高精度、自动测距的激光切割控制器研制
2015-07-27吴雄鹰谢兴红成都理工大学信息科学与技术学院成都610000
孙 旭,吴雄鹰,闫 萍,谢兴红(成都理工大学信息科学与技术学院,成都 610000)
高精度、自动测距的激光切割控制器研制
孙 旭,吴雄鹰,闫 萍,谢兴红
(成都理工大学信息科学与技术学院,成都 610000)
本系统以激光切割机为主体,实现了高精度的自动测距控制器的研制,以达到高效和高精确的工件加工。本文给出了系统总体设计;提出了软件模型建立和硬件实现方法。软件仿真和目标板的调试结果表明:自动测距功能和精度满足应用需要,可以改善切割的质量。这对于解决高速实时数据处理和误差分析计算,实现生产自动化控制具有重要意义。最后,文章指出了进一步开展应用研究所要改进的设想和技术发展趋势。
激光切割;自动测距;集成电路
1 引言
本系统是采用超大规模集成电路SOC和可编程逻辑器件FPGA配合进行工作,[1-2]实现高速实时数据处理和误差计算分析;采用高速光电编码器,自动检测待加工工件与激光头的距离,实现系统自动化[3]。
2 系统模型设计
如图1中,该切割系统以控制系统为核心[3-5]。控制系统接收来自速度检测系统的信号,并进行处理得到生产线速度,计算出切割位置和切割轨迹,补偿生产线连续运动带来的包装纸位移,输出控制信号给激光器和光学扫描系统,实现切割动作[3-6]。
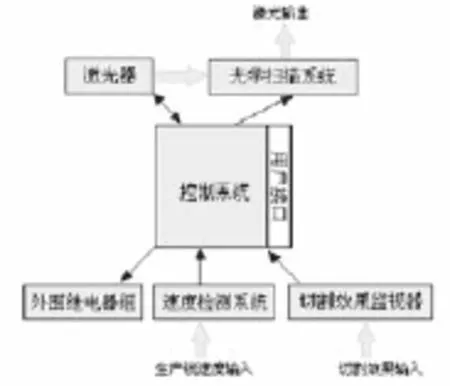
图1 系统主体框图
3 硬件系统设计
3.1 嵌入式处理单元LM3S6911
Luminary Micro公司所提供的微控制器,它们对嵌入式微控制器应用方案带来了高性能32位运算能力。该LM3S6911微控制器优势在于方便运用多种ARM的开发工具和片上系统(SOC)的底层IP应用方案。如图2。
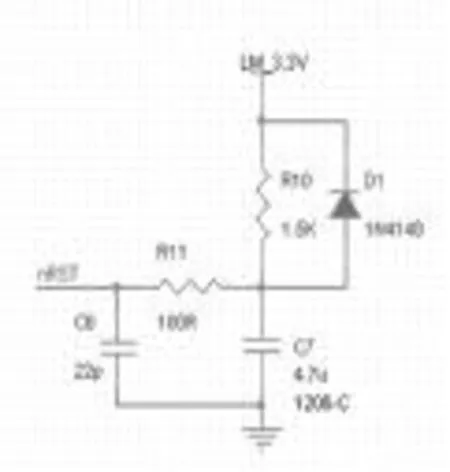
图2 LM3S6911复位电路图
3.2 可编程逻辑器件EP1C3144C8
Altera Cyclone是一个性价比很高的FPGA系列。EPlC3T144C8芯片采用1.5V内核电压,O.33 umSRAM工艺,具有的特点有:
(1)逻辑资源丰富,逻辑单元(LE)数量为2910个。
(2)有104个可用I/O引脚,I/O输出可根据需要调整驱动能力。
(3)多电压接口,支持LVTTL等I/O标准。
(4)内有SignalTap嵌入式逻辑分析仪器,方便设计者对芯片内部逻辑检查。
4 软件系统设计

图3 EP13C144C8典型JTAG调试接口
本设计的软件按模块划分,系统距离计算测量和误差单元的框图如图4。
为实现实时测量,软件设计中采用光电编码器和SOC技术,采用功能强大的MatLab软件,可定量分析距离和加工精度以及效率间的关系。

图4 距离测量及误差单元框图
5 系统测试及展望
通过调试系统,最后测试基本达到设计要求。单次测量最大时间小于3ms,测量精度小于0.5mm。通过了中国测试研究院的基本测试,达到较好效果。激光切割系统发展方向为:
(1)开放式系统的研究,使运动控制器可以与不同的系统相连接,具有更好的扩展性。
(2)研究高性能的控制卡或数控系统及其在运动控制中的应用。
(3)对需求精度高的场合可以采用先进的实时反馈装置对加工误差进行修正。
(4)激光切割雕刻设备需求量增加,使激光切割雕刻设备的价格下降,性能得到提高。
(5)测量方法从接触式测量向非接触式方式发展。
[1]张永康.激光加工技术[M].北京:化学工业出版社,2004.
[2]何月鹏,王隆太.影响激光切割质量的因素分析[J].扬州职业大学学报,2008,12(01):28-30
[3]彭伟鸿.激光高速在线切割时的实时控制系统设计[D].硕士,华中科技大学,2011:1-58.
[4]司立众.激光切割模切板割缝垂直度问题研究影[J].激光与光电子学进展,2011(07).
具有自动测距功能的高精度激光切割控制器的研制(2011GZ0184)
孙旭(1956-),男,副教授,研究方向:数字通信、信息安全。