切入式双端面数控轴承磨床的加工方法
2015-08-09史乃军张崇山陈运生李海林
史乃军 张崇山 陈运生 李海林
(濮阳贝英数控机械设备有限公司,河南 濮阳 457000)
1 现状分析
目前,国内在轴承套圈的双端面磨削加工中,一般采用贯穿式、往复式和立式磨削加工技术。并且多为传统的人工操作,自动化程度低,容易出现划边缺陷,散差大、精度低,工作效率低,人工劳动强度大,已不能满足现代化工业生产的需要。主要表现在以下几个方面。
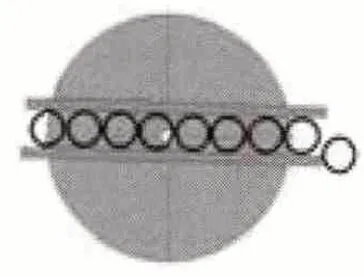
图1 贯穿式
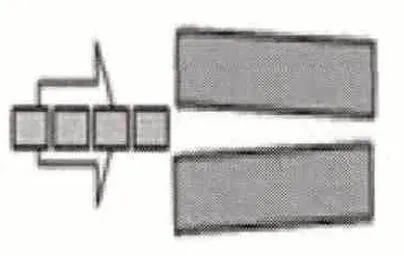
图2 往复式
1.1 影响产品质量
立式平面磨床多为单面磨削,需两次定位、两次磨削,定位误差和加工误差较大,套圈宽度变动量大;贯穿式双端面磨削(图1)的加工速度快、效率高,但出现质量问题的几率大,精度指标满足不了市场的需要;往复式双端面磨削(图2)由于砂轮轴角度的调整,操作不便,容易出现散差和划边缺陷[1]。
1.2 成本高,生产效率低
由于传统设备自动化程度低或完全人工操作,其加工的产品合格率低,且劳动强度大,一致性差,并且增加了制造成本和劳动成本。
1.3 自动化程度不高
生产制造过程不能实现各工序的自动化联线生产,不能有效控制产品质量,不能满足现代化工业生产的需要。
2 切入式双端面数控机床
本机床为全数字控制的自动磨床,主要应用于轴承套圈的端面磨削加工。机床的控制系统采用目前先进的针对磨床控制的专用数控系统,整机实现全数字化控制,具有在线检测测量功能,以及砂轮修整功能,并将修正后的砂轮数据作为刀具数据计入数控系统。控制系统具有人机对话功能,采用LCD液晶屏幕显示,并有故障自诊断功能,操作方便,故障率低。
切入式双端面机床主要由上下料、工件进给拖板、砂轮轴、砂轮进给拖板、床身底座及砂轮更换装置组成。上下料中的液压马达驱动工件旋转,工件进给拖板把工件送至两片砂轮中磨削位置开始磨削,砂轮进给并且由修整器同时修整砂轮。如图3所示:

图3 切入式双端面数控磨床结构示意图
2.1 工作原理
首先,通过自动上下料装置将工件置于液压驱动轮和下支轮上,由自动装卡装置夹紧工件;然后工件加紧气缸和工件定位气缸退回,液压驱动轮旋转,带动工件转动;砂轮罩打开,工件伺服电机驱动工件上拖板前进,把工件送至磨削位置;然后,工件两侧的砂轮进给伺服电机驱动砂轮前进向工件靠近,开始磨削;最后,工件磨削完毕,两砂轮退回,工件也退回初始位置,砂轮罩封闭,工件停止旋转,压轮抬起,工件由自动装卡位置退出,这样轴承套圈的双端面磨削全过程就完成了。
本装置的优越性:结构简单,制造方便。工作过程中,换带时间短、速度快,噪音低,动作稳定可靠,调整简单,精度稳定。从而节约了时间,降低了成本,又可满足批量加工的需要,大大降低工作强度,提高劳动效率。
2.2 套圈的旋转
本机床一改其他磨削方式被加工件处于被动的状态,使被加工件置于运动状态,在磨削过程中必须稳定旋转,从而保证被加工件(轴承套圈)达到较高的平面度要求。
套圈有两种旋转方式:①靠砂轮带动套圈旋转,我们称之为“自由旋转”适用小套圈。②借助外力驱动套圈旋转,我们称之为“被动旋转”适用大套圈。
2.2.1 “自由旋转”
套圈靠砂轮带动旋转,两片砂轮向同一方向旋转,砂轮覆盖套圈70%左右,适用外径OD<360mm。套圈位置,只有把工件放置在砂轮合理的位置,才能实现工件的“自由旋转”。
2.2.2 “驱动旋转”
对于大惯性的大套圈只靠砂轮很难控制其旋转的稳定性,因此采用被动旋转方式控制套圈的旋转,在磨削过程中更为有效,适用外径OD>300~350mm。
2.3 修整器
固定式修整器,单点式,最易控制砂轮的结构,修整速度慢,修整时间长,磨损量大;多点式,修整速度更快,修整时间减短,磨损量更低。
2.4 用于轴承磨削的砂轮
砂轮采用树脂结合剂,高强度,高抗弯,抗冲击,低温磨削,自行脱落,白钢玉磨料具有脆、硬、锋利等特点。
2.5 机床的维护
机床为全封闭防护罩,液压箱独立放置,内有机床冲洗装置,丝杠和导轨自动润滑,有利于机床长期稳定工作,维护方便。
3 使用效果
不需调节磨头(部分方案)可保证恒定且可靠的磨削质量,只需调整程序中磨削余量设置,不需要调整磨头。两片砂轮平行,容易修整。磨削过程中,工件之间无其他接触,上下料过程无碰伤,两端应力相等,无振纹、高效率、高精度。
4 结束语
轴承套圈的双端面磨削,在其他工序磨削中以及在轴承的使用过程中,起到了重要的作用,主要是双端面的平行差和安装定位很重要,本设备能解决所遇到的问题,提高自动化生产精度,经济效益显著。
[1]上海机床厂“七.二一”工人大学.磨床设计制造[M].上海:上海人民出版社,1972.
