IE在SMT车间现场管理中的应用研究
2015-08-22彭姣娇彭文利
彭姣娇 向 雷 曹 鸽 彭文利
(嘉兴学院机电工程学院,浙江 嘉兴 314000)
0 引言
企业管理的根本是现场管理,企业要提高效率、降低成本,增强竞争力的关键就是现场管理[1]。现场管理是用科学的管理制度、标准和方法对生产现场各生产要素,包括人、机、料、法、环、信等进行合理有效的计划、组织、协调、控制和检测,使其处于良好的结合状态,达到优质、高效、低耗、均衡、安全、文明生产的目的[2]。本文结合实践从5S管理和目视管理角度研究IE在SMT车间现场管理中的应用。
1 SMT车间现状及问题
SMT(Surface Mount Technology,简称 SMT)即,表面贴装技术,是由混合集成电路技术发展而来的新一代电子装联技术,以采用元器件表面贴装技术和回流焊接技术为特点,成为电子产品制造中新一代的组装技术。根据该公司的发展战略方向、生产模式、市场需求以及未来的导向,产品需求量和生产规模不断扩大,公司生产要求的表面贴装的工作由原来的外包转化为自己内部生产。该SMT车间创建于2014年5月,共有操作人员60名。在车间现场管理方面存在员工操作不规范、现场物品摆放杂乱无章、车间生产成本高、生产周期过长、浪费过于严重等问题。现在从5S管理与目视管理角度对存在问题如下。
1.1 5S管理角度
5S是指整理、整顿、清扫、清洁、素养五个项目,5S管理是企业质量管理、生产管理、设备管理、安全管理等企业管理的基础,是日本企业最独到、最成功的管理方式[3]。
1.1.1 整理
工具储存柜中有报废的剪钳、有无法使用的游标卡尺,而这些报废的工具没有得到及时清理出生产现场;小型检测机器随意放置,故障机器与正常机器混放一起,往往出现因为没有及时拿到正常检测仪器而耽误检测进程;办公桌上的文件纸张凌乱的摆放,在文件夹中存在着已经过时的生产计划表、不良品登记表等,这些都没有及时得到清理,图1所示为过时的外观全检查记录表。
1.1.2 整顿
车间对于物料并没有明确的定置安排,半成品与成品区往往有生产物料如插件区所用的铆接好后的导线、各种颜色与尺寸的电阻等混合放置;生产工具有专门存放的工具柜,但是工具的放置并没有进行严格要求,只是随意的将其放入大盒子中;治具架上的各种仪器也没有按照要求进行分类放置,甚至将其他物料盒放到柜子上,造成治具架乱糟糟的场景,如图2所示。
1.1.3 清扫
车间的值日人员没有将清除活动进行到位,车间操作台在清扫之后依旧存在着清扫不到位问题,如衣柜后面、饮水机旁边经常有积水,导致整个空气净化区常常湿漉漉,使车间湿度太大,影响产品品质。如图3所示操作台上的表面与卡槽中存在着裁剪后的套管残料等垃圾;仪器四周经常有加工后的套管、从包装盒撕下的胶布等没有及时清理;后加工区流水线末端的地面有剪角后的铁屑残料,往往被清扫走,而设备中间留下的残料成为清扫盲点,无人问津,长久积累,如图4所示。
1.1.4 清洁
该车间只做到了前面的“3S”,对于清洁工作完全没有开展。车间存在问题如下:没有明确的清洁目标,也没有清洁的状态标准,没有定期的检查进行制度化与标准化管理,只是将清洁理解为没有垃圾;车间废弃纸箱由于体积大,放置在垃圾桶边上出现垃圾堆积,没有人及时处理。
1.1.5 素养
该车间的5S管理活动没有得到实际的落实,操作人员对于5S的认识仅限于打扫卫生,甚至有些临时工从未听说过5S管理活动,没有专门的管理人员对5S的执行进行监督;操作人员对于好坏仪器和设备的用后处理没有按照5S管理中的整理规则,在使用过程中需要寻找的动作,造成了加工时间的浪费。
1.2 目视管理角度
目视管理,是利指用形象直观、色彩适宜的各种视觉感知信息来组织现场活动,达到提高工作效率的一种管理方式,它的管理方式是通过“视觉”采集信号。目视管理遵守的原则是“完全公开化”,并尽可能多地将管理者的要求和意图让大家都看得见,借以推动自主管理、自我控制,所以目视管理也可称为是“看得见的管理”[4]。
1.2.1 看板管理
该车间没有实施看板管理,没有任何看板,包括工序看板、生产计划看板等,常常出现工作人员不知道生产计划量等问题。车间人员对生产进度、生产质量的状况不能及时去了解,对于生产的绩效考核总是在发工资的时候才能了解;现场生产指示过少,生产状况、目标产量的情况未能传达给现场,使现场操作人员不知道自己应该干什么。
1.2.2 区域划线管理
该车间对于生产区、物料区、办公区,空气净化区均有胶布进行区域划线,由于该车间地面是环氧树脂地面则该车间采用贴胶带的方式,后加工区的胶布颜色退去甚至已经脱落;车间腐蚀品存放只是将其放在车间的角落,并没有对其进行划线处理;车间划线区域没有按照划线要求进行,如主通道的划线宽度与区域通道划线宽度分别是120mm与80mm,两车间所有胶布的宽度均为80mm。
1.2.3 防呆管理
该车间许多PC板在插件区都会出现零件插错的现象;有些工位还会出现零件延伸部分不能很好的对准线路板的孔,出现时间上的停滞,影响正常的生产速度;在某款PC板上相同直径的插孔位置,用来插装电容,在实际的操作中则是在这两个位置插上不同参数的电容,参数分别是 100μF和47μF,由于该插孔都是圆形,直径相同,距离位置较近,实际生产中该位置常常出现差错,造成PC板质量出问题。
2 改进方案
2.1 基于5S管理改善
2.1.1 整理
首先对工作现场进行全面检查,包括看得见的和看不见的地方,如设备的内部,桌子底部等位置,然后根据其使用频率严格区分必需品和非必需品,最后保存必需品,清理非必需品。
例如工具柜中已经报废的剪钳、螺丝刀等非必需品,可以对其进行废品出售;对于检测仪器要进行排查,好的留下来进行整齐放置,坏的仪器进行维修,能修好继续使用,不能修好的做报废仪器处理进行出售或者直接扔掉;物料周转区中产多余的物料应及时清理,尽量做到车间零库存。
2.1.2 整顿
首先应该分析作业现场的现状,究竟是因为物品的存放位置不明确还是因为存放地点太远,或者是物品太多难以寻找等造成取放物品时间过长的现象。然后根据物品各自的特征将物品分类放置,指定放置标准和规范。例如,对于冶具区常有物料盒的随意放置的现象,将储物架划分一部分区域用来存放物料盒。
如表1所示为改善后的冶具区,经改善后,插件区操作人员可以近距离的将插件原材料储存在该货架上,不会出现凌乱现象。对于生产工具的未进行分类放置或者随意放置,应该在工具柜标记工具放置区域与防治方法,避免以存放方式的错误导致工具的报废。
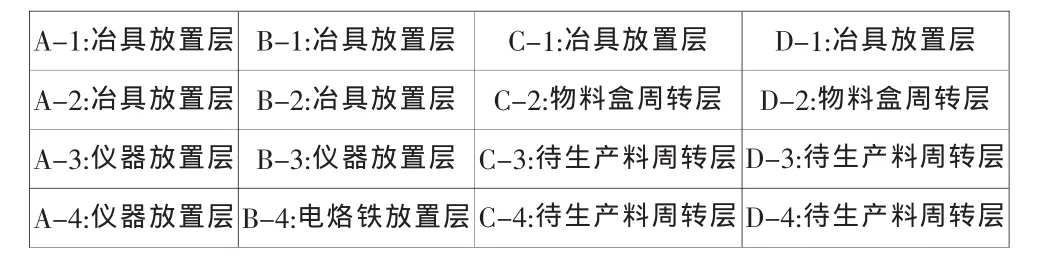
表1 改善后的冶具区货架
2.1.3 清扫
首先寻找污染源。如饮水机与衣柜旁边有积水,主要是由于车间操作员工将水杯中的剩水随意倒置所致,可以在饮水机旁边放置小型的水桶,方便员工将隔夜的茶水或者有污染的饮水进行倾倒。
再制定清扫计划:明确清扫区域、清扫方式、清扫工具以及清扫程度等。如清扫区域有地面、墙壁、窗户、设备等,在清扫过程中,还要做到将区域上附着的污垢进行清除;对于设备,要注意到容易发生漏油的区域,重点留意油管、空气压缩机等看不到设备内部的结构,对于设备连接部分要检查螺栓是否有松动的情况。如操作台卡槽中存在不易清走的套筒等废料应该使用气枪或者使用硬毛刷进行清洁,而对于流水线设备末端的废角料因附着助焊剂、润滑剂等液体应该使用专用的洗洁剂进行清理。
然后清扫油污与灰层。在清扫的过程中要贯彻从上到下,从内到外,从又到左的顺序。地面不仅要扫,每隔三四天要用专门的洗洁剂进行拖地,是车间保持整洁与干净。
最后检查清扫结果。检查是否清楚了污染源,是否对地面和窗户进行了彻底的清扫与破损修补等。
2.1.4 清洁
首先明确清洁目标。清洁目标应该根据车间的实际标准有员工共同讨论得到结果,所以,在推行5S管理的过程中应该明确清洁的含义,将清洁目标纳入讨论,如垃圾桶不能有垃圾溢出、车间设备不能有个人生活用品等。
再确定清洁的状态标准。清洁的状态标准应该从以下六个方面去考虑:(1)地面;(2)窗户和墙壁;(3)操作台上;(4)工具和工装;(5)设备;(6)货架和放置物资场所。
最后定期检查,实现制定度化与标准化管理。
2.1.5 素养
首先明确素养的目的,全体员工高标准高要求地维护现场环境整洁和美观,自愿实施整理、整顿、清扫、清洁,培养准手规章制度和具有良好习惯的人才;再制定相关的规章制度,例如《员工守则》;最后实施员工培训,灌输工作记录意识,创造良好风气的工作场所;检查素养效果,如是否成立5S小组等。
2.2 基于目视管理改善
2.2.1 看板管理
看板有很多种类,包括工序看板,生产管理看板、生产计划看板等。在制作看板的过程中,要注意看板编制的要求:内容要齐全。如工序看板包括产品的名称、型号、件号,工序名称、放置位置等;要有车间管理看板,看板包括组织框架图、生产动态、5S活动动态和公告栏等内容,用张贴于白板的方式进行公示;而生产计划看板,应该有款号型号、计划货期、总单量、人数量、昨日产量、目标产量、实际产量、节拍时间、不良品数等内容,使用LED及时更新,便于车间员工对生产信息的了解。
2.2.2 区域划线管理
对车间进行重新划线。进行区域划线时应该采用不同颜色的胶布,不同宽度的胶布:划线颜色区分如下:黄色虚线——移动台车、工具车的停放定制线;黄色实线——一般通道线、区域线、固定物片定置线;红线——不合格产品区、废品区、危险区等;黄黑斑马线——配电装置、消防刷处、地面凸起物、台阶等。
通道线要求:主通道——120mm;区域通道——80mm;辅助通道——50mm。
2.2.3 防呆管理
防呆管理往往体现在装配工序上,在该车间主要体现在插件区能够实施防呆管理。由于防呆管理未做到位而出现质量问题应该从工序角度去寻找问题根源,例如PC板上直径相同的定位圈实际未得到相同参数的电容去装配,分析到底是因为印刷程序出问题还是由于临时改变PC板结构出现电容不同的情况,然后从排除、替换、缓和等原则出发解决问题。
3 结束语
通过本次实地实践,运用5S管理与目视管理的的方法,解决了车间物料随意堆放、生产现场混乱、生产效率低下等问题,达到了实现现场干净、整洁,5S管理重新落实,目视管理便捷化,流程规范化、工具规范化、生产状态和信息可视化、品质提高的效果,创建了一个合理有效利用资源的工作环境,提高了企业生产效率。
[1]郑子仙.ZK公司生产现场管理改善研究[D].天津大学,2013.
[2]蔡晓娟.浅谈现场管理在企业中的运用[J].企业管理,2008,20:42.
[3]李明荣.试论企业如何有效推行5S管理[J].企业管理,2008,8:60-61.
[4]王相军,等.目视管理再电气设备管理中的应用[J].电源技术应用,2013,8:168.
