太平江一级水电站3号水轮机抗磨环磨损分析及处理
2015-07-28包国强
包国强
(大唐(云南)水电联合开发有限责任公司,云南 昆明 650000)
太平江一级水电站3号水轮机抗磨环磨损分析及处理
包国强
(大唐(云南)水电联合开发有限责任公司,云南 昆明 650000)
摘要:水轮机主轴密封形式多样,太平江一级水电站采用端面密封,转环固定在主轴上,密封环安装在检修密封支撑盖上部,利用密封水压顶起密封环与转环抗磨环形成转动水膜润滑密封。3号机组检修过程中发现,主轴密封转环抗磨环磨损严重、不能继续使用。在工期紧迫的情况下,采用变更加工工艺的加工方法。将原设计碳钢与不锈钢焊接结构的转环与抗磨环结构,更改为不锈钢整体加工,减少了焊接程序。有效的缩短加工工期,保证了大修如期完成。改造后设备运行正常。
关键词:主轴密封转换;磨损;分析;更换;处理措施
1 简介
太平江一级水电站位于缅甸东北克钦邦(Kachin)境内紧邻中缅边境的Dapein江上,工程区上游为中国云南省德宏傣族景颇族自治州盈江县。坝址所在地距中缅第37号界桩约2.5 km。工程区距盈江县城、瑞丽、芒市、昆明市、八莫的公路距离分别是90 km、170 km、241 km、876 km、60 km。水库正常蓄水位253.00m,死水位250.00m。电站为引水式电站,主体建筑物包括:首部枢纽、引水系统和厂区枢纽,坝址控制流域面积6 010 km2,装机4×60MW,立轴悬吊式水轮发电机组。设计多年平均发电量10.7亿kW·h,4台机组于2010年12月31日全部投产发电。工程规模为中型,工程等别为Ⅲ等。本工程的开发任务以发电为单一开发目标,所发电量8%送往缅甸八莫市,其余92%送回中国境内。
2 事故过程
3号机组大修过程中,拆除水轮机主轴密封后,发现主轴密封转环抗磨板及主轴密封条均磨损严重,转环抗磨环磨损宽度12mm,深度4mm,密封环深度8mm,宽度均整体(见图1)。
主轴密封拆除施工严格按照标准工序进行,拆除前检查转环把合螺栓、转环定位螺栓紧固,无缺损及松动现象;主轴密封导向销正常无松动,据此,初步排除了外力的作用,即金属相互摩擦引起磨损的可能性。

图1 磨损严重的抗磨环
通过设计图纸以及和生产厂家核对,转环抗磨环材料为H00Gr18Ni14Mo2不锈钢,密封条为聚氟乙烯塑性材质。后两者材料不论硬度和强度、抗磨能力,均小于主轴密封抗磨环材质。理论上不会引起主轴密封抗磨环磨损。
3 磨损原因分析
3.1主轴密封结构
正常运行时,通过机组技术供水向主轴密封内通水,水压约0.2MPa,压力水通过密封环上均匀分布的8个水孔进入主轴密封转环抗磨环集水槽。水压受阻使密封条反浮向下,密封环与转环形成水膜。
3.2原因分析
根据主轴密封结构形式,分析原因如下:
(1)主轴密封条内、外均有两圈盘根,原设计盘根直径为6mm,由于加工原因,盘根实际直径为6.5mm,密封环安装间隙比设计偏小,导致密封环不能上下自由浮动。
(2)机组转动过程由于主轴密封供水管密封环水孔堵塞,导致密封环没有上下浮动,造成密封环与转环抗磨环长时间干摩擦。
(3)由于来水泥沙含量较大,夹杂着泥沙的水流进入转环与密封环间间隙,长时间运行造成磨损。
(4)转环抗磨环原有的分段凹形集水槽局部磨损,导致分段集水槽磨平,使得主轴润滑密封水无法形成有效水膜。转环与密封环接触后形成真空,进而导致二者干摩擦。
(5)主轴补气阀调整弹簧过紧(实验测试需1 570 N作用力才能开启),从而不能有效对顶盖补气,转轮上冠与顶盖间空间长期处于负压状态,导致密封环与转环抗磨环干磨。
以上五种状况都会导致抗磨环与密封严重磨损,最终出现相互镶贴的、具有一定规则的凹凸面。
针对上述分析,为了避免磨损情况再次发生,需要加强主轴密封水过滤器的维护,从而改善密封水水质,此外,还需调整主轴补气阀动作值。
4 修复方案
对3号机组损坏的主轴密封的修复工作,存在2种方案:
①按照原设计,主轴密封转环与抗磨环由不同材料制作,经焊接连接。
②主轴密封转环与抗磨环使用同一材料整体加工。
主轴密封转环与水轮机主轴通过紧配方式安装,间隙为0.02~0.06mm,如果不采取措施随意补焊抗磨环,会导致其焊接变形,影响转环安装尺寸。
主轴密封装配如图2所示。
(1)如图2所示,区域1和区域2按照设计图纸采用的是焊接结构。尤其对于区域2,因焊缝狭小根部不能满焊,厂家反馈我厂在设备制造过程中,曾经因焊接变型等原因导致该部位加工余量不足焊缝裸露,最终报废一台后重做。
(2)对于区域4,该部位尺寸是与主轴实际尺寸配车,以保证加工精度。此次如对3号转环只更换抗磨板,在区域2的焊接过程中会导致区域4内孔收缩变型。从而使得该部位局部加工余量不足,工艺上考虑会对余量不足部分进行补焊再加工,同样能够达到装配尺寸的要求。
(3)无论是重新按原设计图纸进行制作,还是对现有转环进行更换抗磨板,制作周期基本上都需要45 d左右。这2种方案生产厂家都能进行,但是根据我厂的进度要求,我厂与生产厂家都不能按时完成。为了缩短制作周期,保证转环各尺寸要求、装配要求及抗磨性。从技术角度与工艺角度分析,对于区域3部分用整块不锈钢板整体加工而成。由此可取消区域1和区域的焊接工作,并能有效控制其它部位的焊接变型,各尺寸的加工精度更能得到保证,由此可大大缩短制作周期,并基本能保证在大修工期内15d供货的要求。
通过技术及工艺角度分析,可以改变工艺方法,将转环用整块1Cr18Ni9Ti或者0Cr18Ni9钢板加合缝板进行整体加工,最终决定利用0Cr18Ni9钢板(如图3、图4所示)焊接部位取消,采用整体加工。
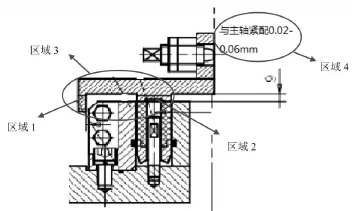
图2 主轴密封装配图
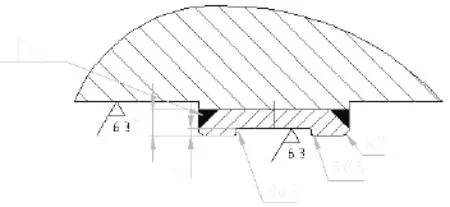
图3 转环与抗磨换装配
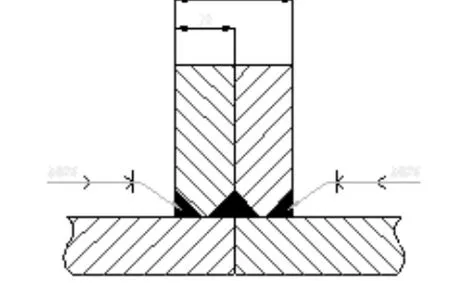
图4 取消抗磨换与转环焊接面采用整体加工
5 主轴密封转环新加工的优越性
(1)缩短了加工工期。按照原设计方案整个加工工期达45 d,新工艺只需要15 d。
(2)避免焊接变形。采用0Cr18Ni9钢板直接加工避免混合材质焊接引起的变形而导致报废。
(3)工艺新颖、技术先进。由于转环不受较大外力的作用,不存在刚性和硬度的过高要求,0Cr18Ni9钢板完全可以满足技术要求,且具有以下优点:
a)减小汽蚀,延长使用寿命:主轴密封转环与主轴紧密配合,原碳钢材质是主要考虑了材料的刚度和硬度,忽视了潮湿部位的锈蚀、汽蚀因素,大大影响了转环使用寿命。全部采用0Cr18Ni9钢板整体加工减小了锈蚀和汽蚀,延长了设备使用寿命。
b)易于安装:0Cr18Ni9材质较轻,狭小部位便于安装,紧密配合安装容易拉伸。
(4)经济效益较优。原工艺无论是补焊处理还是重新加工都耗时过长,满足不了工期要求,延长了机组检修周期,影响机组发电并网。新工艺工期短能满足检修工期要求,从整体检修工期的角度上来看节省了费用。
(5)质量可靠、便于推广。安装完成后整体试验表明转环与主轴的配合间隙满足要求,机组运行稳定。由于0Cr18Ni9材质柔性较好便于调整加工公差,尤其适用于紧密配合部件装配,便于推广应用。
6 安装及水压试验
安装及试验过程:
(1)预装情况:分半转环通过螺栓连接,利用力矩扳手调整组合螺栓预紧力为280N·m。测量转环X、Y方向直径分别为:DX=793.03mm,DY=793.02mm,符合设计及安装要求(主轴直径793mm)。测量抗磨环X、Y方向直径分别为:DX=800.02mm,DY=800mm,符合设计与安装要求(设计尺寸800mm)。抗磨环厚度7mm,抗磨环宽度40mm;转环放在加工精度6.3的钢板上,使用0.03mm塞尺不能通过,表明加工精度符合要求。检查水平度及垂直度符合要求,均匀分布的4支顶丝与主轴配车方位吻合。
(2)正式安装:转环在机组盘车结束后开始安装。
a)转环把合面涂L515密封胶。
b)转环与主轴把合后利用280N·m力矩扳手检查。顶丝扭紧后检查转环径向、轴向无松动。
c)待主轴密封安装完成后进行水压试验,主轴密封水压0.2MPa,密封环抬升量符合要求,检查密封环与转环抗磨环间隙均匀,过水均匀。密封水断流后密封环与转环分离。反复试验3次,均正常。
(3)安装完成后轴向、径向间隙符合设计要求,径向偏差为10%,符合规范要求。密封环上下自由移动,与转环密封面接触良好,供水管路畅通。
7 结束语
随着我国科学技术迅猛发展,水电领域的创新与改进也在迅速革新。水电厂主轴密封结构形式多样化,简单、实用、检修维护方便已是现代水轮发电机组水轮机部件选型的基本要求。每个水电站大修时间总工期总是确定的,在大修物资计划中人们往往忽视非常规设备的备件问题,一但出现非常规设备损坏问题,一般会导致工期的延误、造成经济损失。为了不影响工期、按时完成检修任务。在大修物资准备阶段一定要注意非常规设备、零部件的计划采购,以备不时之需。零部件材质的选择也非绝对必须符合设计图纸,在技术、工艺满足的条件下可以市场选择。本文原主轴密封转坏材质为Q275与不锈钢1Cr18Ni9Ti。此次3号机组大修为了不影响工期、采取加工转环材质全部为不锈钢板1Cr18Ni9Ti。满足技术及工艺要求的同时,工期的保证就是经济利益的保证,也符合效益导向、价值思维的观念。
参考文献:
[1]哈尔滨电机厂有限责任公司.图纸及安装技术手册[Z].
[2]GB/T8564-2003水轮发电机组安装技术规范[S].
[3]DL/T 817-2002立式水轮发电机组检修技术规程[S].
中图分类号:TK730.8
文献标识码:B
文章编号:1672-5387(2015)06-0054-03
DOI:10.13599/j.cnki.11-5130.2015.06.015
收稿日期:2015-03-02
作者简介:包国强(1985-),男,助理工程师,从事水电站机械检修工作。
