测长仪小测钩错位对内尺寸测量的影响及解决办法
2015-08-18焦燕萍吴江市计量测试所
焦燕萍 / 吴江市计量测试所
测长仪小测钩错位对内尺寸测量的影响及解决办法
焦燕萍 / 吴江市计量测试所
介绍测长仪小测钩错位对内尺寸测量的影响,分析了测钩错位量与测量误差之间的关系,并提出消除或减小测钩错位量的措施和方法,从而保证了测长仪内尺寸测量的准确度。
小测钩;错位量;测量误差;环规;芯棒
0 引言
众所周知,万能测长仪用户量大面广,是因其配套多种附件,实用性强,而且结构上符合阿贝原理,可获较高的测量准确度,深受用户青睐。
测长仪内尺寸测量是通过测钩来实现的。测钩分大测钩和小测钩。当用大测钩测量时,由于它具有良好的刚性,并且直接套装在测量主轴和尾管外圆,两者轴线相重合,被测尺寸处于测量线上,所以其内尺寸测量准确度通常能得到保证;但是,当使用小测钩测量时情况则不然,部分仪器勉强合格,或部分仪器超差,究其原因,主要是成对小测钩的测头相互错位所致。当两测钩相互错位时,测头球顶的连线未处于测量线上,即未符合阿贝原理,势必产生测量误差。导致测钩相互错位的因素较多,一般情况下,主要取决于尾管测钩调整不当、测量杆间的不同轴度、测钩变形、小测钩Φ6 mm孔与Φ1.5 mm孔的不同轴、平面测帽工作面与Φ6 mm内孔的不垂直、球面测帽工作面磨损等因素。下文对小测钩错位影响内尺寸测量进行分析。
1 建立数学模型
当两测钩发生错位时(如图1所示),两球形测头的中心在测量线方向上的距离为

R — 标准环规的半径;
r — 测头的半径

图1 小测钩错位

由此可知,当仪器找到转折点后,两测钩处于这样的位置,即两测头之中心与通过环规中心且平行于测量线的直线之距离均为
1.12R1< 2R
当被测环规的直径小于标准环规时,即2R1<2R时,仪器找到转折点后,测头的位置如图2所示,仪器的读数差为

实际上,标准环规与被测环规的尺寸差(图3)为


r — 测头半径,mm;
R — 标准环规半径,mm;
R1— 被测环规半径,mm

图2 测量转折点处的测头位置

图3 标准环规与被测环规的尺寸差
举例:
设2R = 50 mm, 2R1= 10 mm, r = 2.5 mm,= 0.2 mm,代入式(2)得D = 0.007 5 mm;
设2R = 50 mm, 2R1= 10 mm, r = 2.5 mm,= 0.1 mm,代入式(2)得D = 0.001 9 mm;
设2R = 14 mm, 2R1= 10 mm, r = 2.5 mm,= 0.2 mm,代入式(2)得D = 0.004 6 mm;
设2R = 14 mm, 2R1= 10 mm, r = 2.5 mm,= 0.1 mm,代入式(2)得D = 0.001 2 mm;
从以上4例可得出:
(1)当2R1< 2R时,D为正,表明测得的直径比实际直径小;
(3)被测孔径2R1越靠近标准孔径2R,测量误差D越小;
1.22R1> 2R
当2R1> 2R时,D为负,表明测得的直径比实际直径大。
1.32R1= 2R
当2R1= 2R时,D = 0,表面错位对测量结果无影响。
2 测钩错位量与测量误差的综合分析
现以国产的JD5型仪器所带的标准环规直径 2R = 50 mm,测头半径r = 2.5 mm为例,并且设两测钩在错位量分别为= 0.8 mm、0.5 mm、0.2 mm、0.1 mm的情况下,测量各种不同被测尺寸时,由此因素所引起的测量误差示于图4。
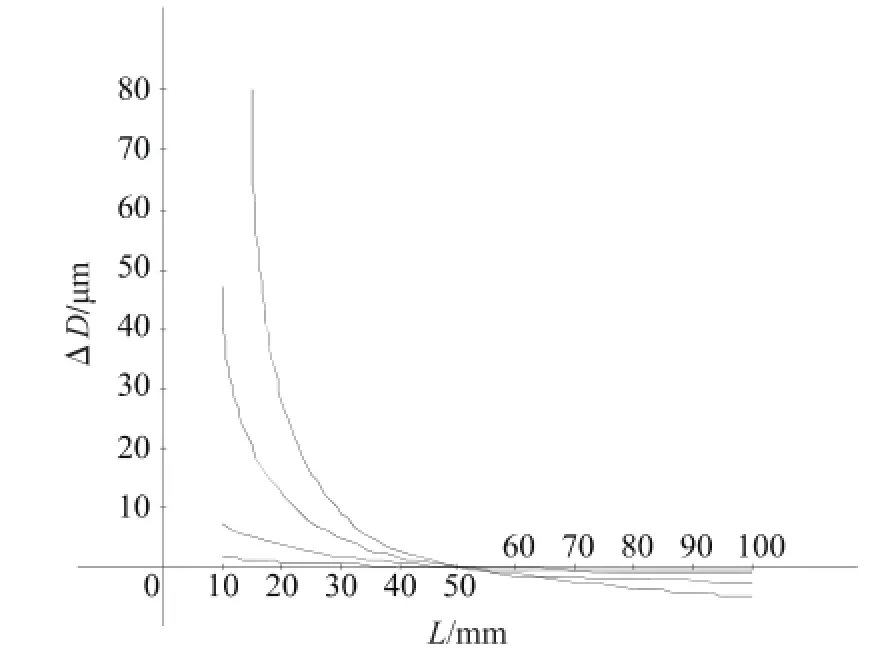
图4 测量误差的控制
从图4不难看出:(1)在相同错位量的情况下,被测环规与标准环规的直径尺寸差越大,测量误差也越大,特别是在被测量小于标准环规直径的被测尺寸时,随着被测尺寸的减小,测量误差将迅速增大,为此,应使两者的尺寸尽可能接近。(2)在测量同尺寸时,错位量越大,则测量误差也越大,若要保证仪器内尺寸测量范围的下限(2R1= 10 mm)该项测量误差小于1 μm,则测钩的错位量必须控制在0.1 mm以内。
3 提高仪器内尺寸测量准确度的途径
由上可知,若想仪器有高测量准确度,应尽量使标准环规直径与被测环规直径接近,同时要设法消除或减小测钩的错位量。如何消除或减小小测钩的错位量呢?介绍一种简捷而行之有效的方法。
将小测钩分别装在仪器主轴和尾管之后,凭手感将两测钩对齐,并使测钩相距约10 ~ 20 mm,用一根Φ1.5 mm芯棒(可用Φ1.5 mm合适的钻头代替),由左测钩Φ1.5 mm孔插入后(要求滑配合)看是否能插入右测钩的Φ1.5 mm孔中。如勉强能插入或甚至无法插入,操作者由上往下、由前往后观察芯棒在垂直面内和水平面内倾斜情况(图5),反复调整尾管的两个调节螺钉,直到能顺畅插入。然后将测钩相互靠拢,观察芯棒是否还能顺畅插入,否则再调整两个调节螺钉,直到芯棒轴线在两个平面内均处于测量线上(图6),这时两测钩的错位量已被消除。建议,最好将芯棒用两个螺钉紧固后,观察是否发生变化,否则再略作调整。
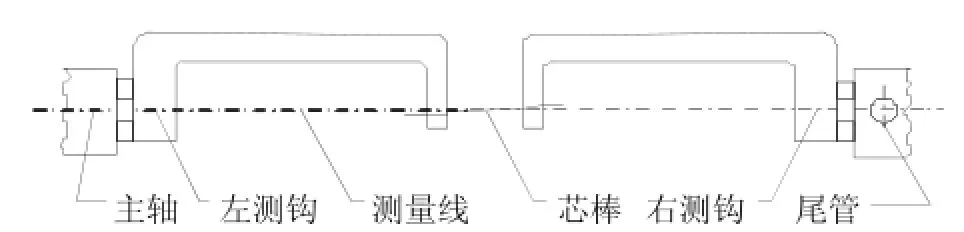
图5 芯棒先后插入左、右小测钩

图6 芯棒轴线与测量线重合
4 测量结果的不确定度分析
小测钩经上述准确调整后,影响测长仪内尺寸测量结果的不确定度的主要因素有:
(1)测量重复性引入的不确定度分量u1:可通过多次测量获得,采用A类评定方法评定。本例中设u1= 0.06 μm;
(2)标准环规的最大允许误差引入的不确定分量u2:设标准环规的最大允许误差不大于0.5 μm,服从均匀分布,k =,采用B类评定方法评定,即


取k = 2,则U = uCk = 0.3 μm×2 = 0.6 μm
5 结语
若要进一步提高内尺寸测量准确度,对被测环规多次测量取平均值作为测量结果,并采用更高准确度等级的环规作为标准环规。
需要指出的是:(1)用多台孔径测量仪对新天精密光学仪器公司生产的Φ14 mm、Φ20 mm和Φ50 mm环规进行了实测比对和长期考察,证明其不仅材质稳定而且所标注的实际尺寸与多台孔径测量仪上测得值的平均值相差微乎其微,可作为名副其实的标准环规;(2)根据检测实践经验,将标准环规对起始读数的毫米刻线像对中在0.5 mm螺旋线(双线),这对提高测量准确度是十分有利的。
[1] 中国计量科学研究院. JJG55-1984[S]. 北京:中国计量出版社,1984.
[2] 中国计量科学研究院. JJG894-1995[S]. 北京:中国计量出版社,1995.
[3] 赵斌. 测长机(仪)测头错位所造成的误差浅析 [J]. 中国计量,2007,3:84.
[4] 刘兴富.测长仪测头错位对孔径测量准确度的影响[J]. 上海计量测试,2012,1:34-36.
[5] 李金萍,高玉芳,郭金瑞.万能测长仪内测钩错位对内尺寸测量误差的影响[J]. 齐齐哈尔大学学报,2013,17(1):67-69.
若暂不考虑其他因素,则合成不确定度为
扩展不确定度为
Effect and solutions of small hooks dislocation of length measuring instrument on inside dimension measurement
Jiao Yanping
(Wujiang Institute of Measurement and Testing Technology)
The article introduces the effect of small hooks dislocation of length measuring instrument on inside dimension measurement, analyses the relationships between the dislocation of small hooks and the error of inside dimension measurement, and puts forward some measures and methods to eliminate or reduce the dislocation, to improve the measurement accuracy.
small hooks; dislocation; measurement error; ring gauge;mandrel