基于网络的数控编程后置处理及传输
2015-07-26张世文四平职业大学吉林四平136002
张世文(四平职业大学,吉林 四平 136002)
基于网络的数控编程后置处理及传输
张世文
(四平职业大学,吉林 四平 136002)
摘 要:目前的数控机床自带有编程程序,可是有时自带的编程程序不能满足复杂的编程需求,这就要求编程人员对数控编程作后置处理并传输。本次研究将要讨论基于网络数控编程后置处理及传输的问题。
关键词:数控机床;数控编程;后置处理
目前的数控机床自带有编程程序,可是有时自带的编程程序不能满足复杂的编程需求,这就要求编程人员对数控编程作后置处理并传输。
1 基于网络的数控编程需要处理的参数
要用网络的数控方式编程,先需了解数控机床编程需要处理的对象。
数控编程要应用多轴加工的方式处理对象。过去,机床会应用两轴加工的方法,即Z轴固定,X与Y轴为可变座标轴,这种加工的方式过于粗放。目前人们应用了五轴机床三轴联动加工的方式。数控编程的编程对象即为五轴。数控编程的加工原理为右手笛卡尔坐标系为标准加工;标准座标轴原点为基础,该参数不可变,其余参数可变,数控编程需用程序控制可控参数;数控编程要用程序描述的方式控制刀具行动。数控编程具体的处理对象为刀位轨迹、切削工具、加工方式这三项内容。
数控编程人员要针对作业的需要了解编程后置处理的范围,给出编程的方案、调整编程的参数、在计算机上做好编程模拟实验,待编程模拟实验的结果满足数控机床加工的需求后,方可将上传数控机床加工的程序,让数控机床以此程序为依据开展生产作业。
2 基于网络的数控编程需要应用的平台
构建网络平台——要做好数控机床的后置处理与传输,需要网络的支持。比如数控机床需要下载配套的后置配程软件或者与之相关的插件等。现代的数控机床都自带有连接网络的串行通信插口,在开展数控后置处理时,需让数控机床连上网络。
构建硬件平台——数控机床本身即为一个硬件系统,只要数控机床编程人员仔细阅读数控机床的说明书,就能掌握数控机床的硬件操作要点。比如RS-232串行口的数控机床可应用摭展卡与数联网连接。此时扩展卡可将数控机床的通信协议转换为以太网的通信协议,让数控机床可以接受互联网中的信息。如果数控机床自带有DNC智能插口,那么数控机床可以直接接受互联网的信息。
构建软件平台——要完成数控机床的后置处理工作,就需要给数控机床一个后续编程的环境。为数控机床提供网络环境与硬件环境的目的,实际上就是为了让数控机床能够下载DNC集成系统,数控编程人员需在该集成系统中完成数控编程后置处理工作。如果数控机床没有DNC集成系统,就需下载该系统;如果数控系统自带DNC集成卡,则可仅需完成DNC集成系统的升级。
3 基于网络的数控编程后置处理的方法
数控机床一般自带有简易编程的功能,只是人们应用数控机床生产复杂的机械时,可能现有的数控编程命令不能满足人们特殊的生产需求,此时人们就要应用编程后置处理的方法完善这类程序,这个过程,就要依靠数控机床的后处理器完成。数控机床的后处理器就是要把人们下达的特殊指令转达为数控机床能够理解的命令。数控机床的后处理器具有接口功能、NC程序生成功能、专家系统功能、反向仿真功能,应用后置处理器,人们可以了解下达的指令是否可以满足数控生产的需要。
当人们设置好数控编程平台以后,人们要用编程的方式完成数控机床的后置处理。过去,人们要应用G语言为数控机床编程,这种编程方式不够直观,若未受过专业编程训练的工作人员可能不能完成编程操作。现在人们设计了一套宏命令指令串,这些指令串中自带有数控操作命令,人们如果要完成数控编程的后置处理工作,只需要给将这些宏命令串组合成程序指令,就可完成编程操作。以CAXA-ME软件为例,该软件自带的宏命令串共计有35个:01——当前后置文件名POST-NAME;02——当前日期POST-DATE;03——当前时间POST-TIME;(下略)……
数控机床编程人员只需要向宏字符串下达程序操作指令,编写程序头,下达换刀指令,即可应用编程的方式完成特殊的数控操作。在这个过程中,编程人员需要通过编程的方式控制文件的长度、控置行号、控制编程的方法、数值的格式、圆弧的控制、做好文件扩展名的设置。
以编程人员要编写一个程序名为test1的文件,它的文件序号为1234为例,该程序的开始编号为100,而增量为2,刀具号为01号,主轴的转速设置为每秒1500r,该程序的后置步骤可描述为表2:
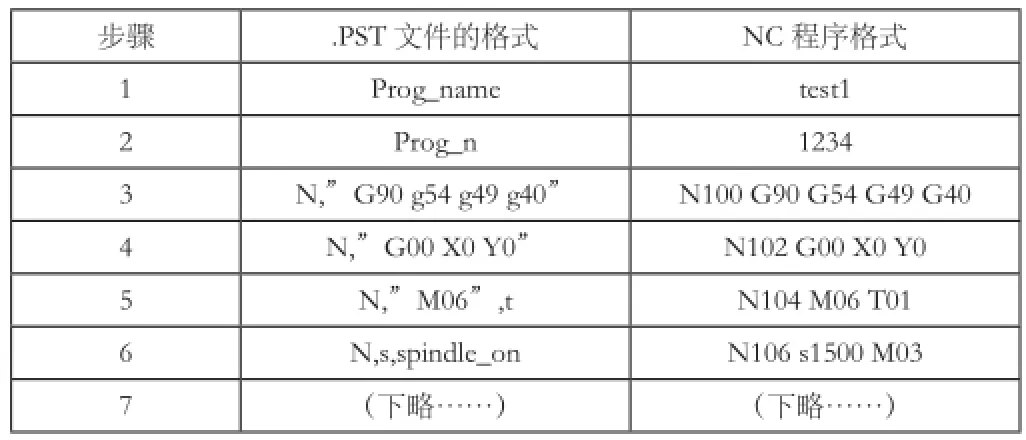
表2 后置处理test1的文件步骤
数控编程人员处理完程序以后,可传输编写的程序,该程序通过后置处理器的验证以后,若证实该程序能满足数控生产的需求,该程序即可被应用。
4 总结
数控编程人员以此方法可对数控机床的程序作后置处理与传输,应用此方法,数控编程人员可编写出较为复杂的数控生产程序。
参考文献:
[1]范兴柱,王金伟,王毅栋,楼佩煌,叶文华,戴勇.集成制造车间生产控制的小型DNC系统技术研究[J].机械制造与自动化,2001(05).
[2]邱剑杰.数控程序后置处理及程序传输[J].模具技术,2001(06).
[3]黄国权,吕金丽.数控加工的后置处理技术[J].应用科技,2001(11).