FJ44-1A涡扇发动机热端部件装配关键方法
2015-08-02中国民用航空飞行学院四川广汉618307
史珂(中国民用航空飞行学院,四川广汉618307)
FJ44-1A涡扇发动机热端部件装配关键方法
史珂
(中国民用航空飞行学院,四川广汉618307)
摘要:在发动机维修中,热端部件检查是一项标准严、难度大、风险高的仅次于翻修的深度维修工作,而部件装配又是热端部件检查工作中难度最大、风险最高的环节,通过对FJ44-1A涡扇发动机热端部件装配工作的研究和维护经验的积累,本文总结了FJ44-1A涡扇发动机热端部件装配的关键方法,为有效降低维修差错风险、避免重大经济损失,保证飞行安全提供了技术支撑。
关键词:FJ44-1A;热检;装配;关键方法
1引言
FJ44-1A发动机是一款500公斤级推力的小型涡扇发动机,在民航领域,主要用作小型喷气公务机的动力装置。涡扇发动机的热端部件指燃烧室及之后的涡轮、喷管等组件,由于这些组件工作在高温、高压环境下,为保证发动机安全工作,及早发现热端部件的早期损伤,根据发动机维护手册要求,需要定期对热端部件进行检查,简称“热检”。
发动机热检工作主要分为四个部分:热端部件拆卸、热端部件检查、热端部件装配、发动机试车检查。虽然热检的关键词是检查,但风险最大,操作难度最大的工作却是热端部件装配,主要因为:
(1)涡扇发动机部件装配工艺复杂、装配精度要求高。
(2)装配工作要求工作者非常熟悉发动机结构、有丰富的装配经验,而且这项工作容易受人为因素的影响。
(3)涡扇发动机部件价值高,装配失误造成发动机部件损伤后,损失巨大。
在FJ44-1A发动机的热检历史中,曾发生因工作者对发动机结构认识不足、对装配工艺理解不够,导致高压压气机套齿损伤,修复花费数十万。所以,总结FJ44-1A发动机热端部件装配的关键方法,对于降低装配风险、避免高额修理费用具有非常重要的意义。
2FJ44-1A发动机热端部件装配关键方法
FJ44-1A发动机的热端部件主要包括:燃烧室前壳体、燃烧室后壳体和高压涡轮导向器组件、高压涡轮、第1级低压涡轮导向器、低压涡轮组件、内涵喷管,如图1所示。根据装配经验,装配不同的热端部件时,都有一些关键的方法需要注意,这样才能保证装配成功。
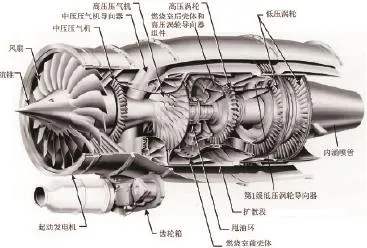
图1FJ44-1A发动机主要部件
(1)燃烧室前壳体:燃烧室前壳体上的三个锁片应锁定到燃油总管的三个锁片后面,同时,燃烧室前壳体上的定位槽应与右侧点火电嘴安装孔的中心对正。
(2)燃烧室后壳体和高压涡轮导向器组件:1)安装之前,检查平衡活塞/甩油环组件应能在高压涡轮导向器中心孔内轻易用手转动和前后移动,如卡滞,可以用蒸馏水冲洗平衡活塞/甩油环组件,并用冷气吹干,清除内部沉积的燃烧沉积物,还可以用橡胶锤轻轻敲击平衡活塞/甩油环组件,使其从卡滞位置脱开;2)用热枪给机匣的高压涡轮导向器安装边进行加热,使机匣安装边膨胀,便于高压涡轮导向器安装到位;3)安装该组件时,确认组件上的定位凸耳与燃烧室前壳体上的定位槽对正,大约在5点钟位置,为便于装配过程中对正位置,在拆卸组件前,可以在高压涡轮导向器安装边与定位凸耳对正的位置做标记,在机匣安装边与定位槽对正的位置做标记,装配时,按所做标记对正安装即可;4)前推组件时如遇到阻力,无法将组件装配到位,应拆下重新安装,不能执意用其它工具敲击,如防转动凸耳未进入防转动槽,敲击将损坏高压涡轮导向器和燃烧室前壳体;5)组件装配到位后,组件安装边应沉入机匣安装边的槽内,用拳头或木锤敲击组件安装边时发出的是低沉的声音,如未安装到位,用拳头或木锤敲击组件安装边时发出的是清亮的有余音的声音;6)组件装配到位后,应进行平衡活塞/甩油环组件定位,用手前推平衡活塞/甩油环组件,同时转动,使平衡活塞/甩油环组件前端套齿与高压压气机后端套齿啮合,验证装配到位的方法是一个工作者前推并转动平衡活塞/甩油环组件,另一工作者检查起动发电机冷却风扇是否同时随转。
(3)高压涡轮:1)安装高压涡轮前,确认在平衡活塞/甩油环组件和高压涡轮之间已经安装了新的“C”形金属密封环,金属密封环使用1号装配液暂时固定在平衡活塞后端;2)安装高压涡轮时,将3号轴承保护套安装在3号轴承上,保护轴承不受损伤;3)在使用拉伸工具加压之前,应确认高压涡轮前端套齿和甩油环后端套齿,以及甩油环前端套齿和高压压气机后端套齿啮合,检查的方法是用力前推高压涡轮,同时转动高压涡轮,检查起动发电机冷却风扇是否同时随转。
(4)第1级低压涡轮导向器:1)如果拆卸了3、4号轴承碳封严,应在安装好封严组件之后再安装1级低压涡轮导向器,3号轴承碳封严组件中的弹簧及碳封严应能浮动,如卡死,则需要修理;2)安装第1级低压涡轮导向器前,将低压轴保护套安装到低压轴上,防止损坏4号轴承碳封严;3)安装第1级低压涡轮导向器时,尽量保持导向器中心孔和低压轴同心,前推1级低压涡轮导向器,避免损坏4号轴承碳封严;4)当第1级低压涡轮导向器装配到位时,3号轴承和外跑道配合在一起,如果前推1级低压涡轮导向器时遇到阻力,3号轴承和外跑道不能顺利配合,则不能用力前推,应拆下第1级低压涡轮导向器,检查3号轴承滚柱是否在滚柱保持架内,3号轴承是否有损伤,确认无损伤,并且滚柱均在保持架内后,重新安装第1级低压涡轮导向器;5)第1级低压涡轮导向器由3颗内六方螺杆固定,拆卸时,如果发现难于拆卸或螺杆螺纹损伤的,进行标记,在安装之前,对托板螺母进行攻丝,攻丝操作应轻柔,避免损伤托板螺母,如托板螺母损伤,整台发动机需进厂修理;6)安装滑油供、回油管时,应确认安装了新的O形密封圈,供油管(1点钟位置)内安装了指形滤网。
(5)低压涡轮组件:1)低压涡轮重约28.6Kg,安装时,操作者应拿稳该件,并有另一工作者协助安装;2)尽可能将低压涡轮原位装回,所以,在拆卸时应在低压涡轮中心安装孔后端面和低压轴后端面及低压轴孔内做标记线,安装时按照此标记线原位装配;3)装低压涡轮时,尽量保持低压涡轮中心孔与低压轴平行,缓慢将低压涡轮推入到低压轴上,避免损坏内部的4号轴承内跑道和花键;4)低压涡轮装配法兰定位时,注意与ITT安装座和换热器安装座对应的位置没有螺杆孔;5)使用拉伸工具挤压装配低压涡轮时,在打压的同时,来回转动低压涡轮,促使其安装到位,同时,打压应缓慢,另一工作者应观察ITT探头的安装座,避免低压涡轮和安装座抵触,造成安装偏心,损坏部件;6)安装低压轴螺帽前应在低压轴螺纹上涂防咬剂。
(6)内涵喷管:1)内涵喷管由102颗螺杆固定,拆卸这些螺杆时,如发现螺杆难于拆卸,或螺杆螺纹损伤,标记该螺杆孔,在安装之前,用丝锥攻丝,清除螺杆孔内螺纹的残留物,攻丝操作应柔和;2)环形垫片尽可能原位装回,这样便于内涵喷管定位,易于消除低压涡轮转子与内涵喷管内蜂窝封严的摩擦噪音;3)定位内涵喷管时需三人协调工作,一人负责前推内涵喷管,并调整喷管的位置,一人负责转动风扇,确认低压涡轮转子与内涵喷管内蜂窝封严的摩擦情况,一人负责调整内涵喷管的固定垫片和螺杆,并在转动风扇无摩擦噪音后,拧紧内涵喷管的固定螺杆。
3结语
FJ44-1A发动机热端部件检查是一项标准严、难度大、风险高的仅次于翻修的深度维修工作,不断研究、积累维修中的关键技巧和方法,不仅可以降低维修差错风险、避免重大经济损失,也可以保证航空器运行安全。
参考文献:
[1]史珂,陈强.一起典型的FJ44-1A发动机金属末故障分析[J].中国民航飞行学院学报,2014,25(01):61-63.
[2]朱涛,莫蓉,常智勇,刘风亮.航空发动机装配工艺执行系统关键技术研究[J].制造业自动化,2009,31(03):24:28.
[3]聂挺.Cessna525飞机培训教程(机械部分)[M].成都:西南交通大学出版社,2013.