SPC研究及其在芯片制造工艺中的应用
2015-08-07张鹏远赵子健
张鹏远,孔 明,赵子健
(中国电子科技集团公司第四十七研究所,沈阳110032)
SPC研究及其在芯片制造工艺中的应用
张鹏远,孔 明,赵子健
(中国电子科技集团公司第四十七研究所,沈阳110032)
统计过程控制(SPC)技术是集生产技术与科学管理于一体的现代工艺质量管理技术。在企业生产过程中,SPC是生产过程控制的有效手段和工具。SPC作为一种过程控制方法,运用数理统计概率论的原理,应用统计方法对过程中的各个阶段进行监控,可及时发现生产过程中的异常情况。
统计过程控制;控制图;均值极差图
1 引 言
统计过程控制(简称SPC)是应用统计方法对过程中的各个阶段进行评估和监控,建立并保持过程处于可接受的并且稳定的水平,从而保证产品与服务符合规定要求的一种质量管理技术。
SPC是一种借助数理统计方法的过程控制工具。它对生产过程进行分析评价,根据反馈信息及时发现系统性因素出现的征兆,并采取措施消除其影响,使过程维持在仅受随机性因素影响的受控状态,以达到控制质量的目的。当过程仅受随机因素影响时,过程处于统计控制状态(简称受控状态);当过程中存在系统因素影响时,过程处于统计失控状态(简称失控状态)。由于过程波动具有统计规律性,当过程受控时,过程特性一般服从稳定的随机分布;而失控时,过程分布将发生改变。SPC正是利用过程波动的统计规律性对过程进行分析控制。因而,它强调过程在受控和有能力的状态下运行,从而使产品和服务质量能够稳定地满足顾客的要求。正式基于以上SPC特点,可用于监控芯片制造工艺中薄膜厚度、电阻率、腐蚀速率等数据。
2 控制图
控制图能够被用来监测和评价一个过程。有两种类型的控制图,一种为计量型数据控制图,另一种为计数型数据控制图。过程本身将决定使用哪种类型的控制图。如果取自于过程的数据是离散型的(如:通过/不通过,可接受/不可接受)则使用计数型数据控制图。如果取自于过程的数据是连续型的(如:直径,长度)则使用计量型数据控制图。每种类型的控制图都结合了一些图表以用于进一步的评价过程。
2.1 常规控制图的结构、要素
2.1.1 适当的刻度
刻度应该能够使过程产生的自然差异很容易被观察到。如果刻度产生了一个“窄”的控制图,则不能够分析和控制一个过程。
2.1.2 上控制限(UCL)、下控制限(LCL)
为了有能力确定超出界限这一表示特殊原因的信号,控制图要求有基于样本分布的控制限。为了过程分析和控制,范围限不应该被用来代替控制限。
2.1.3 中心线(CL)
为了能够确定有特殊原因存在而显示的非随机模式,控制图要求有基于样本分布的中心线。
2.1.4 子组顺序/时间线
保持数据被收集时的顺序,可显示“何时”发生了特殊原因以及此特殊原因是否是时间导向的。
2.2 控制图的识别准则
(1)一个点远离中心线超过3个标准差
(2)连续7点位于中心线一侧
(3)连续6点上升或下降
(4)连续14点交替上下变化
(5)2/3的点距中心线的距离超过2个标准差(同一侧)
(6)4/5的点距中心线的距离超过1个标准差(同一侧)
(7)连续15个点排列在中心线1个标准差范围内(任一侧)
(8)连续8个点距中心线的距离大于1个标准差(任一侧)
图1为一个简单的Shewhart控制图。它按时间顺序将质量数据或者过程测量数据的子组均值画在图上,同时画出上下控制限而形成。根据控制图的识别准则判断生产过程是否在可控范围内。
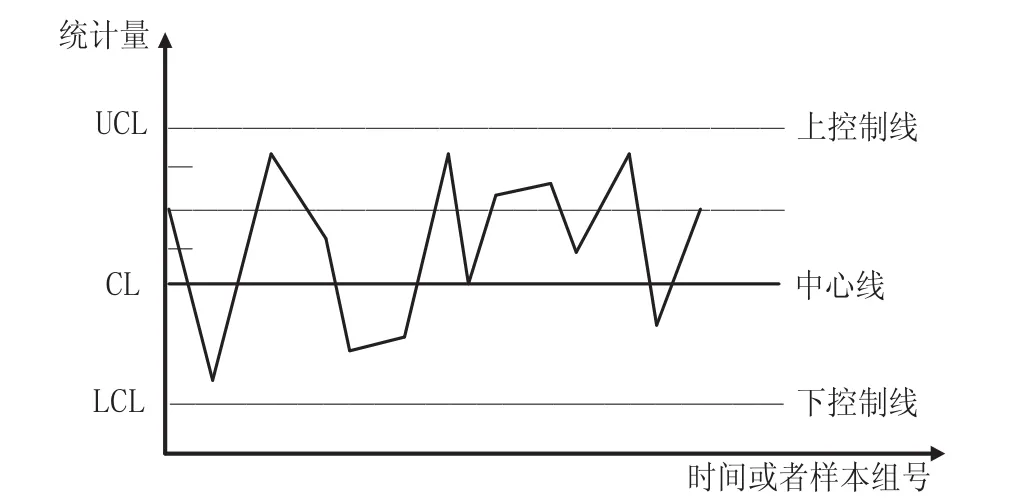
图1 Shewhart控制图
3 SPC在监控芯片制造工艺中的应用
在芯片制造领域,SPC可广泛应用在氧化、扩散、光刻、注入等诸多工序。栅氧厚度均值极差图如图2所示,图3是栅氧数据分布图。
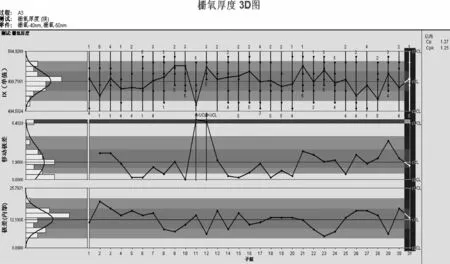
图2 栅氧厚度均值极差图
设备名称:TMX-9000氧化炉;变量类型:氧化层厚度;目标值:500埃;标准差:4.84;子组大小:5;最大值:510.0;最小值:488.0;均值:499.928;LCL: 485.409;UCL:514.447;USL:520.0;LSL:480.0。
从图2中可以看出,生产过程满足SPC控制标准,未出现超公差限、控制限的情况,所有采样点均无连续7次上升或下降、连续15点在C区域的情况,且无连续7点在CL同侧的情况。上述条件的限制使栅氧化层厚度得到有效控制,排除设备固有波动的同时对工艺异常波动进行科学放大,使工艺异常波动得到监控。
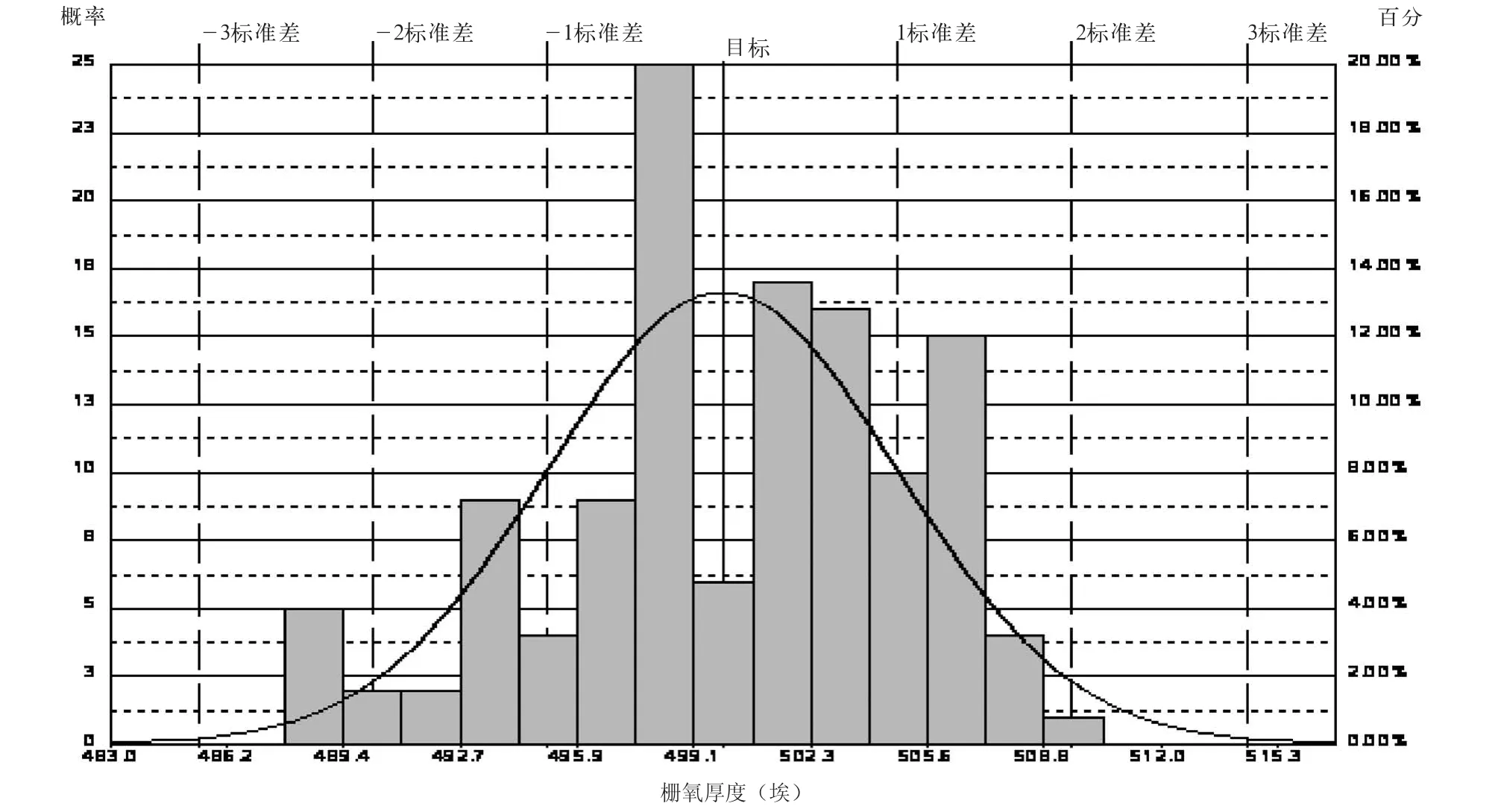
图3 是栅氧数据分布图
栅氧化工序实施SPC结果:
栅氧化工序SPC控制图受控。
实际工序能力(Cpk)评价结果:
栅氧化工序实际工序能力(Cpk)1.25大于0.99达到要求值。
5 结束语
SPC强调全过程监控、全系统参与,并且强调用科学方法(主要是统计技术)来保证全过程的预防。SPC不仅适用于质量控制,更可应用于一切管理过程(如产品设计、市场分析等)。正是它的这种全员参与管理质量的思想,实施SPC可以帮助人们在芯片制造工艺中,在质量控制上真正作到事前预防和控制,可以对过程作出可靠的评估;确定过程的统计控制界限,判断过程是否失控和过程是否有能力;为过程提供一个早期报警系统,及时监控过程的情况以防止废品的发生;减少对常规检验的依赖性,定时观察以及系统的测量方法替代了大量的检测和验证工作。
[1] 张公绪.两种质量诊断理论及其应用[M].北京:科学出版社,2001.
[2] 伍爱.质量管理学[M].广州:暨南大学出版社,1996.
[3] Evangelos.Visual Basic 6高级开发指南[M].邱仲潘,译.北京:电子工业出版社,1999.
Study on Statistical Process Control(SPC)and Its Application in Chip Manufacturing Process
Zhang Pengyuan,Kong Ming,Zhao Zijian
(The 47th Research Institute of China Electronics Technology Group Corporation,Shenyang 110032,China)
SPC Technology,integrating production technology and scientific management,is a modern process qualitymanagement technology.In the enterprise production process,SPC is an effective means and tools for production process control.As a kind of process control,it uses the principles of probability theory and mathematical statistics.The application of statisticalmethods is used tomonitor the various stages of the process to find abnormal phenomena in time in production process.
Statistical Process Control(SPC);Control Map;Xbar-R Map
10.3969/j.issn.1002-2279.2015.01.008
TN4
A
1002-2279(2015)01-0022-03
张鹏远(1982-),男,沈阳人,工程师,主研方向:半导体芯片制造。
2014-07-30