推广CO2气体保护焊在电梯制造业的应用分析
2015-07-20陈俊才蒂森电梯有限公司广东中山528400
陈俊才(蒂森电梯有限公司,广东 中山 528400)
推广CO2气体保护焊在电梯制造业的应用分析
陈俊才
(蒂森电梯有限公司,广东 中山 528400)
摘 要:电梯设备的钢结构焊接属于机电类特种设备钢结构焊接,其对焊接质量的要求极高。CO2气体保护焊作为一种新型焊接技术,其在电梯制造业中的推广应用,不仅可以极大地提高焊接质量,同时还能够提高焊接效率,减少原料消耗,进而提高企业的经济效益。
关键词:CO2气体保护焊;电梯焊接;适用性;参数选择;质量控制
二氧化碳气体电孤焊是上世纪五十年代发展起来的一种融化焊法。在这种焊接方法出现的早期,由于一些技术性问题,使其没有被迅速推广应用,主要是二氧化碳气体的氧化性以及由于飞溅造成的焊缝不规整等质量问题。但是随着焊接技术的不断进步,这一问题已经得到了较好的解决。目前CO2气体保护焊已经广泛应用于机车车辆制造、汽车制造、船舶制造及采煤机械制造等领域。由于特种设备的焊接要求较高,因此在上述领域CO2气体保护焊具有广阔的发展空间,电梯作为特种设备的重要成员,焊接质量是影响电梯制造整体质量以及电梯安全运行的重要因素,因此在电梯制造业推广CO2气体保护焊具有重要价值。
1 CO2气体保护焊简介
1.1 概述
CO2气体保护焊是利用CO2气体作为保护气体的一种保护电弧焊,这种焊接方法具有焊接效率高、节能环保的特点。其基本原理是将焊件和焊丝作为焊接电极,以电弧热量致使焊件金属熔化进行焊接,CO2的作用在于通过对电弧的保护来提高焊接质量。在CO2气体保护焊中使用的CO2气体纯度必须要达到99.5%以上。
1.2 CO2气体保护焊的优点
(1)焊接效率高;
(2)操作方便;
(3)焊接质量高;
(4)焊接成本低;
(5)焊接方式灵活。
2 电梯焊接的基本特点
电梯作为机电类特种设备是机械与电气紧密结合的大型复杂产品,在电梯制造过程中最主要的焊接结构是轿厢,轿厢主要由轿厢体和轿厢架构成,同时还包括一些附属构件。其中轿厢架作为轿厢的主要力学承载结构,必须要具有足够的强度。轿厢架的主要结构有上梁、立柱、底梁以及拉链。其中底梁一般用于安装轿厢的厢底,是轿厢载荷的主要承受体,目前轿厢架在焊接过程中常用框式焊接结构,也就是采用H型钢或T型钢焊成框架,在中间设置有横梁与立柱连接,起到加强作用,在焊接时主要采用焊条电弧焊或CO2气体保护焊。目前轿厢体主要是由中厚板材组装焊接而成。
自动扶梯焊接主要是其金属结构的焊接,金属结构的主要作用是安装并支撑电梯自动扶梯的组成部件、承受电梯运行中的各种载荷以及连接作用,金属结构的刚性及载荷承受能力会对扶梯的性能产生直接的影响。对于提升高度较高的扶梯,一般会采用多段结合结构的金属骨架。对于提升高度较小的金属骨架,在条件允许的情况下,可以在车间进行拼装和焊接。自动扶梯的金属骨架都采用焊接方法进行拼装,其焊接方法一般采用焊条电弧焊、CO2气体保护焊或埋弧焊,焊接变形和焊接质量至关重要,国内有些公司采用振动时效方法消除焊接后的残余应力,效果很好。
3 CO2气体保护焊在电梯制造中的适用性
3.1 用二氧化碳保护焊提高焊接效率
焊接速度是焊接工作追求的重要指标,工作效率是现代制造业的生命线,电梯制造也不例外。CO2气体保护焊的焊接速度快是其主要优势之一,首先,CO2气体保护焊一般采用小截面坡口形式,使焊缝熔敷金属量比传统焊接方式明显减少,这也就意味着焊接速度的提升。其次,由于CO2气体的保护,这种焊接属于无渣焊接,可以省去清渣打磨、清坡口和换焊条等一系列工序,焊接工作可以连续进行,这无形中就提高了焊接速度。最后二氧化碳保护焊的辅助时间为普通焊条焊接的50%。因此,使用CO2气体保护焊可以极大提升电梯制造过程中的焊接速度、缩短工期,进而提高企业的经济效益。
3.2 提高焊接质量
质量是企业生命力的核心和源泉,电梯属于机械电力结合的特种设备,尤其是住宅电梯,事关群众的生命安全,因此对焊接的质量要求特别高。电梯轿厢使用的板材属于中薄板材,最薄的仅为3mm,因此使用CO2气体保护焊,可以很好地控制板材焊接过程中的变形,提高焊接质量。其次,CO2气体保护焊属于一种低氢焊法,因此采用这种焊接方法可以减少焊缝中的氢含量,提高焊缝的抗裂性。
3.3 成本低且安全
经济性是企业生产的另一项重要原则,在电梯制造过程中采用CO2气体保护焊,焊接的成本低较低,其中CO2气体是工厂的副产品,因此原料来源广、成本低,在相同的焊接条件下CO2气体保护焊的成本只有传统焊接方式的一半左右。同时这种焊接方法采用的小截面破口,可以使焊缝截面积可减少35~40倍左右。
4 焊接过程中的工艺参数选择
4.1 焊接电流
焊接电流也称为一次电流,是CO2气体保护焊中的重要参数。由于焊接电流决定着熔滴过渡形式,因此不仅对飞溅程度,同时对电弧的稳定性也有较大影响。此外焊接电流对熔深也有决定性的影响,但是电流增大时,熔深和熔宽增加但是也容易产生飞溅现象,反之,有利于控制飞溅,但是容易造成未焊透,降低焊接质量,因此需要根据实际情况尤其是焊丝的直径选择合适的电流强度,具体选择范围见表1。
4.2 电弧电压
电弧电压也称为一次给定电压,其是决定电弧长度和溶滴过渡方式的重要因素。一般来说电压过高容易造成焊接不稳定,而过低则容易出现顶丝现象,因此电弧电压也是CO2气体保护焊中的重要参数,应该根据实际情况进行选择,电弧电压和焊接电流的匹配范围可以参考表2。
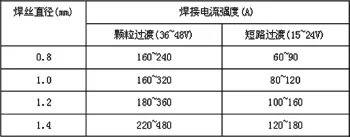
表1 不同焊丝直径的焊接电流选择范围

表2 电弧电压匹配范围

表3 焊接回路电感量参数选择

表4 焊丝直径的选择
4.3 电弧力
电弧力与电流的输出电感有密切关系,电弧力太大则在焊接过程中容易造成飞溅,反之则容易出现顶丝现象。因此在实际焊接过程中应该根据焊丝的直径、焊接电流以及电弧电压来合理选择电感,提高焊接质量。具体的参数可以根据表3选择。
4.4 焊丝直径
焊丝直径的选择主要根据焊件的厚度以及焊缝的不同位置特征来确定,此外生产率也是确定焊丝直径的重要影响因素。一般中、薄板焊接时主要采用直径在1.6mm以下的细丝。具体的选择标准见表4。
5 焊接质量控制
(1)首先要保正焊工能够持证上岗,并且在具体工作中保证其在证书认可的范围内工作。
(2)焊接工艺对焊接质量的影响很大,在焊接开始前必须要进行焊接工艺评定,然后根据相关报告确定具体工艺。
(3)根据电梯焊接的具体特点,应该先焊接收缩率较大的节点,按照先单独、后整体的焊接顺序进行焊接,以利于应力散失,减少焊接变形量,提高焊接质量。
(4)为了美观和减少应力集中,要尽量将焊缝余高控制在0.3mm~1.5mm以内。
结语
CO2气体保护焊是一种高效的焊接方法,其在国民经济建设领域得到了日益广泛的应用,并充分显示出其相对与焊条焊接的优异性能。电梯制造业中对焊接质量的要求极高,因此该焊接技术具有重要的推广价值。
参考文献
[1]马淑秋.半自动CO2气体保护焊在生产中的应用研究[J].沈阳工程学院学报(自然科学版),2011(01):83-86.
[2]兰希园.CO2气体保护焊在轨道窄缝焊接中的应用[J].焊接技术,2014(01):66-69.
[3]盛国林,门义平,黄平.药芯焊丝CO2气体保护焊技术在溪洛渡水电站钢闸门制作中的应用[J].焊接技术,2014 (02):62-66.
[4]席廷宣,尉世凯.CO2气体保护焊接技术的推广应用[J].山西电力,2010(01):47-49+67.
[5]方臣富,陈志伟,胥国祥,胡庆贤,周航宇,时振.缆式焊丝CO2气体保护焊工艺研究[J].金属学报,2012(11).
中图分类号:TG44
文献标识码:A