热熔压敏胶涂胶系统在YB29自粘软盒包装机上的应用
2015-07-12徐峰
徐峰
热熔压敏胶涂胶系统在YB29自粘软盒包装机上的应用
徐峰
中烟机械技术中心有限责任公司,上海市浦东新区金海路1000号10号楼 201206
为解决自粘软盒包装机对商标纸进行刮胶时出现的胶条歪斜、形状不准确以及胶条厚薄不均等问题,设计了一种新型热熔压敏胶涂胶系统。该系统主要由胶缸、胶管、胶枪、操控屏、控制器、编码器以及电眼(检测传感器)等部件组成。采用刮胶方式的涂胶技术,以获得外观平整美观的胶条;设计了商标纸定位导轨,防止在刮胶过程中模盒内的商标纸发生歪斜;利用脉冲定位方法确定刮胶起点与终点位置,避免涂出的胶条相对商标纸的位置出现偏差;采用I/P转换器使胶缸内的压力调节与包装机运行速度保持同步。设胶条长度为45 mm,胶条宽度为4 mm,对刮出的胶条效果进行测试。结果表明:①刮出的胶条在长度方向的位置误差为±1.100 mm,宽度方向的位置误差为± 0.375 mm,符合卷烟产品包装品质要求,能够满足自粘软盒包装机的使用需求。②在商标纸运行速度曲线的中间位置选择刮胶起点和终点位置,可以获得位置准确、外观平整美观的胶条。该涂胶技术可推广应用于其他有涂胶需求的卷烟设备。
自粘软盒;包装机;热熔压敏胶;胶条;脉冲定位;导轨
自粘软盒烟包是中烟机械技术中心新研发的一种卷烟包装形式。为满足自粘软盒卷烟自动化生产的需求,基于FOCKE 350S包装技术[1]研制了新型ZB29型自粘软盒包装机组,该机组主要由YB29自粘软盒包装机、YB512盒外透明纸包装机、YB612硬条及条外透明纸包装机以及YF66盒包存储装置等组成,其中YB29包装机主要完成自粘软盒的包装成型功能[2]。在自粘软盒烟包生产过程中,需要对烟盒盖片的内侧前端涂一条可反复粘结的热熔压敏胶[3-6],这种胶与烟草行业广泛应用的水基冷胶的性质不同,其涂胶技术和设备也不同[7-8]。由于使用中胶条会暴露在外,因此喷涂的热熔压敏胶条要求形状美观、位置准确。而目前尚无热熔压敏胶涂胶技术在烟草行业自粘软盒包装设备中的应用报道。文献[9-10]中采用喷涂技术设计了一种热熔胶喷涂系统并应用于GDX1包装机上,但在实际应用中无法获得表面平整的胶条。为此,采用热熔压敏胶刮胶技术[11],利用脉冲定位方法,设计了一套新型热熔压敏胶涂胶系统,以准确控制胶条在商标纸上的相对位置,涂出外观平整美观的胶条,满足自粘软盒包装机的使用要求。
1 问题分析
1.1 涂胶方式及商标纸定位问题
自粘软盒的上方有一个盖片,盖片内侧前端涂有一条可反复粘结的热熔压敏胶条,取烟时揭开盖片,取烟后关闭盖片时压敏胶会重新将盖片粘结在盒体上,见图1。热熔胶的涂胶方式有非接触点喷涂、非接触式纤维喷涂和接触式刮涂3种。其中,非接触点喷涂和非接触式纤维喷涂方式可以使喷枪与商标纸不接触,但喷涂出的胶条不够整齐,外观品质不够理想。接触式刮涂方式可以使胶条外观平整,但刮枪要与商标纸接触。商标纸刮胶时在模盒的带动下快速通过刮枪底部的枪嘴位置,刮枪与商标纸之间间距过小会增加接触摩擦力,造成商标纸在刮胶过程中出现偏移现象,导致胶条相对商标纸歪斜;刮枪与商标纸之间间距加大可减小接触摩擦力,但容易造成运动中的商标纸无法将胶枪喷嘴流出的热熔胶全部带走,胶枪留有残胶,残胶积累过多则会污染包装设备。
包装过程中通常在商标纸水平转塔第二工位处进行压敏胶涂胶[11],此时商标纸转塔模盒内只有半折叠的商标纸,没有铝箔烟包支撑商标纸,商标纸与胶枪刮胶口之间的摩擦力会使模盒内的空商标纸歪斜,从而改变胶条在商标纸上的位置。另外,在涂胶过程中,商标纸随转塔一起作变加速度间歇运动,如果不将商标纸稳定地固定在模盒内,在商标纸上涂出的胶条都是歪斜的。
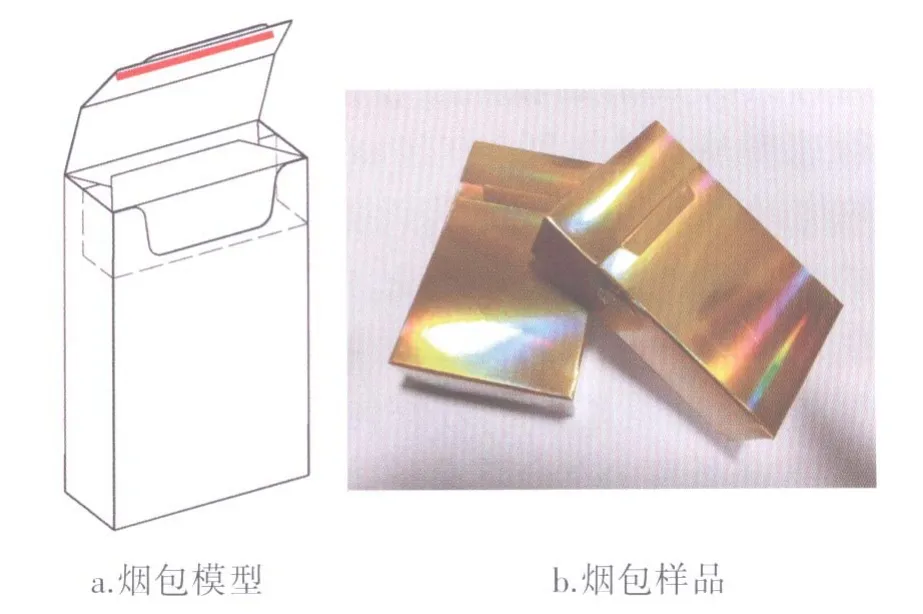
图1 自粘软盒烟包示意图
1.2 涂胶要求
自粘软盒所用商标纸形状、压敏胶胶条形状和位置如图2所示。压敏胶体整体呈圆弧状,胶条内侧边半径R为295 mm,胶条宽5 mm,长45 mm。胶条喷涂位置为商标纸盖片内侧,居中位于盖片上,盖片宽54.7 mm。胶条在长度方向的位置误差为±1.5 mm,在宽度方向的位置误差为±0.5 mm;胶条长度误差为±1.5 mm,宽度误差为±0.5 mm。
胶条厚度0.1 mm,厚度误差±0.05 mm,当设备速度发生变化时胶条厚度要求在误差范围内。包装机从开始启动逐渐加速到正常生产速度,模盒内商标纸运动的线速度也逐渐增加。当涂胶长度一定,且胶缸内压力保持不变时,包装机运行速度的高低会影响商标纸上的涂胶量,即包装机低速运行时胶量多,高速运行时胶量少,从而造成胶条厚度变化较大。

图2 压敏胶胶条形状和位置
1.3 胶条位置和长度控制问题
当设备的运行速度为定值时,若要在商标纸上获得图3所示胶条,胶枪必须在A点或B点开始刮胶,假设从A点开始经过一段时间T后在B点结束。实际上,胶枪虽然在A点开始刮胶,但胶枪针阀打开的时间并不是商标纸上A点运动到胶枪枪嘴的时间,而是要提前T1时间打开,即胶枪在获得信号到打开针阀并流出胶液时存在有滞后响应时间T1。若不考虑T1,假设商标纸运动速度为V,则胶条的开始位置有V×T1的长度偏差。同样,胶枪在关闭时也要提前T1时间关闭。
事实上,设备在生产过程中不可能以恒定速度运行。以YB29自粘软盒包装机为例,开机时其运行速度从0增加到300包/min。由于胶枪的滞后响应时间T1是恒定值,当设备速度改变时,商标纸的运行速度V会同步改变,此时胶条的起始和结束位置的偏差V×T1随之发生变化,且设备运行速度越快,偏差越大。另外,如果刮胶时间T不变,则胶条长度V×T会随设备速度增加而变长。
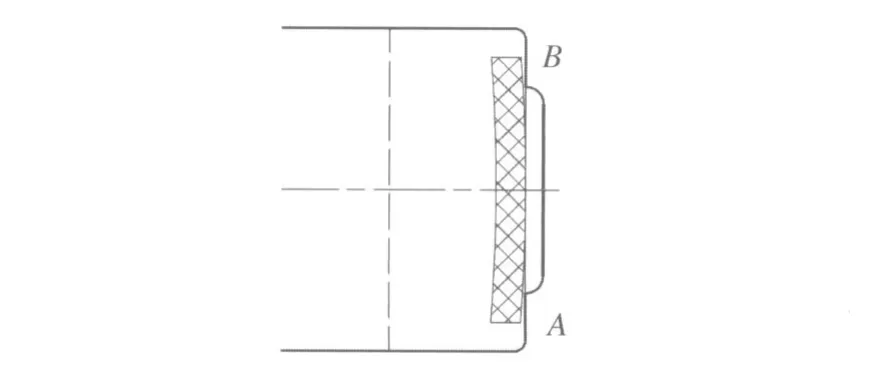
图3 胶条在商标纸上的位置
2 设计方法
2.1 系统组成
热熔压敏胶涂胶系统主要由胶缸、胶管、胶枪、触摸屏、控制器、编码器以及电眼(检测传感器)等部件组成。在生产过程中,包装机与胶缸之间有输入与输出信号,包装机只有在胶缸温度和压力满足要求时才能顺利启动,且胶缸的压力与包装机的运行速度相匹配,包装机停机时胶缸的压力同步迅速释放。包装机与操控屏及控制器之间也有输入与输出信号,相互通讯就绪信号。如图4所示,包装机运行时,电眼检测到商标纸,并将信号传递给控制器,并根据编码器传递过来的包装机运行速度信号控制胶枪涂胶与关闭。同时,胶缸根据包装机的运行速度控制胶压大小,并将胶通过胶管输送给胶枪,实现商标纸的涂胶。如图5所示,胶枪安装在一个直线气缸滑动平台上,当设备停机时,直线气缸滑动平台将胶枪提起并远离刮胶位置,重新启动设备前,再将胶枪复位。
2.2 定位导轨
为了获得外观平整美观的胶条,经过多次涂胶试验,最终选用了刮胶方式的涂胶技术。为解决在刮胶过程中模盒内的空商标纸发生歪斜问题,设计了一个商标纸定位导轨,见图6。该导轨与商标纸两内侧长边的顶部接触,确保没有铝箔烟包支撑的商标纸在随模盒转动时被稳定地固定在模盒内。
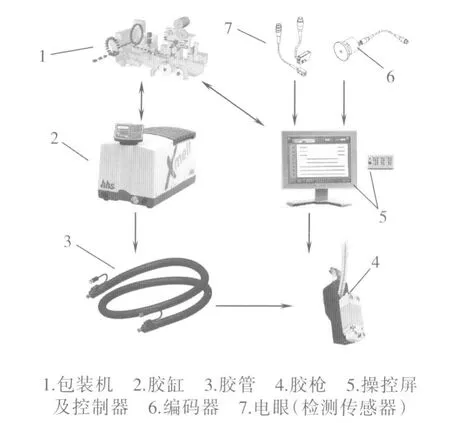
图4 涂胶工作流程图
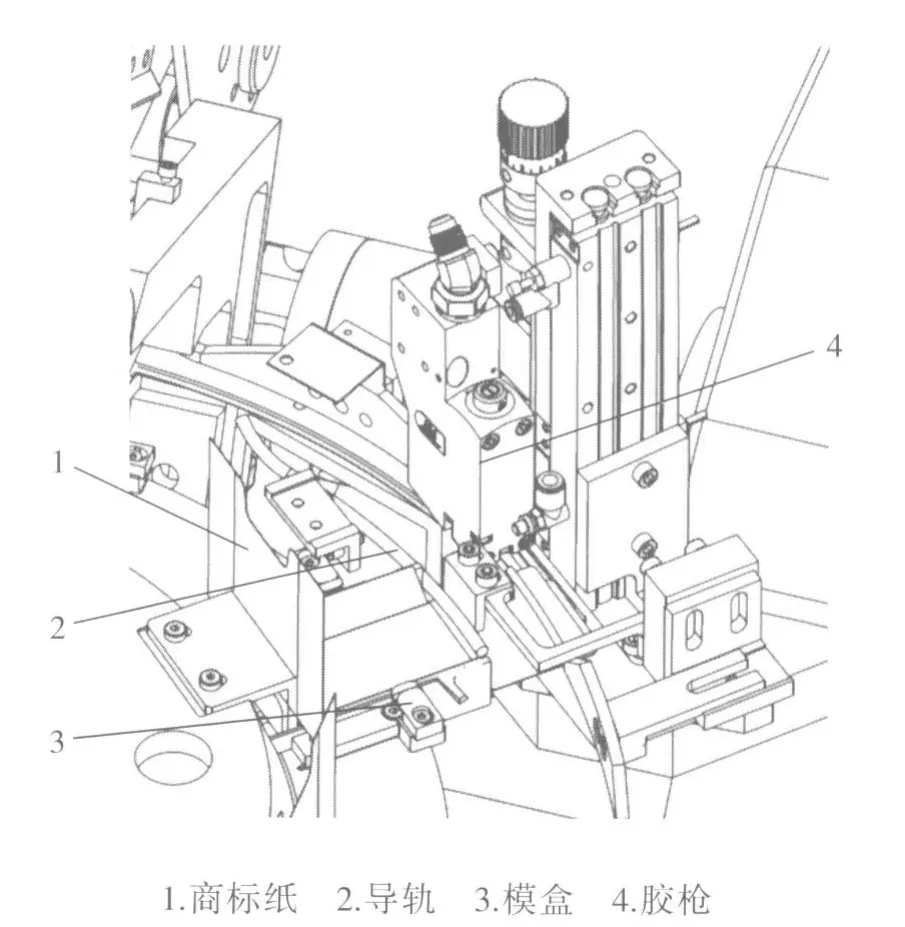
图5 胶枪安装位置示意图

图6 定位导轨示意图
该导轨的轨迹是一条三维空间曲线,其曲率沿相互垂直的两个方向变化,在设计时无法直接做出该轨迹,因此需要将其分解成两条二维平面曲线,即曲线C和曲线D,见图7。曲线C由C1和C2两部分组成,曲线D由D1和D2两部分组成,曲线C所在平面与曲线D所在平面呈90°夹角。直线段D1与圆弧段C1合成时获得的曲线段,仍为曲率变化为一个方向的圆弧段。而圆弧段C2与圆弧段D2合成时,由于两个圆弧所在曲面相互垂直,且都有曲率变化,因此获得的曲线是一条三维空间曲线。最终合成得到的整条曲线是一条三维空间曲线。
为了获得良好的定位效果,C1的圆心与模盒的转动中心重合,且其曲率半径与模盒最外端转动轨迹的半径相同。圆弧段C2的作用是使商标纸顺利进入导轨,而圆弧段D2的作用是使转动的模盒顺利进入导轨。
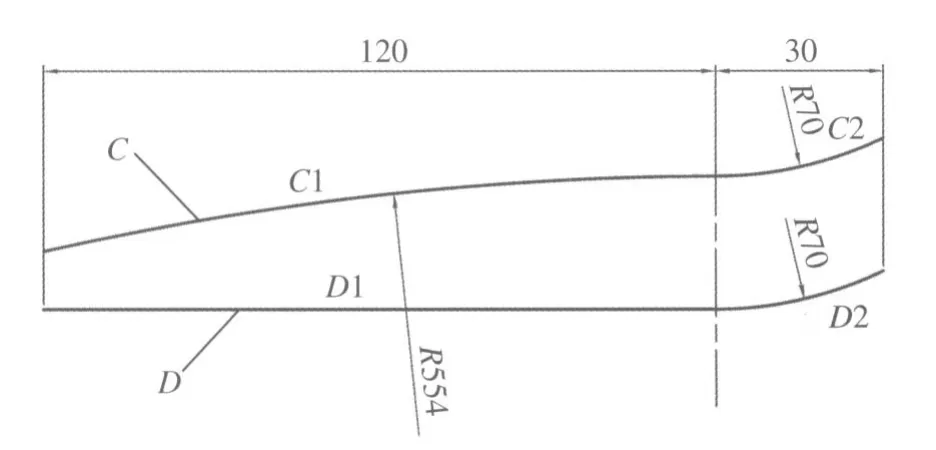
图7 定位导轨轨迹曲线
2.3 I/P转换原理
为解决胶条厚度随包装机速度变化问题,采用I/P转换器自动调节胶缸的胶压。先将包装机的运行速度转变成电信号,然后通过I/P转换器再把电信号转换成压力控制信号,使得胶缸内的压力能够跟随包装机运行速度进行同步调节。
2.4 脉冲定位方法
针对包装机实际运行中胶条相对商标纸位置出现偏差问题,没有采用传统的相位方法确定刮胶起点和终点位置,而是采用了脉冲定位方法。由于胶条半径为295 mm,即胶枪的刮胶直径为295×2=590 mm,所以水平转塔对应胶枪喷嘴位置转动一周的周长为590×π=1 853.54 mm,脉冲编码器读取商标纸转塔转动主轴的脉冲点数据,假设脉冲编码器转动一圈的脉冲点数为3 500,则编码器每个脉冲对应的弧长为1 853.54/3 500=0.539 6 mm,即编码器的分辨率为0.539 6。
在确定刮胶起点和终点位置时,只要选择相应脉冲点数即可获得胶枪刮胶口相对于商标纸的实际刮胶起点和终点位置,摆脱设备速度和时间对胶条位置的影响。同样,胶条长度也可采用脉冲点数确定,例如从刮胶开始到结束共经历100个脉冲,则胶条理论长度为0.539 6×100=53.96 mm。
实际情况中,带动商标纸转动的水平转塔在转动时是一个变加速运动状态,其运动速度曲线见图8。从曲线可以看出,两端位置速度较低,但变化较快;中间位置速度较高,但变化较慢。脉冲编码器在激发脉冲时,时间间隔是一定的,且整个运动周期内速度是不断变化的,因此编码器激发的每个脉冲点对应的实际长度并不是0.539 6 mm,每个脉冲点在速度曲线的两端位置对应的弧长变化最大,在中间位置变化最小。因此,在商标纸运行速度曲线的中间位置选择刮胶起点和终点,就可以获得位置和形状准确的胶条,起点与终点相对于曲线的中心轴是对称的。

图8 商标纸涂胶区域运动速度曲线
3 应用效果
为验证实际刮出的胶条效果进行了试验测试,试验参数包括:包装机生产速度为260包/min;胶缸压力为2.5 MPa,胶缸温度为160℃,胶管温度为170℃,胶枪温度为185℃;商标纸定量为205 g/m2,商标纸类型为转移铝复合纸,其表面涂覆亚光光油;胶条长度为45 mm,胶条宽度为4 mm。共选取4个样品,测试结果见表1。
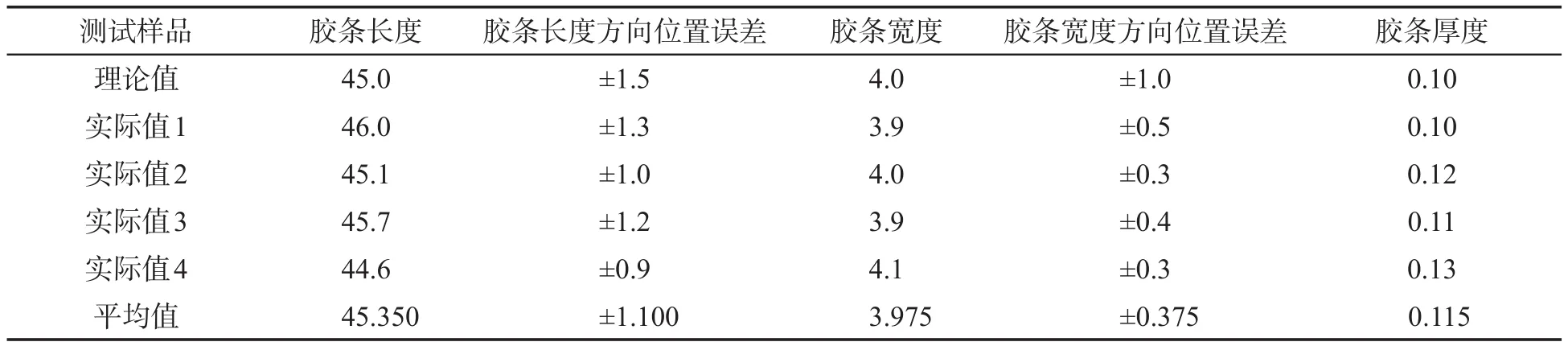
表1 刮出的胶条测试数据(mm)
由表1可见,胶条长度及在长度方向的位置误差相对较大,而胶条宽度及在宽度方向的位置误差相对较小,这是因为胶条长度及长度方向的位置控制主要依靠脉冲点控制,当编码器的精度较低或商标纸转塔转动产生振动时,都会影响脉冲点的采集,尤其是瞬时转速较高时,脉冲点的采集误差会更大,这也是图8中速度曲线不够光滑的原因。而胶条宽度主要由胶枪的出胶口尺寸决定,且商标纸相对胶枪的位置较固定,因此误差较小。
4 结语
热熔压敏胶涂胶系统在自粘软盒包装机上的实际应用情况以及测试结果表明:①刮出的胶条在长度方向的位置误差为±1.100 mm,宽度方向的位置误差为±0.375 mm,均在设计范围内,符合卷烟产品包装品质要求,能够满足自粘软盒包装机的使用需求。②在商标纸运行速度曲线的中间位置选择刮胶起点和终点位置,可以获得位置准确、外观平整美观的胶条。③该涂胶技术可推广应用于其他有涂胶需求的卷烟设备。
但该涂胶系统在实际应用中发现,当自粘软盒包装机的速度超过260包/min时,随着包装机振动幅度的增大,通过脉冲编码器获得的商标纸运动速度曲线变得更加不光滑,在选取刮胶的起点与终点时误差变大,由此导致涂出的胶条在长度方向的误差增加。因此,还需对该系统在高速状态下的涂胶效果进行优化和改进。
[1]和平,廖臻,罗恒.FOCKE包装机组[M].云南:云南科技出版社,2001.
[2]徐峰,黄德良,杜国峰.盖片式香烟包装盒的包装装置和包装方法:中国,201310280456.3[P].2015-05-06.
[3]吕广普,李显江,郭焱,等.丙烯酸酯类压敏胶的合成与性能研究[J].粘接,2009(9):46-49.
[4]张飞.压敏胶研究进展[J].中国胶粘剂,2007,16(12):42-45.
[5]王承潇,汤秀珍,沈平孃,等.热熔压敏胶应用于中药贴剂的研究进展[J].中草药,2010,41(3):496-499.
[6]殷锦捷,马海云.热熔压敏胶的开发应用[J].中国胶粘剂,2003,12(5):61-63.
[7]孙斌,赵朝阳,杜国锋.新型接装纸上胶装置的设计应用[J].烟草科技,2009(12):21-22.
[8]杨晓君.YB47包装机涂胶器啮合检测相位测量装置的设计应用[J].烟草科技,2013(1):28-30.
[9]吕小波.GDX1包装机组热熔胶喷涂系统的开发应用[J].烟草科技,2008(8):29-30.
[10]邓梅忠.GDX1软包包装机的“硬化”改造设计[J].海峡科学,2011(8):35-37.
[11]堡盟电子(上海)有限公司.压敏胶系统简易操作手册[G].2014.
责任编辑 曹娟
Application of Hot Melt Pressure Sensitive Adhesive Application System to YB29 Self-binding Soft Packer
XU Feng
China Tobacco Machinery Technology Center Co.,Ltd.,Shanghai 201206,China
In order to prevent the adhesive pattern on labels from misalignment,inaccurate shape or uneven adhesive thickness in a self-binding soft packets,a new type hot melt pressure sensitive adhesive application system was designed,which comprised an adhesive pot,an adhesive pipe,an adhesive gun,an operation panel,a controller,an encoder,a sensor,wherein the adhesive was applied by scraping to ensure good appearance.A label guide was designed to ensure the label positioning during scraping.The start and stop positions of scraping were monitored by pulse positioning method.I/P converter was utilized to harmonize the pressure in adhesive pot with the running speed of the packer.The scraping adhesive pattern was tested by setting its length and width 45 mm and 4 mm respectively,and the results showed that:1)The longitudinal and transverse position errors of scraped adhesive pattern were±1.100 and± 0.375 mm,respectively;which met the requirements of cigarette packing quality and satisfied the needs of self-binding soft packer.2)Setting the start and stop positions of adhesive scraping at the middle of label running speed curve would obtain an adhesive pattern with accurate position and good appearance.
Self-binding soft packet;Packer;Hot melt pressure sensitive adhesive;Adhesive pattern;Pulse positioning;Guide
TS434
B
1002-0861(2015)11-0074-05
10.16135/j.issn1002-0861.20151114
2015-06-11
2015-08-13
中烟机械集团2013年度烟草机械科学研究与技术开发指令性项目“自粘式翻盖软盒包装技术研究”(1102013327011)。
徐峰(1981—),硕士,工程师,主要从事烟草包装机械研究工作。E-mail:xuf_126@126.com
徐峰.热熔压敏胶涂胶系统在YB29自粘软盒包装机上的应用[J].烟草科技,2015,48(11):74-78.
XU Feng.Application of hot melt pressure sensitive adhesive application system to YB29 self-binding soft packer[J]. Tobacco Science&Technology,2015,48(11):74-78.
