接触片级进冲模设计
2015-07-01彭伟力
彭伟力
(湘潭技师学院,湖南 湘潭411100)
如图1 所示接触片零件,材料10# 钢,厚度1.5mm,大批量生产。

图1 零件图
1 工艺分析
冲压件的工艺性是指冲压件对冲压工艺的适应性。一般情况下,对冲压件工艺性影响最大的是几何形状尺寸和精度要求。良好的冲压工艺性应能满足材料较省、工序较少、模具加工较容易、寿命较高、操作方便及产品质量稳定等要求。
由图1 可见,该零件形状简单,尺寸较小,厚度适中,且为大批生产,属于普通冲压件。但有几点需要注意:①两孔壁与周边距较小,设计模具时应加以注意;②弯曲时,为避免弯曲根部撕裂,要将折线错开尖角处;③制件较小,从安全考虑,要采取适当的取件方法;④由于是大批量生产,应重视模具材料和结构的选择,保证模具寿命。
2 工艺方案确定
基本工艺为落料、冲孔、压弯。考虑到制件为大批量生产,采用连续级进模冲压,方案有:①冲孔→落料→弯曲;②冲孔→切断→弯曲;③冲孔→弯曲→切断。
经分析,方案①模具结构复杂,并在弯曲时空位较困难;方案②弯曲在切断之后,将影响空位误差,从而影响工作精度;③方案③属于级进冲压,解决了方案①、②存在的问题,所以选择方案③。
选定方案③后,根据不同的排列可以得到如图2、图3 两种不同的排样方式。
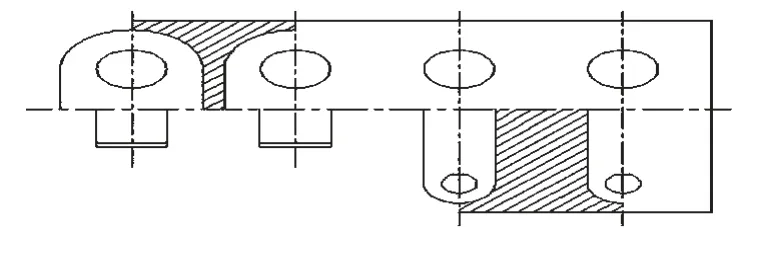
图2 排样方式1
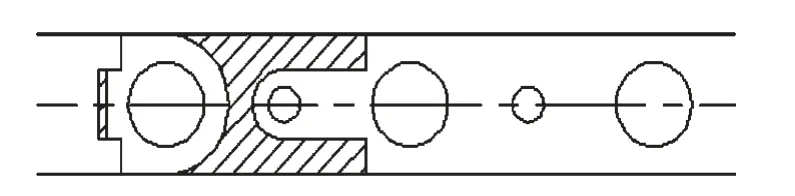
图3 排样方式2
经过分析,后者可大大简化模具结构,最终采纳排样方式2 的排样方式。
3 工艺设计注意事项
(1)为保证制件平整,本模具采用弹性卸料装置,弹性卸料装置可以对冲孔小凸模起导向和保护作用。此外,为方便操作,本模具选用横向送料,因制件较薄,故采用挡料销定位,为提高精度,还用一个导正销定位。
(2)本模具采用手工送料,落料凹模切断面积较大,直接用螺钉与圆柱销固定在上模板上,且用固定板固定;凸模直接用螺钉与圆柱销固定在下模板上。
(3)该制件简单,尺寸不大,因此选用整体式矩形凹模较合理。因生产批量大,选用Cr12Mo2 为凹模材料。
4 落料凹模加工工艺规程
根据生产条件,落料凹模加工工艺规程如表1所示。
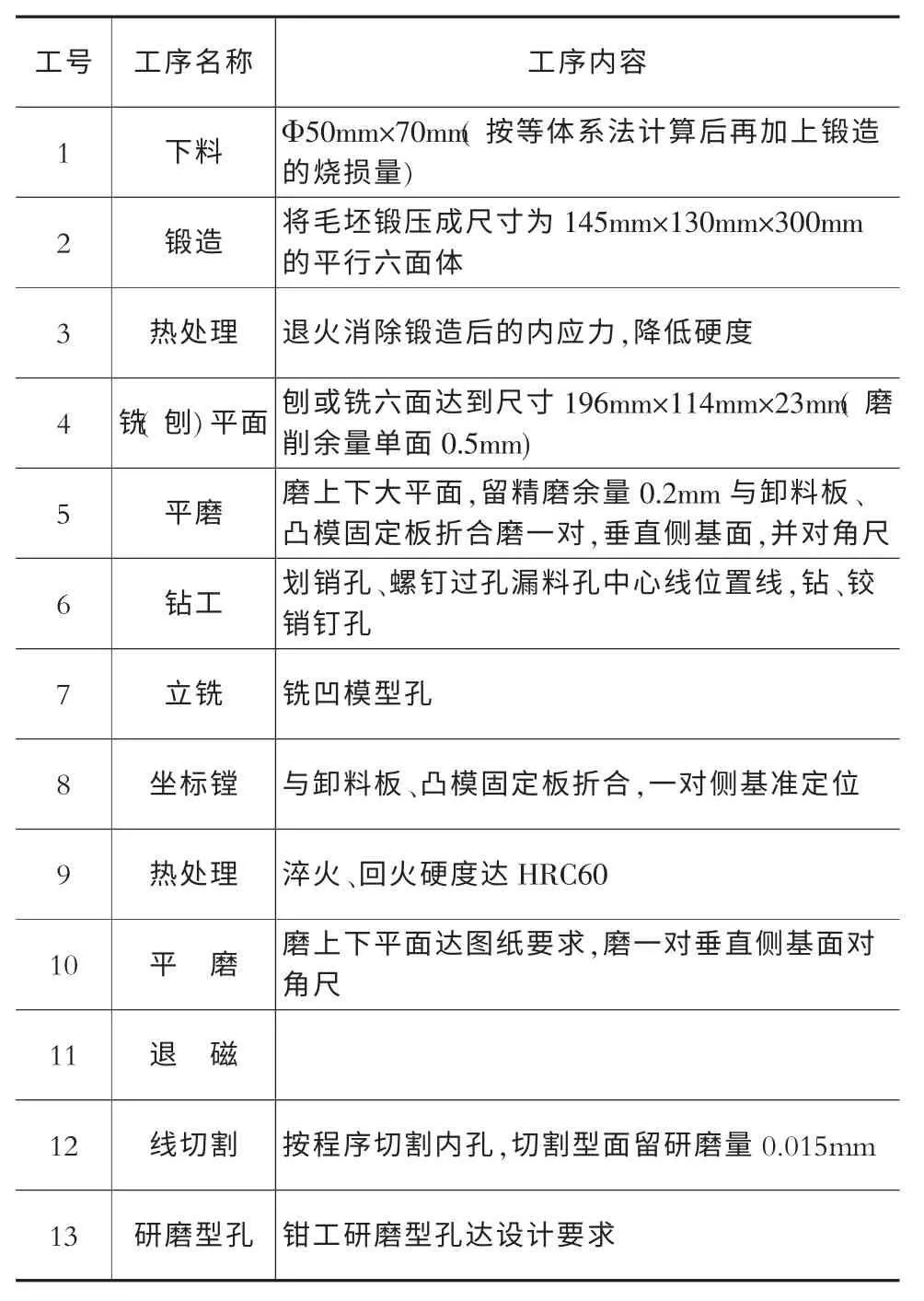
表1 落料凹模加工工艺规程
5 模具总装图设计
如图4 所示为该零件的模具装配图。
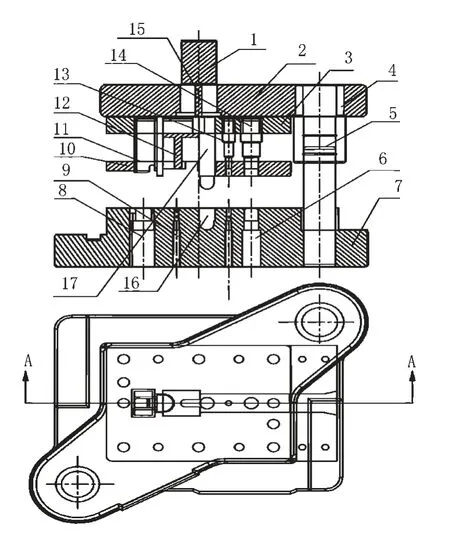
图4 装配图
[1]成 虹.冲压工艺与模具设计[M].北京:高等教育出版社,2011.
[2]沈言锦.资料夹底座多工位级进模设计[J].锻压装备与制造技术,2008,43(1).
[3]彭建生.模具设计与加工速查手册[M].北京:机械工业出版社,2010.
[4]沈言锦.弹簧卡箍多工位级进模设计[J].锻压装备与制造技术,2007,42(6).
[5]李铭杰.冲模设计应用实例[M].北京:机械工业出版社,2013.