拉拔工艺对含铬60钢丝组织性能的影响
2015-07-27马鞍山钢铁股份有限公司安徽马鞍山243000
宋 强,方 燕,孙 山(马鞍山钢铁股份有限公司,安徽 马鞍山 243000)
拉拔工艺对含铬60钢丝组织性能的影响
宋 强,方 燕,孙 山
(马鞍山钢铁股份有限公司,安徽 马鞍山 243000)
对含铬60钢热轧盘条大变形量加工过程中,钢丝组织、性能的变化进行了研究,拉拔后钢丝强度大幅提高,塑性指标没有恶化,均匀的索氏体+少量珠光体+微量铁素体组织以及高索氏体化率,即是大变形量拉拔工艺顺利进行的前提条件,也是提高钢丝性能的技术关键
拉拔工艺;铬合金元素;钢丝性能
1 前言
钢绞线用途十分广泛,可作为架空输电的地线、公路两边的阻拦索、建筑结构中的结构索,常用于电力、桥梁、建筑、水利、能源等工程。60钢热轧盘条作为生产钢绞线、钢丝产品的一种重要原材料,经过酸洗、磷化多道次大变形量拉拔(退火),可从φ6.5mm规格热轧盘条拉拔到φ1.0mm钢丝。减面率高达90%以上,大变形量加工工艺对热轧盘条的组织、性能要求较高。拉拔加工过程中随着减面率的变化,不同线径钢丝力学性能的变化规律、钢丝的最终力学性能,都对最终产品钢绞线的产品性能起到至关重要的作用。为提高钢丝强度同时改善塑性,我们对加铬60钢并采用热机扎制工艺生产的热轧盘条,对其大变形量加工过程中钢丝组织、性能进行了研究,得到较为理想结果,能够满足提高钢绞线强度的使用需求。
2 含铬60钢热轧盘条成分、组织、性能及拉拔工艺流程
2.1 含铬60钢热轧盘条成分、性能
工业化生产的含铬60钢Φ6.5mm规格热轧盘条实物化学成分见表1,力学性能(未经过时效)见表2,热轧盘条组织为索氏体+少量珠光体+微量铁素体,索氏体化率90~95%见图1、图2。

表1 60钢化学成分(%)

表2 60钢Φ6.5mm规格热轧盘条力学性能
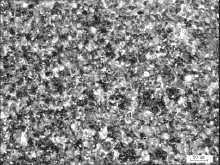
图1 含铬60钢盘条金相组织х100
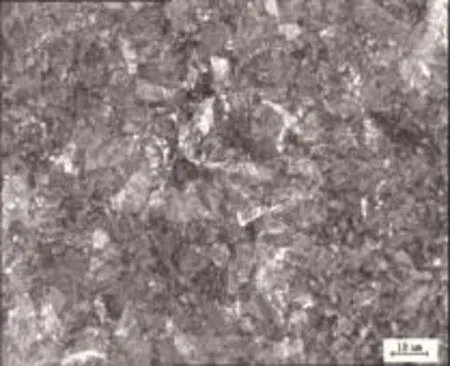
图2 含铬60钢盘条金相组织х500
2.2 拉拔工艺流程
拉拔工艺流程:φ6.5mm→酸洗、磷化→9道次拉拔到φ3.0mm→退火热处理→12道次拉拔到φ1.0mm。
3 钢丝检验结果
3.1 φ3.0mm钢丝力学性能、金相组织
φ3.0mm钢丝力学性能见表3,φ3.0mm钢丝与φ6.5mm盘条力学性能相比,强度提高500MPa以上,同时塑性指标与盘条相比没有下降。钢丝组织为索氏体+少量珠光体+微量铁素体,索氏体化率超过90%,金相组织见图3。
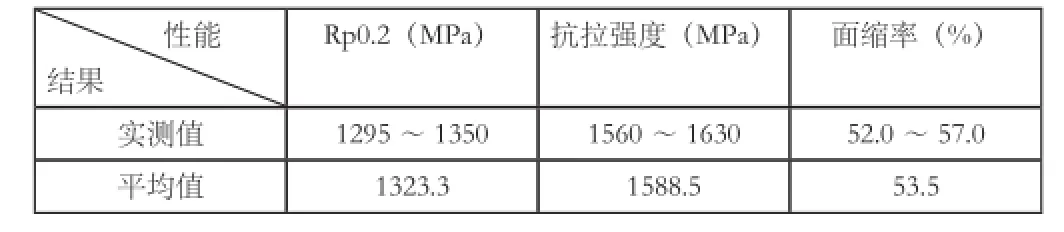
表3 φ3.0mm钢丝力学性能
图3 φ3.0mm钢丝金相组织 х500
图4 φ1.0mm钢丝金相组织 х500
3.2 φ1.0mm钢丝性能、金相组织
φ1.0mm钢丝的力学性能见表4,与φ3.0mm相比,抗拉强度、面缩率变化不大。钢丝组织为索氏体+少量珠光体+微量铁素体,索氏体化率仍然较高为85%见图4。

表4 φ1.0mm钢丝的力学性能
4 讨论分析
与不加铬合金的普通60钢热轧盘条相比,盘条抗拉强度提高30~40MPa,铬是细化珠光体组织的有效合金元素,能显著提高盘条的抗拉强度;增加奥氏体的稳定性使“C”曲线右移[1],经过热机扎制工艺生产的热轧盘条,组织为索氏体+少量珠光体+微量铁素体,组织均匀索氏体化率高达90~95%。不仅提高了热轧盘条的强度、塑性,而且利于拉拔加工。热轧盘条拉拔到φ3.0mm钢丝减面率为78.7%,由于加工硬化抗拉强度大幅提高约50%,而同时与热轧盘条(未经过时效)塑性相比没有下降,索氏体化率仍高于90%。经过退火后继续拉拔到φ1.0mm钢丝减面率为88.9%,抗拉强度略有提高、面缩率略有下降,索氏体化率为85%。
钢丝组织、性能主要取决于热轧盘条的组织、性能,加Cr提高了热轧盘条、钢丝的强度。合理的连铸、控制轧制工艺可以避免加Cr造成盘条内部偏析和局部马氏体、贝氏体组织的形成[2],均匀的索氏体+少量珠光体+微量铁素体组织以及高索氏体化率,即是大变形量拉拔工艺顺利进行的前提条件,也是提高钢丝性能的技术关键。
5 结论
加铬60钢热轧盘条可以满足大变形量拉拔工艺要求,提高了钢丝性能。同时采用独特的连铸、控制轧制工艺可以避免加Cr带来的盘条内部偏析和局部马氏体、贝氏体组织的形成的不利影响,为提高钢丝性能提高了一种新方法。
[1]徐效谦,阴绍芬主编.特殊钢钢丝[M],北京,冶金工业出版社,2005(239).
[2]宋强,方燕,孙山.热机轧制工艺对60钢盘条组织性能的影响[M].山东工业技术,2015(09).
宋强(1962-),男,上海人,正高级工程师,长期从事高速线材产品开发研究,现为中国金属学会高速线材分会技术委员会委员。