钢球开口磨板进球口的铣削修形
2015-07-26皇甫兵王世保曹保亮齐静敏侍洪队
皇甫兵,王世保,曹保亮,齐静敏,侍洪队
(1.新乡日升数控轴承装备股份有限公司,河南 新乡 453700;2.新乡市新机创新机械有限公司,河南 新乡 453700;3.阜阳轴承有限公司,安徽 阜阳 236023)
轴承钢球生产普遍使用光球机、磨球机和研球机完成光球、磨球和精研3道重要工序。通常采用水剂大循环研磨钢球工艺[1],光、磨、研机床装有2块同心半圆形沟槽磨板,一块为固定开口磨板,另一块为旋转磨板,所加工的钢球从开口磨板进球口侧进入2块磨板之间的沟槽,在一定压力下,钢球沿着沟槽滚动研磨1周,从开口磨板另一侧出来进入料盘,随料盘旋转再次从开口磨板进球口侧进入2块磨板之间的沟槽循环研磨。开口磨板一般采用合金铸铁,其中光球、磨球用开口磨板需要淬火热处理,其硬度(55~63 HRC)与热处理后的钢球硬度相当。为使钢球顺利进入2块磨板之间的沟槽并减少钢球表面烧伤、划伤等缺陷的发生,需对开口磨板进球口进行修形,一般修成喇叭口形状。
1 传统磨板进球口修形方法
钢球磨板进球口修形最主要的作用是引导钢球顺利进入2块磨板之间的沟槽,进球口形状、大小、长度都将影响钢球的加工质量,如其长短、深浅以及磨板沟槽深度与钢球直径的比例选择不当,将会造成钢球表面线性烧伤[2-3]。
传统的开口磨板喇叭形进球口修形主要依靠手工操作,人工手持电动砂轮根据目测修磨进球口,该方法存在诸多问题:(1)手工修磨出的喇叭形进球口中心线很难与半圆形沟槽中心线重叠,甚至出现2条中心线相交;喇叭形进球口弧线和半圆形沟槽过渡不圆滑,使钢球在进球口处瞬间停滞、原地打转(堆积),从而造成钢球烧伤和划伤。(2)随着磨板的使用,喇叭口之间距离偏差会影响沟槽之间的距离,引起沟槽之间距离偏离原值,造成钢球表面线性烧伤[3],严重时由于沟槽之间距离过近,出现蹦沟(图1),在这种情况下,需要把损坏的沟槽车掉,重新车出新的等距沟槽,降低了磨板的使用寿命。(3)手工修磨噪声大,砂轮粉尘飞扬,存在安全隐患。

图1 车掉部分蹦沟的磨板
2 镶嵌式开口磨板
为降低传统手工砂轮修形由于开口磨板喇叭口形状偏差、喇叭口之间距离偏差对钢球质量产生的影响,国外钢球制造商开始采用铣削方式修形开口磨板喇叭口,以保证喇叭口形状的一致性。并且为了便于铣削,对开口磨板进球口部位进行改进,将通常的进球口部位后缩50~60 mm,后缩的开口磨板按常规方式加工、淬火处理,后缩部分用一般合金铸铁块填补,不进行淬火处理,即将开口磨板做成使用2种材质和硬度的镶嵌式磨板,进球口部位硬度适中便于铣削。铣削开口磨板喇叭口如图2所示,进球口部位采用了未淬火热处理的合金铸铁。
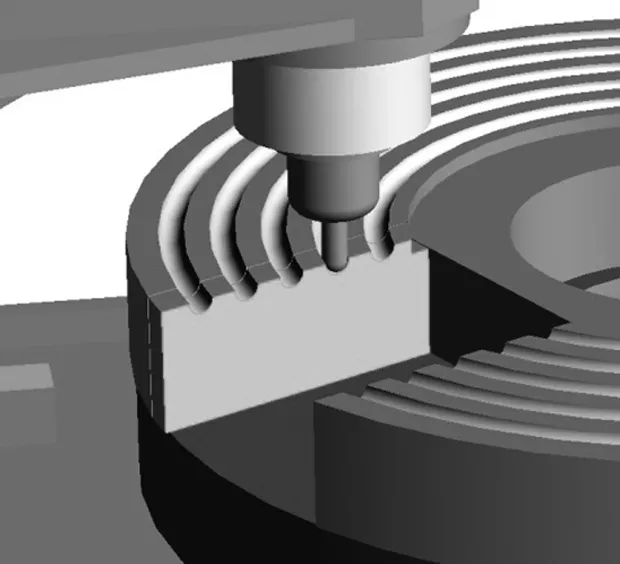
图2 铣削开口磨板喇叭口示意图
进球口部位材料的改变,降低了进球口部位硬度,既便于数字机械化加工喇叭形进球口,还可以显著减少钢球的烧伤和划伤。这是因为在加工时,钢球在旋转磨板带动下进入固定磨板喇叭口处,在钢球未滚动情况下可能与固定磨板喇叭口沟壁产生滑动摩擦,当固定磨板入口处硬度和钢球硬度相当时,因滑动摩擦而在钢球表面造成烧伤和划伤,有些较深的划伤在精研工序也无法去除。特别是当多粒钢球相互拥挤进入固定磨板喇叭口时,钢球与喇叭口沟壁的滑动摩擦更易发生,但镶嵌式开口磨板制造工艺相对繁琐。
3 磨板进球口数控铣削加工
开口磨板喇叭口为三维多圆弧面、曲面圆滑过渡而成,可在小型龙门立式加工中心或较大C型立式加工中心上完成。由于加工面为三维多圆弧曲面圆滑过渡,无法手工编制G代码加工程序,需用G代码编程软件编制加工程序。因此介绍一种专用磨板进球口数控铣床XK9890,其内置专用开口磨板喇叭口铣削程序,适合各种规格喇叭口的铣削,操作简单。
3.1 磨板进球口数控铣床
磨板进球口数控铣床XK9890主要由立铣头、x轴、z轴、c轴等部分组成,机床主体结构如图3所示,x轴、z轴、c轴3轴联动,采用球头铣刀铣削出所需要的喇叭状进球口。
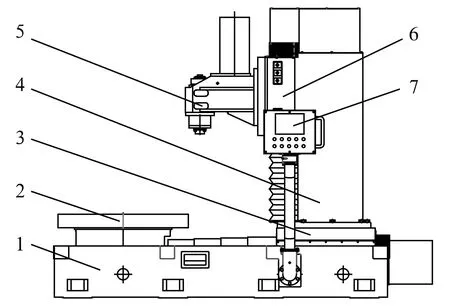
1—床身;2—c轴工作台;3—x轴拖板;4—立柱;5—立铣头;6—z轴拖板;7—机床操作箱
x轴、z轴拖板进给系统采用高载荷、低摩擦因数的滚柱直线导轨,驱动部分采用滚珠丝杠,并在其两端施加一定的预拉伸量,克服温升和挠曲给传动带来的不利影响。c轴为旋转工作台轴,由伺服电动机驱动,主轴旋转采用精密推力轴承和圆锥滚子轴承,结构简单、刚性高、工作稳定。
立铣头部分由主电动机通过一级同步带驱动铣削主轴;采用BT40刀柄系统,方便更换不同铣刀。
3.2 主要技术指标
XK9890铣床主要技术指标见表1。
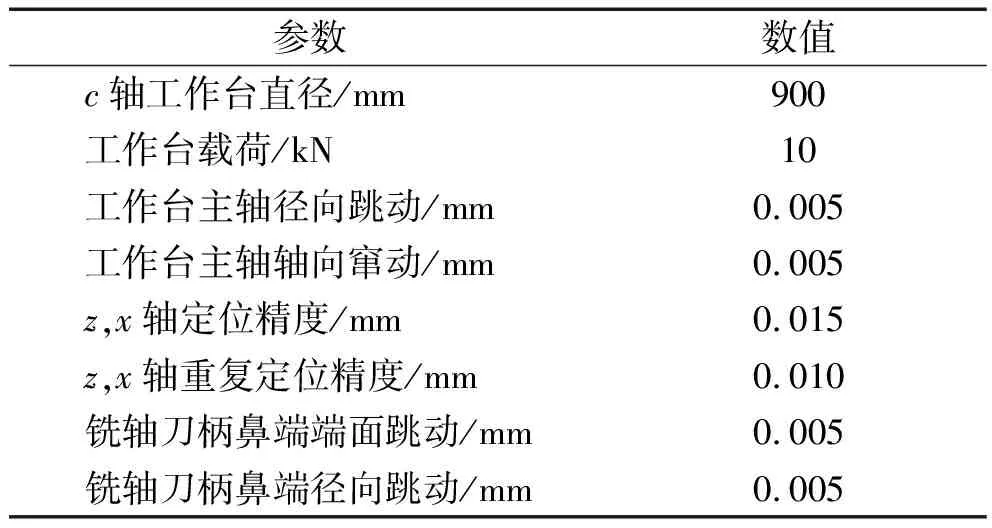
表1 XK9890铣床主要参数
3.3 适用范围
XK9890铣床为专用开口磨板喇叭口修形铣床,兼顾磨削或铣削端面。当磨板同心半圆形沟槽过深时,使用碗形砂轮磨削或立铣刀铣端面,减小沟槽深度,代替立车车削端面,减少加工工序。
可将钢球加工使用的光、磨、研设备各规格开口磨板基本数据提前输入铣床数控系统,使用时根据加工钢球型号调用相应数据即可。磨板进球口铣床XK9890有2种加工方式:(1)使用智能化专用数控系统软件,用户只需输入同心半圆形沟槽数量、第1条半圆形沟槽的半径、喇叭口起端直径等个性数据,系统将会自动生成加工程序,控制铣床加工出所要的喇叭形进球口,该方式适合新磨板的加工;(2)即时对刀、即时铣削加工方式,因研磨使用后的磨板沟槽会产生一定偏移,并且数值不定,通过手摇轮将球头铣刀中心线与半圆形沟槽起点中心线对中,即可加工出对应的沟槽进球喇叭口,该方式适用于使用后的磨板喇叭口修形。
当仍使用传统整体淬火热处理开口磨板时,此时进球部位硬度较高,可选用CBN球状刀具铣削喇叭形进球口。
3.4 效果分析
磨板喇叭口进球口手工修形和数控铣床修形试件照片如图4所示。数控铣床修形加工一块研磨φ10 mm左右钢球的开口磨板进球口需15~20 min,加工钢球直径越大,铣床修形进球口的优势越明显,其效率和修形形状也明显优于人工修形。
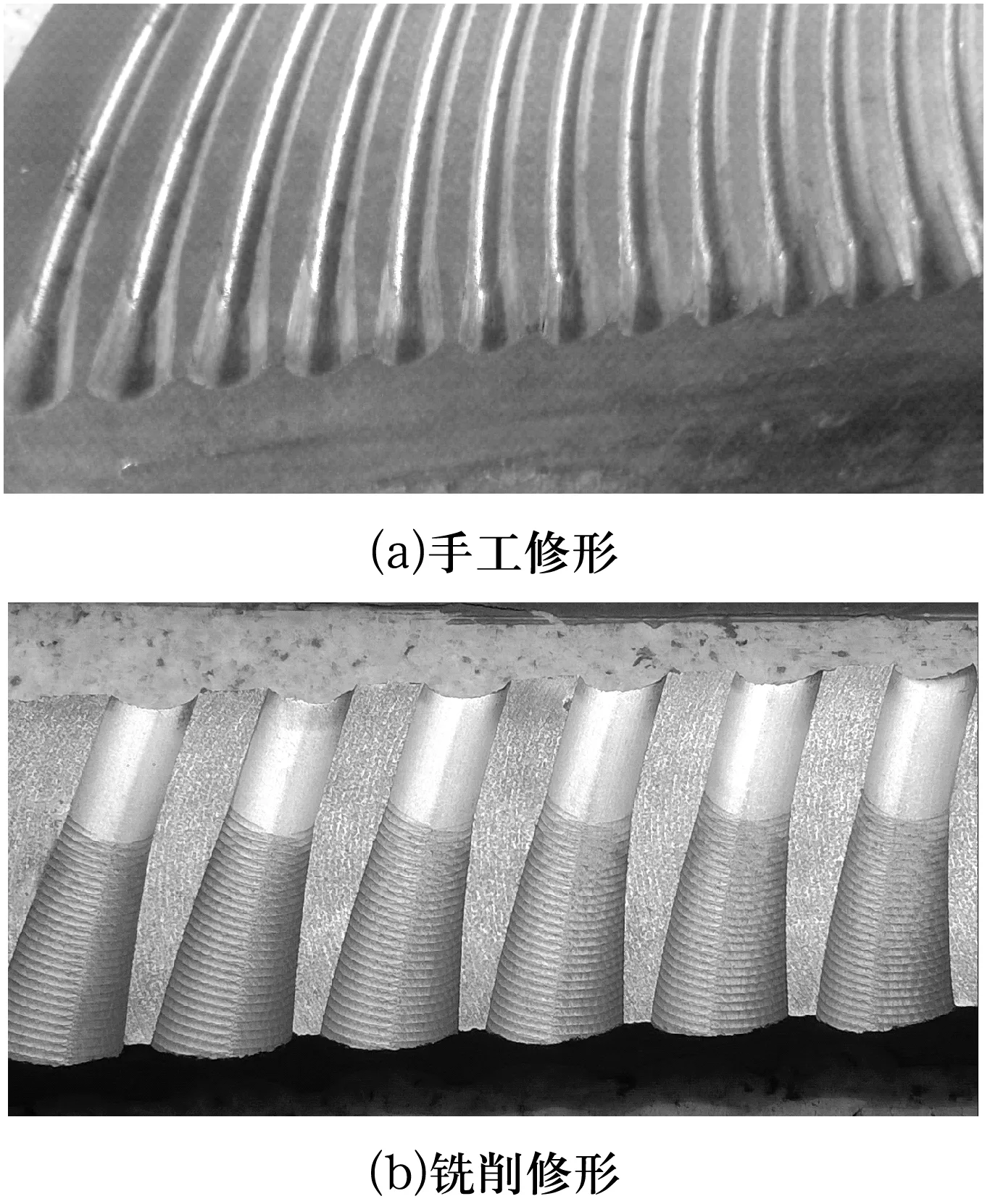
图4 磨板喇叭口进球口修形照片
4 结束语
随着光球板、磨球板、研球板的使用,磨板沟槽变深,需要经常修磨进球口,磨板进球口的数控铣床修形已经成为一种发展趋势。采用镶嵌式开口磨板,并使用数控铣床修形进球口,可以减少钢球表面的烧伤和划伤,提高钢球成品率。