RIO报警在1高炉PLC工业网中的应用
2015-07-31袁宇

摘 要:首钢迁钢1高炉PLC的工业网是由多个岗位通过以太网通讯的工业环网,主要由昆腾系列PLC组成,下位软件为Concept,所有的扩展I/O子站都使用了RIO通讯。RIO报警主要应用在首钢迁钢1高炉工业网中,它能迅速判断各个岗位扩展I/O子站的状态,减少故障处理时间。
关键词:Concept;RIO;PLC
中图分类号:TP273 文献标识码:A
1引言
首钢迁钢自投产以来一高炉各个主要岗位的昆腾PLC主站与扩展I/O从站的通讯都使用Modicon远程I/O ,即RIO通讯。高炉岗位重要设备连锁较多,远程I/O从站故障导致不可预期的危险。RIO通讯故障大多数表现为远程I/O从站故障或丢失,单纯的故障可以通过140CRP93X00或者140CRA93X00指示灯判断;而远程I/O从站的丢失不能单纯的靠指示灯判断故障。因此做好RIO通讯报警对高炉的RIO通讯故障处理有很大的帮助,能快速判段故障点,在最短的时间内处理RIO通讯故障,本文将介绍在Concept软件中实现RIO通讯报警。
2系统原理与设计
RIO报警设计的原理是利用PLC程序读取Concept软件中自带的诊断功能里面状态字,将RIO状态转换成布尔型,并使用计数器记录报警次数。将RIO通讯状态加入INSQL服务器(双网卡,一个网卡连接在PLC工业网;另一个网卡连接到内网),通过放置在班组的内网工控机做画面监控。
2.1 系统原理
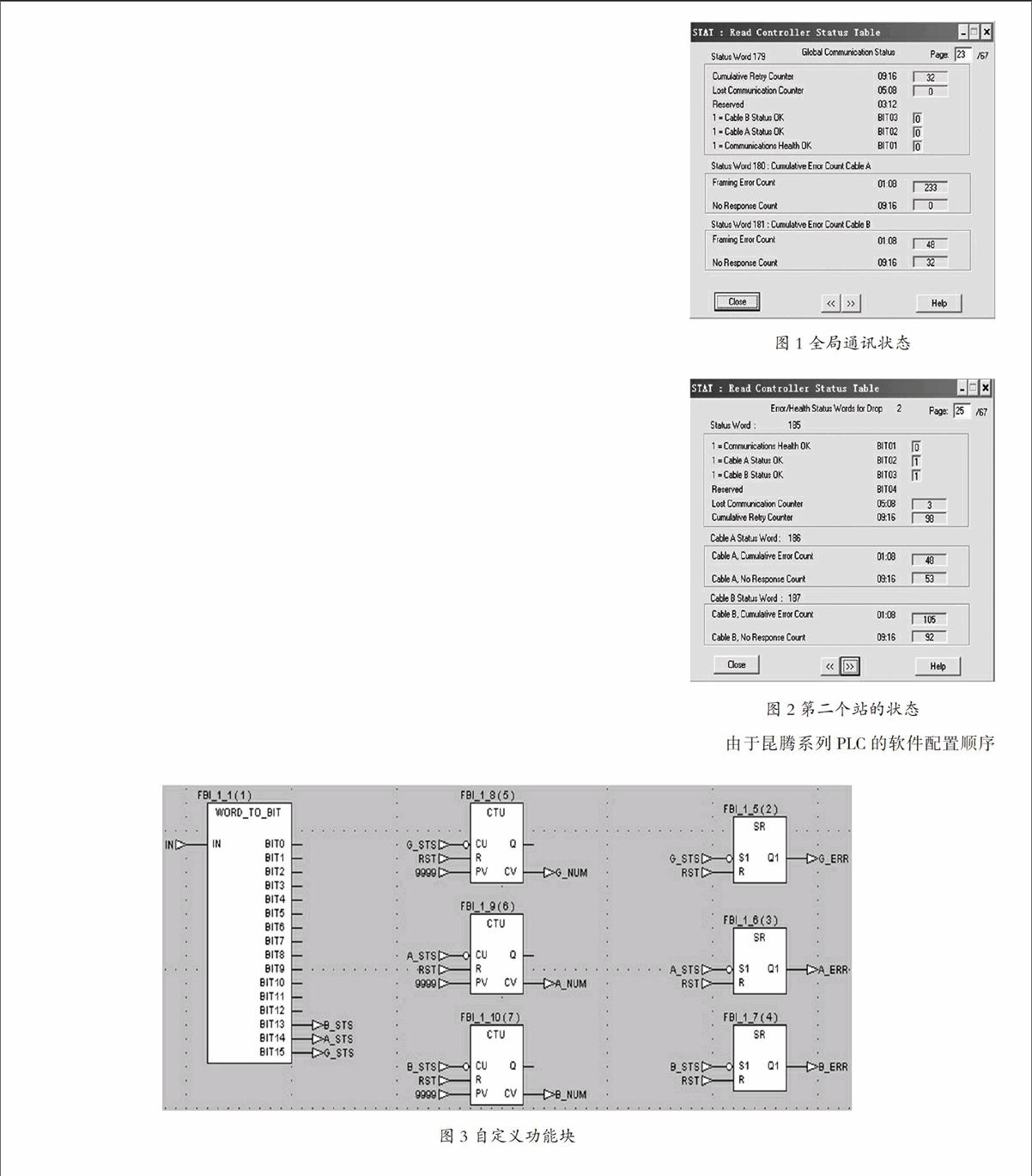
Concept软件中自带的诊断功能是在Online菜单里的Controller status,弹出窗口“STAT: Read Controller Status Table”。我们使用的RIO报警是从“Page 23”开始的,“Page 23”里面显示的是PLC全局通讯状态(如图1所示),从“Page 24”开始的32个页面分别是从1到32个站的通讯状态(如图2所示)。其中Drop 1是主站,我们使用“Page 23”里的全局数据来做,Drop 2是第一个远程I/O从站。
使用Concept软件中自带的标准功能块“PLCSTAT” 读取PLC中RIO状态字,即功能块中的“DIO_STAT”,“DIO_STAT”输出的是一个106个字的数组,这个数组与PLC中RIO的状态字是一一对应的(见表1)。将状态字中的每一位提取出来就是每个RIO子站的状态,每个字的第13、14、15位分别表示B通道状态、A通道状态和总通讯状态,再通过计数器功能块做出报警次数。
2.2 下位程序设计
由于每个PLC都有不止一个RIO远程子站,使用常规程序做时程序较复杂,不方便查看故障,所以在做RIO报警时我们使用Concept软件建立自定义功能块,这样即节省编程时间又精简PLC的程序段,整齐有序,方便查看报警。
2.2.1 建立自定义功能块
自定义功能块输入端为IN和RST,分别表示状态字和复位;输出端有G_ERR、A_ERR、B_ERR、G_NUM、A_NUM、B_NUM,分标表示通讯故障、A通道通讯故障、B通道通讯故障、通讯故障次数、A通道通讯故障次数、B通道通讯故障次数(如图3所示)。
2.2.2 下位程序设计
由于昆腾系列PLC的软件配置顺序和实际的硬件连接顺序可以不一样,而Concept自带的诊断是与软件配置是一致的,因此为了避免程序中的I/O Map与实际的RIO远程站不匹配,需要整理每个岗位的I/O Map和各个岗位的PLC远程站的硬件连接。这样才能确保做出的RIO报警程序与实际的远程站报警一致。下面以1上料为例,1高炉上料的PLC配置中有6个站(1#站到6#站表示I/O Map),其中有1个主站,5个从站。主站在21G柜后,从站的分布如下:6#站在21G柜前、2#站在22G柜,这两个从站在1高炉过程站内;3#站在11G柜、4#站在12G柜、5#站在13G柜,这三个柜子在仓下过程站。如果这个对应关系没有弄明白就会导致RIO故障时判断错误。
下位程序是新建一段FBD程序段,使用标准功能块“PLCSTAT”得到本岗位的RIO状态字“RIO_START”。根据表1得到每个RIO子站的状态字。利用自定义功能块就能得到每个岗位的RIO远程站报警程序。上料程序截图如图4所示。
2.3 上位监控设计
上位监控使用Intouch软件,在首迁运行事业部“UPS、过程站温度报警”画面的基础上,增加1高炉RIO报警画面。画面应用在维护班组内网计算机上,方便班组人员查看1高炉RIO网络报警,监控画面如图5所示。
结语
本文针对首钢迁钢1高炉工业网中使用的远程RIO子站,设计并实现了远程子站的RIO报警,根据首钢迁钢的实际情况实现了在维护班组就能监控现场每个岗位的远程子站的RIO报警。对于维护班组人员来说这是一个快捷的监控现场设备的方法,经过一个月的测试,维护班组人员发现现场RIO网络故障若干起,大大的缩短了故障处理时间。
参考文献
[1]郭宗仁.可编程序控制器及其通信网络技术[M].北京:人民邮电出版社,1999.
[2]郑阿奇.施耐德PLC应用技术[M].北京:电子工业出版社,2011.
[3]马正午,周德兴.过程可视化组态软件InTouch应用技术[M].北京:机械工业出版社,2006.
作者简介: 袁宇(1985- ),男,内蒙古赤峰市人,助理工程师,本科,学士学位,主要从事炼铁区域仪表、计算机维护工作。迁安首信自动化信息技术有限公司,自动化编程。
