闭式蒸汽凝结水回收系统在某工业厂房中的应用
2015-07-10朱俭峰
朱俭峰
汉嘉设计集团股份有限公司
闭式蒸汽凝结水回收系统在某工业厂房中的应用
朱俭峰
汉嘉设计集团股份有限公司
蒸汽作为一种高品位的热源,广泛应用于工业生产中,而蒸汽消耗后产生了大量凝结水的浪费和污染。本文根据国家能源和环保政策,结合工程实例,提出了在工业项目中应用闭式蒸汽凝结水回收系统进行节能改造的技术方案并进行经济和环保效益分析,最后总结了在工业项目应用此节能技术方案的注意要点。
工业厂房 闭式蒸汽凝结水回收系统 节能改造 环保 效益分析
0 引言
随着我国经济的高速发展,各种石油、化工、制药、食品、造纸、橡胶等工业厂房与日俱增[1],这类厂房一般均具备较大的水、电、汽等公用工程消耗量,其中巨大的蒸汽消耗量会带来等量的蒸汽凝结水直接排放,造成了工厂环境的蒸汽污染,也造成了资源和能源的浪费,有必要进行综合治理。同时世界范围内的能源短缺现象日益突出,节能环保逐渐成为社会经济生活中必须优先考虑的理念。
江西某制药企业为扩大规模,产生效益并适应环保要求,提出对已建某车间进行节能改造。凝结水中含有的热量可达蒸汽总热能的20%~30%且具备较高的回水温度,凝结水的品质优于软化水,接近纯水[2],因此蒸汽凝结水回收正是适应企业要求的最佳技术途径。
1 基础资料
1.1 厂房现状
位于江西某工业区,为已建三层厂房,生产X-CT非离子型碘造影剂、喹诺酮类等药物中间体,车间占地面积1631m2,建筑面积5995m2,建筑高度21.2m。
现有25只反应釜,用汽点多,总峰值用气量为15t/h(每只反应釜峰值用气量为600kg/h),反应釜的蒸汽使用率为40%,所以峰值时回收的高温凝结水6t/h,压力0.4~0.6MPa,温度约159℃。
厂房内工艺平面布置图详图1、图2、图3。

图1 ±0.000m平面工艺布置图
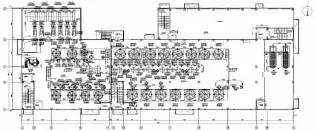
图2 +5.000m平面工艺布置图

图3 +12.500m平面工艺布置图
1.2 改造目标
经与企业沟通,达成以下改造目标:
1)凝结水回收利用≥95%。
2)二次气回收利用≥95%。
3)治理凝结水冒气问题。
4)节省运行费用,节约能源。
5)实现环保治理,减少污染排放。
2 应用闭式凝结水回收的必要性
2.1 蒸气凝结水的性质
蒸汽的热能由显热和潜热两部分组成,通常用汽设备只利用蒸汽的潜热和少量的显热,释放热量后的蒸汽液化成高温的凝结水,凝结水是高温软化水,其热焓值占蒸汽热焓值的25%左右。凝结水也是较好的蒸馏水,适合重新作为锅炉给水[3]。凝结水的价值=原水价值+软水价值+热量价值。
2.2 开式回收系统存在的问题
1)开式回收耗费软化水占凝结水总量的5%~ 20%,同时产生的大量二次汽必然消耗相应量的凝结水,在浪费大量汽化潜时还要带走等量的潜热,损失的热量占疏水器疏出热量的50%~70%。
2)冬季,大量蒸汽外冒会对环境造成严重的热污染,厂房墙壁被蒸汽腐蚀、剥落。
3)除氧水被氧气二次污染,溶氧水对水罐和用水设备造成腐蚀。
4)增加锅炉运行负荷和企业成本,浪费企业能源。
2.3 闭式蒸汽凝结水回收的特点
闭式凝结水回收所得的高温凝结水压力接近用汽设备的蒸汽压力,在相应的沸点下凝结水的焓值较高。闭式回收不会因为压力的下降引起焓值变化,同时避免了因疏水阀泄漏所造成的损失,故回收热效率较高。
闭式回收使凝结水二次汽及用热设备疏水器所漏蒸汽全部回收并得以综合利用,既节约了软化水资源,又节约了热能,从而降低生产运行成本。
闭式回收消除了热污染和潮湿环境,达到清洁生产。
闭式系统与外界隔绝,可以避免杂质的进入,也避免了凝结水二次污染及空气中氧分的再次溶入,减少管路系统内外腐蚀,延长设备使用寿命。
2.4 闭式与开式凝结水回收系统比较
根据相关厂家提供的数据及有关文献[4~6],得到闭式与开式凝结水回收系统的比较表如表1。
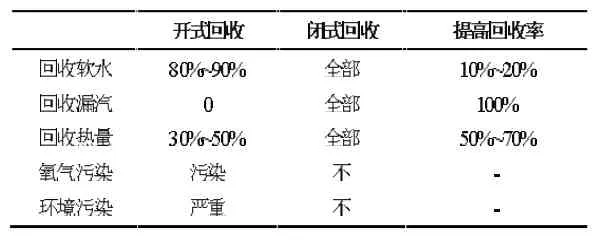
表1 闭式与开式凝结水回收系统对比表
3 闭式凝结水回收系统的改造方案
本工程应用闭式凝结水回收成套技术对系统进行改造,拟采用一台6t/h凝结水回收器将高温凝结水收集并输送回锅炉房。具体详图4、图5[5]:

图4 闭式凝结水回收系统简图
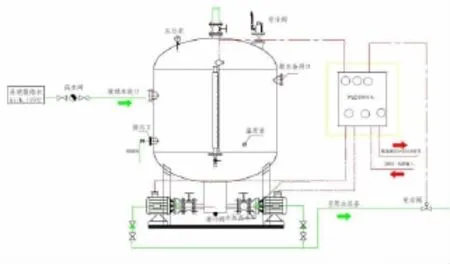
图5 闭式凝结水回收罐简图
3.1 闭式回收流程
闭式凝结水回收系统流程如下:各蒸汽管线疏水器后的凝结水汇集到各收集支管中,汇集到共网器中,被凝结水泵抽入贮罐内,依靠其内上部设置的压力平衡装置和底部的消除气蚀装置,达到气液分离,气体由于贮罐压力上升再液化成冷凝水,罐底部经输送泵送出,对于部分疏水器由于管路长、压力低或跨越龙门管架,靠自身压力不能汇集到共网器的情况,在这些管路上安装了自力增压器,使蒸汽冷凝水得到全部回收,回收到贮罐的冷凝水送出再进行利用。
3.2 技术方案特点
闭式回收系统特点是高效、节能环保、自动化、设备体积小、安装使用方便、施工周期短、经济效益高。
其主要运用了气蚀消除装置,消除了水泵气蚀,使凝结水回收在高温、密闭条件下运行,压力自动调节。将凝结水和二次汽全部回收利用,提高凝结水回收率和锅炉给水温度,与将其完全排弃相比可节约锅炉燃料12%~28%,与降温回收相比可节约锅炉燃料6%~22%。相当于增大了锅炉出力,可节省燃料20%~25%,节水20%~95%,减少排污物20%~25%,减少烟尘飞灰、CO2、SO2等有害物以及炉渣排放的 15%~30%,可显著降低环境污染。
3.3 系统配套设备
一套蒸汽凝结水回收系统一般包含:集水容器、气蚀消除装置、调压装置、除污装置、引流装置、汽水分离装置、导流装置、凝水快疏装置、水泵及相关阀门、仪表、变送器、变频器、触摸屏、自动控制箱等成套设备。
4 改造结果分析及评价
4.1 改造后的效果
本工程经改造实施、调试和试运行一段时间后产生了以下效果:
1)彻底消除因排放凝结水和闪蒸二次汽造成的热污染,实现清洁生产,改善工作环境。
2)在用户正常生产条件下对凝结水进行完全闭式回收利用,不影响工艺生产。
3)凝结水不会被空气中的氧气再污染,可以直接利用,节约水处理费用。
4)凝结水泵不气蚀。
5)回收的高温凝结水用到锅炉系统,节约燃料费用。
6)系统设计合理,凝结水回收装置自动化连续运行。
4.2 经济效益分析
计算基础数据:煤价400元/t,软化水价2元/t,煤炭发热值5400kcal/kg,锅炉效率90%,常温水24℃(热值 101kJ/kg),工艺系统产生的凝结水量约 6t/h(159℃),年运行3000h,电价0.35元。
1)节约的燃料费:每年产生的凝结水量Go=6× 3000=18000t,高温凝结水和二次汽回收后,温度为130℃(热值535kJ/kg),回收的热量Qbw=18000×535= 9630×106kJ。则全年节约的燃料费Yrs=Qbw×400元/(η× q)=9630000×400/(90%×22572)=189615元(注:η为锅炉热效率,取η=90%;q为煤炭低位发热量,取q= 5400kcal/kg=22572kJ/kg)。
2)节约的水费及水处理费用:Q=18000×95%= 17100,Y水=17100×2=34200元。
3)节约的电费:未计入效益。
4)节约的总费用合计:Y总=189615+34200=223815元。
综上计算结果可以看出经济效益非常显著,这还不包括锅炉运行减少的电费,因回收系统净化水质,减少氧腐蚀,延长了锅炉和系统设备的使用寿命的效益。
4.3 投资概算与回收期
一套闭式凝结水回收装置,包括附属设备、电气、仪表、施工工程等总报价约80万元,则投资回收期=80/22.3815=3.574年,即不足4年即可回收投资。
5 工业项目应用蒸汽凝结水回收系统要点
多年来,经国内各专家和厂家精心研究,闭式蒸汽凝结回收技术已相当成熟,大量的应用实践已证明经济和环境效益显著,但在实际项目应用中,需结合工程项目的实际情况注意到以下几点:
1)根据厂房的防火、防爆、防腐蚀等特殊生产性质,在设备订货时提出不同的要求。
2)根据厂区总图布局合理利用回收后的蒸汽凝结水。
3)在初步设计时就考虑到全厂区应用蒸汽凝结水回收系统。
4)结合当地汽价及能源环保政策进行技术经济分析。
5)在施工安装过程中严格遵循安装工程规程,确保管网坡度、变径、阀门、保温等遵循施工工艺。
[1] 肖春梅.我国工业布局的演变特征、存在问题与优化策略[J].当代经济研究,2011,(1):73-78
[2] 李旭堂,王凤军,王国强.轻烃分馏装置蒸汽凝结水的回收及综合利用[J].化工进展,2009,28:81-83
[3] 李国第.蒸汽凝结水回收中开式系统与闭式系统使用效果对比分析[J].工业锅炉,2012,133(3):46-48
[4] 魏青平.几种蒸汽凝结水回收系统的比较[J].甘肃科技,2010, 26(5):60-64
[5] 张守汉,谭芙蓉,肖晔.闭式回收技术在蒸汽冷凝水回收利用中的应用[J].节能,2007,(1):34-36
[6] 浦占锋,沈炳耘.蒸汽凝结水闭式回收系统在啤酒厂节能中的应用[J].能源技术,2006,27(4):27
Closed Steam Condensate Water Recovery System Used in an Industrial Plant
ZHU Jian-feng
Hanjia Design Group Co.,Ltd.
As an high grade energy,steam widely used in industrial production,but a lot of condensate waste and pollution problems arising after the steam consumption has been plagued.According to the national energy and environmental policies,combined with engineering examples presented in the application of industrial projects closed steam condensate recovery system,energy-saving technical solutions and analysis of economic and environmental benefits,it concluded the points to note in industrial projects to apply this energy-saving technical solutions.
industrial plants,closed steam condensate water recovery system,energy saving,environmental protection, benefit analysis
1003-0344(2015)04-071-4
2014-5-25
朱俭峰(1987~),男,本科,工程师;杭州市拱墅区湖墅南路501号汉嘉设计集团800(310000);0571-89975085;E-mail:vampireares@163.com
