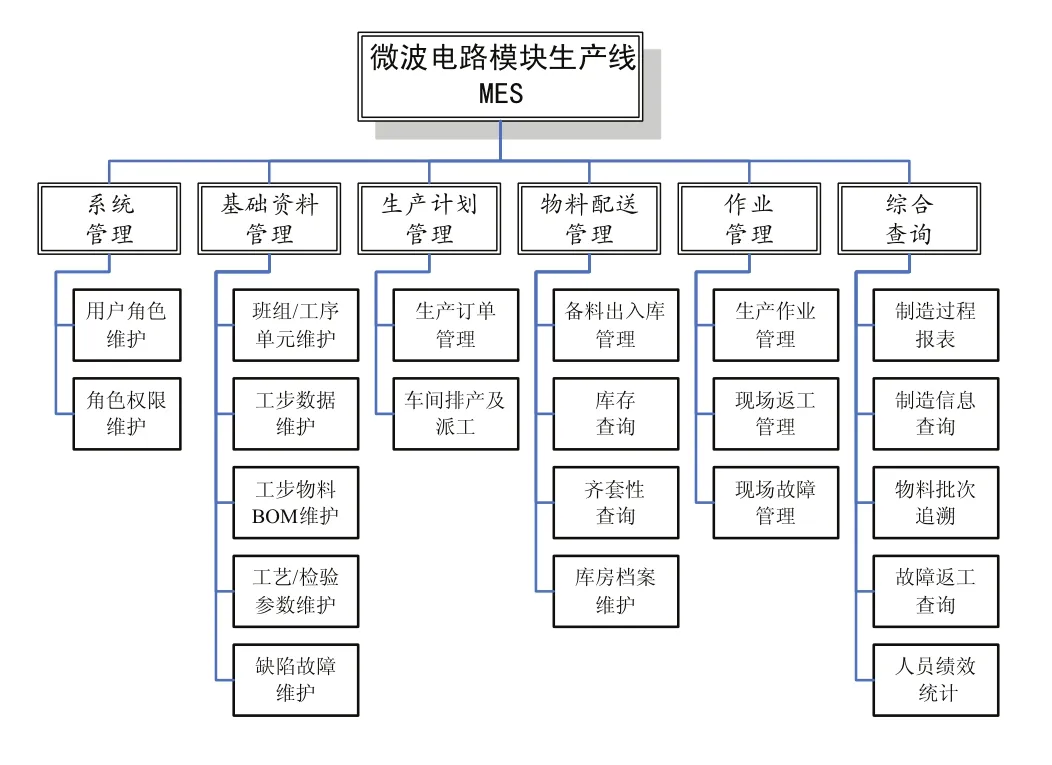
图3 MES模块组成
MES软件使用PowerBuilder进行程序开发,部分业务模块的操作界面如图4、图5所示。
4 结束语
MES系统投入试运行半年多以来,生产信息的数字化采集和实时化查询使得微波电路模块生产过程的“透明度”显著提高,管理人员可随时查询产品的生产进度和质量状况,同时生产效率也因人工填报统计时间的节省而得以提高,生产线的信息化管理已初现成效。

图4 车间排产及派工界面

图5 生产作业管理界面
微波电路模块的生产是典型的离散型制造流程,其生产计划的指令性、产品种类的多样性、产品技术状态的多变性以及加工工艺的复杂性等多方面特点,要求运用现代化的生产管理理念,构建MES系统实现生产线信息化管理。MES的建立与完善应以生产线的实际需求为基本出发点,通过反复的发现问题、梳理流程、功能设计和软件开发过程,使得MES的功能不断优化,MES的应用持续紧密地契合生产线运行中的各方各面,并随着生产线业务能力的拓展而发展。
[1]李春磊.基于MES的离散制造车间生产系统分析[D].南京:南京航空航天大学自动化学院,2011.
[2]李志华.MES在小批量电子产品生产管理中的应用[J].军民两用技术,2012.6:53-54.
[3]张京都,张倩,杨俊.军工研制型企业MES系统的应用研究[J].信息化研究,2013.8:52-57.
[4]孙袁,刘刚,严伟,平丽浩.数字化工厂技术在电子制造领域的应用[J].中国电子科学院研究生院学报,2013.6:551-556.
[5]付海波,夏光蔚,胡冰.基于ERP/PDM/MES/PCS的数字制造系统信息集成研究[J].电气制造,2009.3:34-37.
[6]戚宝运,许自力,毛勤俭.数字化车间MES系统构建[J].指挥信息系统与技术,2013.1:25-29.
[7]周长英.基于离散制造业车间的制造执行(MES)方案设计[J].制造业自动化,2012.10:15-18.
[8]孟翔,薛善良,李建平,杨年宝.航天产品装配生产MES研究[J].机械设计与制造工程,2013.10:43-46.
