焊接封闭箍筋自动焊接技术的研究
2015-07-16赵红学侯爱山纪恩龙
赵红学,侯爱山,纪恩龙
((中国建筑科学研究院 建筑机械化研究分院,河北 廊坊 065000))
焊接封闭箍筋自动焊接技术的研究
赵红学,侯爱山,纪恩龙
((中国建筑科学研究院 建筑机械化研究分院,河北 廊坊 065000))
[摘 要]为了解决焊接封闭箍筋加工难的问题,现开发一种焊接封闭箍筋自动焊接生产线,通过对焊接封闭箍筋自动焊接生产线工艺结构的介绍,详细阐述了焊接封闭箍筋自动化加工设备各个机构的研究内容。
[关键词]钢筋箍筋;焊接封闭箍筋;自动焊接技术
1 概 述
目前,建筑用钢筋箍筋大多采用开式,接口处有两个135°拉钩式的箍筋,拉钩长度为10倍钢筋直径,这样的箍筋无论是自身性能、制作加工还是安装都存在不利之处:①该形式箍筋未完全形成封闭式,在强大的外力作用下未断母材之前势必会开口,未完全发挥紧固的作用;②两个拉钩的存在对钢筋的使用是一种浪费;③拉钩的存在影响安装效率,且影响了混凝土灌注进度,可能造成振捣不均,降低钢筋混凝土强度。在重庆、西安、贵州等地部分建筑施工工地采用焊接式箍筋,但其加工工艺繁琐,加工工序分散,都是采用人工掌控焊接,生产出的箍筋合格率低,且占用场地大,生产效率低,制约了焊接箍筋的发展与推广。
为解决上述问题,中国建筑科学研究院建筑机械化研究分院与廊坊凯博建设机械科技有限公司联合研制开发一种生产焊接封闭箍筋生产线,该生产线解决了焊接封闭箍筋加工难的问题,代替传统的箍筋加工模式,为焊接封闭箍筋工厂化加工提供保障,同时该生产线采用全自动流水线作业,减少人员操作,大大提高了生产效率和成品质量,降低了劳动成本和废品率。
焊接封闭箍筋自动焊接设备技术参数如下
加工钢筋级别 HPB300、HRB400、HRB500
加工钢筋直径(mm) Ø6~Ø12
最大焊接速度(个/min) 6
最大焊接尺寸(mm) 1200×800
2 工艺结构
焊接封闭箍筋自动焊接设备按照生产线模式设计,集放线、矫直、切断、弯曲、定位夹持、焊接为一体,设备工艺流程如图1所示。设备由程序自动控制,焊接箍筋尺寸、数量可以设定。原料放置在原料架上,通过导线器进入主机调直并切断,落入弯曲主机上进行弯曲,整形后进入焊接主机进行焊接。
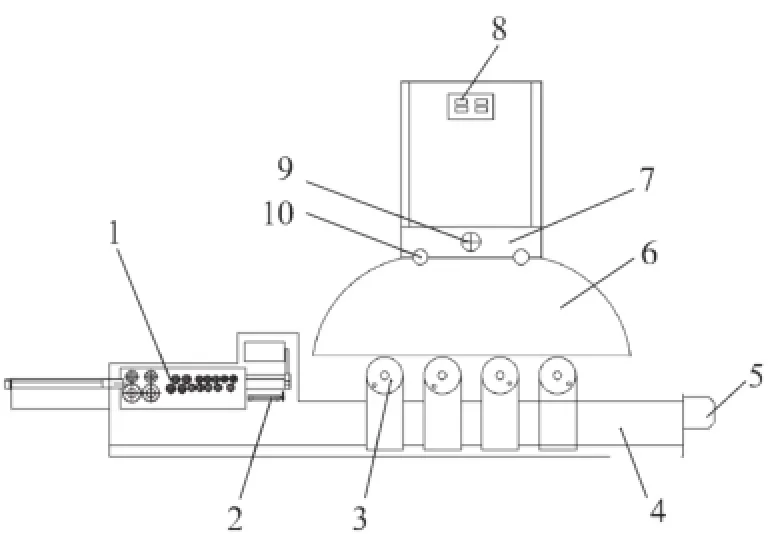
图1 设备工艺流程
2.1 矫直切断机构
鉴于现在已有的矫直切断技术,我们设计矫直切断机构的外矫直机构和内矫直机构均由导线口、矫直轮、安装板构成,外矫直机构与内矫直机构安装呈90°夹角。牵引机构由牵引轮、计数轮、牵引箱体、牵引减速机、牵引伺服电机构成,牵引伺服电机通过减速机带动牵引轮旋转,为钢筋前进提供动力。剪切机构由固定刀座、固定刀片、切刀刀片、动刀臂、连接臂、减速机、电机、固定座构成,在所述的动刀臂上安装有切刀刀片,动刀臂与固定刀座铰接,电机通过减速机带动动刀臂摆臂,为剪切提供动力。这种矫直切断机构的优点是在保证钢筋直线度的前提下,不仅节约动力,而且不会对钢筋表面产生划伤,是一种理想的矫直切断机构。
2.2 弯曲机构
为了提高整机的生产效率,我们设计弯曲机构由4个弯曲主机组成,每个弯曲主机都是由弯曲轴、弯曲伸缩机构、弯曲减速机、伺服电机构成,伺服电机通过弯曲减速机带动弯曲轴,为钢筋的弯曲提供动力,弯曲主机移动机构由链条链轮或齿轮齿条、张紧机构、减速机、电机构成,电机通过减速机带动链轮链条或齿轮齿条旋转,为4个弯曲主机移动提供动力,实现弯曲主机的自动调整间距,在更换加工箍筋边长尺寸时,达到了自动调整效果,降低了操作难度。
2.3 定位夹持机构
定位夹持机构由对开式滚珠丝杠滑台、气动滑座、整形气缸、定位气缸、定位滑块、定位滑座构成,在对开式滚珠丝杠滑台上安装有气动滑座,其中两个气动滑座上安装有整形气缸,一个气动滑座上安装定位滑座,定位滑座上安装定位气缸,定位气缸带动定位滑块,实现钢筋的整形定位。所述的送料机构由同步滑台、滑块连接座、滑台固定座构成。同步滑台通过滑块连接座带动整形定位机构快速移动,将整形定位后的钢筋送入焊接机构中进行焊接。
2.4 焊接机构
焊接机构由焊接机架、电极块、焊接夹钳、铜电缆、变压器、直线滑轨、升降气缸、夹持气缸、顶推气缸构成。电极块安装在焊接夹钳上,夹持气缸作为夹钳夹持钢筋的动力,电极块通过铜电缆与变压器连接,顶推气缸通过直线滑轨带动焊接夹钳横向顶推,安装在机架上的升降气缸通过直线滑轨为电极块的升降提供动力。安装有带槽电极块的同步力臂定位焊接夹钳,实现了箍筋端头夹持的对中,确保箍筋焊接质量。焊接机构焊件夹钳可升降,保证焊接箍筋入料、出料的稳定性,实现了流水线作业。
3 设备特点
1)克服现有技术局限,该生产线所加工出的焊接封闭箍筋代替传统箍筋,节约了钢材的使用率,同时焊接封闭箍筋便于施工安装,增加了承力柱的强度,为焊接封闭箍筋的推广提供支持。
2)该生产线采用PLC控制,动力采用伺服电机,实现全自动作业,能够大大提高生产效率,降低人工作业量,该生产线可实现6个/min的加工能力。
3)该生产线所生产出的封闭箍筋成品率高,质量可靠,精度高。
4)该生产线满足多种钢筋规格和不同箍筋尺寸大小的加工,调整实现全自动无需人工参与,大大降低了调整时间和人工调整的误差。
5)满足焊接封闭箍筋工厂化加工的要求,为钢筋商品化加工配送提供支持。
4 结 语
人工制作和人机结合制作封闭箍筋已经越来越难适应当今的工程建设进度和质量,焊接封闭箍筋自动焊接生产线因具有高速高效、操作简单、快速切换规格等特点,已经得到广大施工方的认可。目前,焊接封闭箍筋自动焊接生产线还属于起步阶段,还需要厂家用户不断的探索与研究,才能使我们的生产线取得更大进步。
(编辑 张磊庆)
Research of welding closed stirrup automatic welding technology
ZHAO Hong-xue, HOU Ai-shan, JI En-long
[基金项目]国家“十二五”科技支撑计划项目(2012BAJ03B0604)
[中图分类号]TU64+9
[文献标识码]B
[文章编号]1001-1366(2015)06-0051-02
[收稿日期]2015-04-25