连续精馏催化合成乙酸乙酯工艺的研究*
2015-06-11刘秉智
刘秉智,曹 强
(渭南师范学院 化学与生命科学学院,陕西 渭南 714000)
乙酸乙酯是工业上一种非常重要的溶剂、萃取剂和香料添加剂,广泛用于涂料、油墨、胶黏剂、合成纤维、医药和香精香料的工业生产中[1]。乙酸乙酯的传统生产工艺是以乙酸和乙醇为原料,浓硫酸为催化剂,在反应釜内进行酯化反应,生成乙酸乙酯和水,然后精馏分离制得最终产品。由于受到酯化反应化学平衡的限制,转化率较低,产品分离提纯工艺较为复杂。同时因为催化剂浓硫酸的使用,又存在着设备腐蚀严重、生产周期长、后处理困难和环境污染等问题[2]。近年来,用固载杂多酸替代浓硫酸催化剂合成乙酸乙酯的研究报道很多[2],但存在着非均相分离,很难实现工业化生产[3]。随着反应精馏技术的快速发展[4],使得固载杂多酸催化合成乙酸乙酯工业化应用变为可行。作者以自制的填料D=5 mm球形活性炭负载磷钨酸作为催化剂,反应精馏合成乙酸乙酯,催化剂也是反应精馏塔的填料,同时起到催化反应和精馏分离的作用,实现了连续精馏催化合成乙酸乙酯的工艺过程。
1 实验部分
1.1 试剂与仪器
D=5mm球形活性炭:巩义市东方净水材料有限公司;磷钨酸:分析纯,上海化学试剂厂;乙酸、乙醇:分析纯,西安化学试剂厂。
6820气相色谱仪:安捷伦科技有限公司。
1.2 填料催化剂的制备
1.2.1 D=5 mm球形活性炭预处理
D=5 mm球形活性炭用稀硝酸浸泡,以便除去活性炭中的碱性灰分,再用去离子水洗涤至中性,置于烘箱中于120 ℃下,干燥8 h后,放入干燥箱中备用。
1.2.2 负载磷钨酸
称取500 g磷钨酸,在5 000 mL反应釜中溶解于2 500 mL水,再将500 g备用活性炭投入反应釜中与磷钨酸溶液混合,在缓慢搅拌下加热回流8 h。然后抽滤脱水、用去离子水洗涤活性炭至中性,置于烘箱中于120 ℃下烘干燥8 h,制得填料催化剂[5]。
1.3 合成实验装置
D=30 mm玻璃填料精馏塔,内装自制填料催化剂,填料高度1.5 m。工艺流程见图1。

图1 工艺流程示意图
1.4 分析方法
用安捷伦6820气相色谱仪测定精馏塔顶冷凝液的水、乙醇、乙酸和乙酸乙酯组分的质量分数。
1.5 实验操作步骤
连续精馏塔是在常压下进行的,开车前在塔釜内加入n(酸)∶n(醇)=3.5∶1的混合液,然后开启电加热器使塔釜混合液至沸腾状态。当塔顶有冷凝液时,保持全回流操作致使塔顶液泛30 min,以使填料催化剂表面充分润湿。30 min后,降低塔釜加热量,维持精馏塔的正常操作。当塔顶温度恒定后,调节回流比、开启乙酸、乙醇进料,按照已选定的实验条件进行操作。待实验过程稳定后,以塔顶w(乙酸乙酯)为考察指标,讨论各种工艺条件的影响。
2 结果与讨论
2.1 回流比对塔顶w(乙酸乙酯)的影响
固定乙酸、乙醇的进料位置,进料n(酸)∶n(醇)=3.5∶1,乙醇进料量为1 mol/h,乙酸进料量为3 mol/h的操作条件下,调节回流阀,在不同回流比(质量比,下同)条件下进行实验,结果见表1。

表1 回流比对塔顶w(乙酸乙酯)的影响
由表1可以看出,随着回流比的增大,塔顶w(粗酯)逐步增大,这是因为加大回流比,提高了乙酸乙酯的分离效率,有利于酯化反应的进行。但是当回流比从3.5增加到4.0时,塔顶粗酯含量不升反而下降了,这是因为塔内乙酸乙酯量过大时,酯化反应发生了逆反应而造成的。因此适宜的回流比应控制在3.0~3.5较好。
2.2 进料酸醇比对塔顶w(乙酸乙酯)的影响
在固定乙酸、乙醇的进料位置,回流比=3.5,乙醇进料量为1 mol/h的操作条件下,调节乙酸进料量,在不同的n(酸)∶n(醇)条件下进行实验,结果见表2。

表2 进料酸醇比对塔顶w(乙酸乙酯)的影响
由表2看出,随着乙酸量的加大,塔顶乙酸乙酯的含量增加,这是因为反应物物量加大有利于酯化反应的进行。而乙酸量过大时,反应生产的乙酸乙酯在酸环境下发生了逆反应致使塔顶的乙酸乙酯质量分数下降。所以进料控制n(酸)∶n(醇)=3∶1较为适宜。
2.3 进料位置对塔顶w(乙酸乙酯)的影响
在通常的精馏操作中,进料位置都设在塔内组成与进料组成相近的位置处。但在反应精馏操作中,进料大多都是纯组分,进料位置与一般的精馏操作肯定不同。固定n(酸)∶n(醇)=3∶1和回流比=3.5,乙醇流量为1 mol/h和乙酸流量为3 mol/h的工艺条件下,改变酸、醇进料位置进行实验,结果见表3。
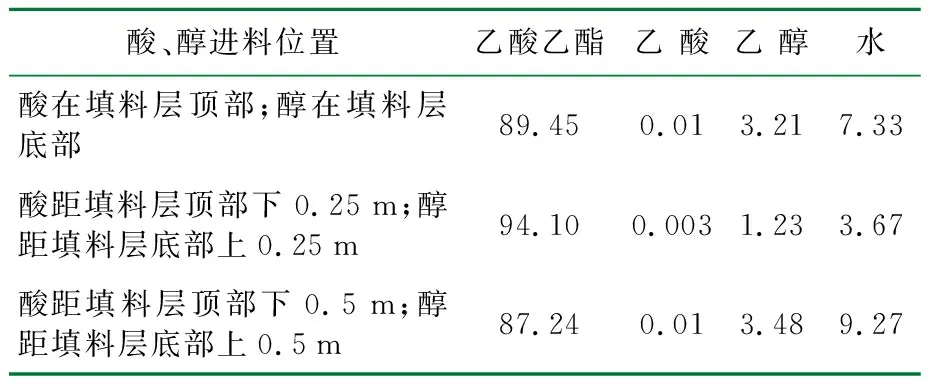
表3 酸、醇进料位置对塔顶w(乙酸乙酯)的影响 w%
由表3可以看到,乙酸距填料层顶部下0.25 m;乙醇距填料层底部上0.25 m处加入精馏塔中,其塔顶w(乙酸乙酯)较高,这是因为此处提供了较大的反应精馏段和反应时间,又保证了较好的精馏分离段。
3 结 论
通过以上的实验结果分析和讨论,得到以自制的填料D=5 mm球形活性炭负载磷钨酸作为催化剂,装填到D=30 mm反应精馏塔中,连续精馏催化合成乙酸乙酯的优化工艺条件为回流比=3.5,n(酸)∶n(醇)=3∶1,乙酸距填料层顶部下0.25 m、乙醇距填料层底部上0.25 m处加入精馏塔中,塔顶w(乙酸乙酯)达到94.10%,可直接进入乙酸乙酯精制塔中精制。与传统乙酸乙酯生产工艺相比,催化剂催化活性高,设备腐蚀性小,不存在催化剂分离,工艺流程简单,只是填料催化剂的使用寿命和再生条件还有待于进一步研究。
[ 参 考 文 献 ]
[1] 《实用精细化学品手册》编写组.实用精细化学品手册[M].北京:化学工业出版社,1996:1268-1270.
[2] 朱继芳,寥世军,陈焕钦,等.乙酸/乙烯酯合成乙酸乙酯工艺的研究与开发[J].化学反应工程与工艺,1999,15(3):314-318.
[3] 曹忠良,汤青云.活性炭负载杂多酸催化合成乙酸乙酯的研究[J].湖南城市学院学报(自然科学版),2005,14(3):58 -59.
[4] 杜长海,孙德,贺岩峰,等.催化精馏过程制备乙酸乙酯的研究[J].现代化工,2006,26(增刊2):163 -167.
[5] 刘秉智.活性炭负载杂多酸催化氧化环已醇合成已二酸[J].化学世界,2007,48(8):494-495.
