PLC在T68镗床改造中的应用
2015-08-22谢小四
谢小四
(云南机电职业技术学院机械工程系,云南 昆明 650203)
0 概述
T68镗床是一种通用性比较强的多用途机床,主要用于钻孔,镗孔、加工端面、斜面、成形面的加工设备,它采用了继电接触器控制,专为工业环境应用面设计,其显著特点是可靠性高抗干干扰能力强,通用性广等特点。将T68镗床继电接触控制系统控制部分改为PLC控制,可以提高整个电气控制系统的工作性能,减少维护,维修等工作量,以致于提高工作效率和产品质量,减少无故障停机时间。
1 T68镗床的控制要求及电气控制线路分析
T68镗床共有两台交流异步电动机,分别为主电机和快速电机。主电机首先带动镗轴或平旋盘做主运动,其次通过传动机构带动工作台,主轴箱和镗轴做进给运动。快速电机主要带动带动工作台,主轴箱和镗轴做快速移动,用于在对刀或调整工件时提高工作效率。T68镗床电气系统分为主电路,控制电路电路两部分,继电—接触电气控制系统的工作原理如图1所示。

图1
2 电路分析
首先纽子开关HY拔上,CTY吸合,这时指示灯EF发光,控制电路有电,机床照明灯NL亮。镗轴旋转电动机M1为主动,分别有高速,低速、点动、连续运动、正反转、制动等动作,给运动为主电机经齿轮,手柄等连接器件的传递实现工作台的前后,左右及主轴箱的上下运动和镗杆进出,平旋盘的运动。快速运动主要由机械手柄拔动齿轮,连接器件来实现,然后压合行程开关XCKN和XCKE发出指令,吸合CJKE,CJKN实现正反转主运动电动机还配有热继电器JR来保护电机的过载,所有线路共用熔断器RLY实现短路或严重过载保护。快速运动和控制回路用熔断器1RL来实现过载护,主运动点动都是在低速成下运动,控制按纽AQZE,AQZN、AQZNE、AQZMN的其中一个发出指令,吸合CJZN,CJZE和高低速接触器CJI和CJII来实现点动或连续运动和正反转运动。高低速成由机械手柄根据合适的位置压合行程开关XCV,来接通分断电路中的CJI和CJII来实现高低速的转换。
3 T68镗床电气控制系统的PLC改造
3.1 硬件设计
改造时,主电路及照明电路保持不变,将所有的控制按纽,行程开关、限位开关、接触器接入PLC输入,输出回路,具体的逻辑控制由PLC程序进行控制,只需新增可编程控制器一台,24V的开关电源一只,容量为50VA。
3.2 I/O地址分配如下表所示
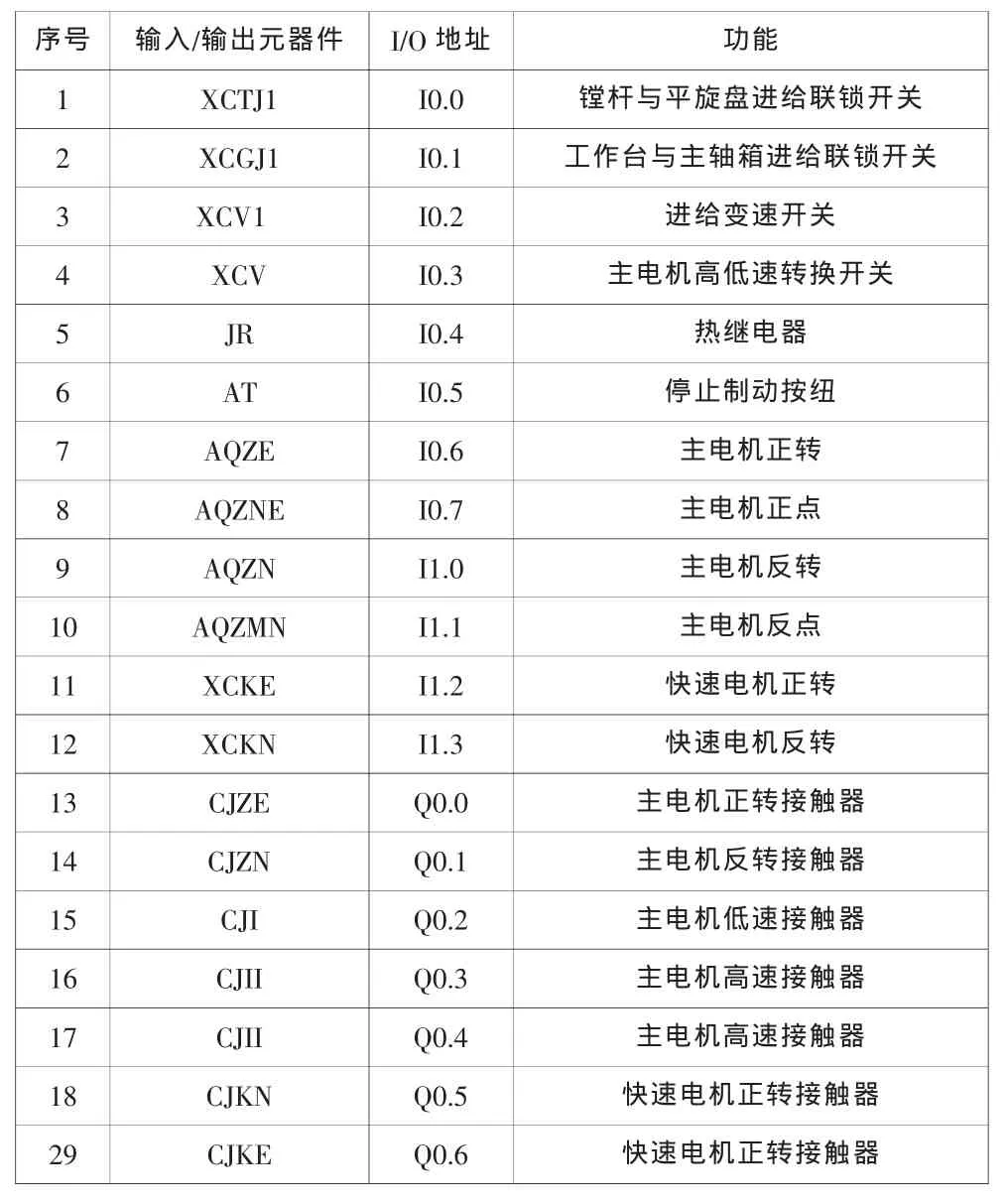
表1
3.3 T68镗床的I/O接线图如图2所示
根据实际要求和控制特点,选用SIEMENS S7-200 CPU224型号的PLC

图2
3.4 T68镗床PLC程序设计
在PLC程序设计中,根据T68镗床的控制要求,及各种联锁关系,设计该控制系统的PLC控制程序,为了增强程序的可读性,该程序有5个控制支路:
支路1:是保证机械联锁,各手柄到位的控制。
支路2:是通过高低速机械手柄压合行程开关XCV来实现高低速转换,及它们之间延时控制,联锁控制。
支路3:是保证高低速开关压合后,高低速接触器吸合后,才能吸合正反转中继。
支路4:是实现主电机正点、反点、正转、反转的控制。
支路5:是快速电机的正反转控制。
4 结束语
T68镗床是一种高效率通用性比较强的加工设备,在机械加工和机械修理中得到广泛的应用,T68镗床的操作是通过手柄,机械、电紧密配合完成预定的操作,是机械电气结构联合动作的典型控制,是自动化程度高的组合机床。但在电气修理中故障是很难排除的,特别是在继电器接触器控制系统中,由于电气控制线路触点多,线路复杂、故障率高、检修周期短,严重地影响生产。本文所述方案是对原来的控制系统进行PLC改造而成,经实际模拟运行证明该控制系统控制稳定可靠,具有极高的可靠性和灵活性,更容易维修,而且能适应恶劣的控制环境,取得了较好的生产效率。
