陶瓷球计数装袋机控制系统及界面设计
2015-06-10周井玲翟春树杨苏云王星星
周井玲,翟春树,杨苏云,王星星
(南通大学机械工程学院,江苏 南通226000)
随着自动化生产的发展,产品包装过程中的自动控制技术直接影响包装工作的效率,可靠性和物力消耗等,是包装的关键技术。在我国,包装产业发展迅速,技术日益成熟,企业在满足基本包装要求的同时,更加注重包装过程中高效,准确和人性化的操作[1-2]。陶瓷球计数装袋直接影响产品包装数量的准确性和包装的效率。作为包装过程中的重要一环,其智能化和人性化程度亟待提高,以降低操作的复杂性,提高计数装袋的准确度和效率。目前PLC 技术已经成为提高生产设备控制系统效率的主要方法之一[3-5],配合触摸屏操作界面使得人机交互更加方便[6-7]。文中采用基于PLC和触摸屏的控制系统,应用于计数装袋机,并对人机界面进行研究设计,提高控制系统的可操作性,实现智能化。
1 装袋控制系统分析与设计
1.1 系统设计
根据计数装袋机的运行和功能要求,采用光纤传感器对陶瓷球进行信号采集,通过PLC对传感器信号进行处理并显示在人机界面上,依靠伺服电机带动转盘转动实现连续装袋,其中以PLC为基础的伺服控制器的作用显而易见。计数装袋机的PLC控制系统组成见图1。

图1 控制系统构成Fig.1 Control system diagram
其各部分功能介绍如下。转盘控制驱动系统功能为接收PLC 和HMI 输入的运转命令及转动角度设定,监测编码器传回的脉冲信号,获得转动角度及转动位置,控制伺服电机的运转速度及同步定位动作。光纤传感器的主要功能是信号检测,产生脉冲,获得陶瓷球的数量。人机界面(HMI)的功能为接收参数设定数据及显示设备运转状态。PLC 的功能为处理基本接口,传动,开关信号。伺服电机功能为带动转盘的转动,编码器靠轴的转动而带动编码器产生脉冲信号,辅助整个系统完成装袋功能。PLC控制系统一方面处理光纤传感器的脉冲信号实现计数,一方面控制伺服电机的转动,以达到较高的工作效率,使计数装袋顺利进行。
1.2 流程说明
计数装袋机流程设计是该控制系统的核心,同时是人机界面设计的基础。通过研究,整个工作过程主要分为送球,计数,装袋。电机转动带动传送带实现陶瓷球的送料,计数则由光纤传感器与PLC配合完成,通过电磁阀实现对挡流板的控制,从而精确控制每袋陶瓷球的数量,陶瓷球最后通过导流道顺利进入包装袋中。主要流程控制见图2。

图2 流程控制Fig.2 Process control diagram
伺服控制系统主要控制机械装置完成送球、截流和装袋转动的协调。送球速度很关键,如果速度过快就会产生陶瓷球颗粒流的瓶颈效应,造成堵塞,影响设备的工作。陶瓷球每触动光纤传感器的光轴1 次就会产生1 次脉冲,PLC 就会对此计数1 次,需要注意的是传感器与PLC 的工作频率一定要满足系统要求,否则会造成计数的不准确。当计数达到设定值时,挡流板迅速落下,延时,陶瓷球入袋,伺服控制系统最终完成转盘转动。触摸屏人机界面可随时对系统进行停机和运行的控制,同时也可设定批量计数和转动角度,系统自动进行控制。
2 PLC与触摸屏控制系统的实现
2.1 PLC与触摸屏控制系统
PLC使用方便,编程简单,可靠性高,抗干扰能力强[7-8]。PLC 已被广大用户公认为最可靠的工业控制设备之一。目前相关领域的研究着重于对控制系统的优化设计,以提高设备的整体质量和工作效率[9-11]。本文所述计数装袋机在样机设计和测试中,控制系统采用三菱FX 系列的PLC作为主控核心,与三菱GOT1000系列触摸屏连接,三菱FX系列控制主机与伺服系统通讯,直接对伺服系统输入参数,方便程序的编制与修改。三菱FX3U控制器通过扩展模块可以作为执行主机,具有多个输入输出点,可以满足4道光纤传感器信号输入、启动、停止等各种信号以满足应用需求[12]。控制系统的基本输入/输出规划如表1所示。

表1 PLC I/O点规划Tab.1 PLC I/O planning chart
整个控制系统通过PLC 的输入输出实现逻辑控制,通过信号通讯实现对伺服的控制、人机界面的执行及状态的显示等。整体设计按照设备流程要求利用PLC和触摸屏配合设计完成。
2.2 PLC高速计数器的使用
本文所述控制系统中,由传送带送球,速度较快,所以光纤传感器接收的信号频率较高,为满足信号要求,需要使用PLC 内置高速计数器。高速计数器根据特定的输入执行动作,根据中断处理进行高速动作,它与可编程控制器的扫描周期无关。需要注意的是PLC 的内置高速计数器分配在指定的输入端,输入端X0,X1,X2,X3 分别对应的内置高速计数器是C235,C236,C237,C238,不可重复使用。在计数时,三菱FX 系列PLC内置高速计数器的当前值达到设定值时,需要立即进行输出处理,需要使用高速计数器比较置位/复位指令,即HSCS/HSCR 指令。按设计要求当计数值达到设定值时,挡流板应该落下,从而保证此袋球数量正确,本文程序运行过程中总会出现挡流板不能落下的问题,这是PLC程序扫描周期造成问题,具体解释就是修改前使用的是(=)指令,在第1 个扫描周期时,计数值是设定值的前一个数,可是到下一个周期时,计数值是设定值的后一个数,这样PLC就捕捉不到设定值与计数值相等的情况,所以挡流板就不会落下。编者进行了优化设计,用(>=)指令代替了(=)指令,这样,即使程序扫描错过了这个设定值,在下一次扫描时计数值一定是大于等于设定值的,这样PLC 就会执行程序指令,很好地解决了这个问题,部分示例程序如图3所示。
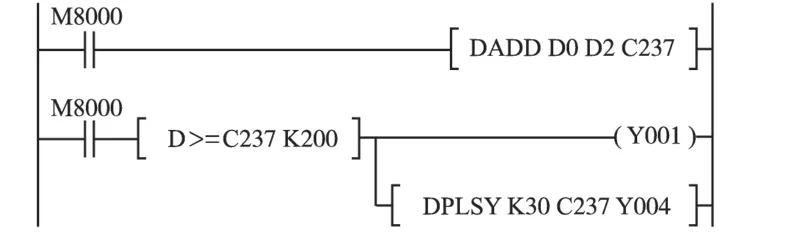
图3 示例程序Fig.3 The sample program
3 控制系统人机界面设计
3.1 设计原则
根据计数装袋机的工艺需求,控制系统使用三菱GOT1000 系列触摸屏,对系统进行操作、监视控制和参数设置,主要工作包括:控制功能(运行、停止、清零);参数的设置(每袋袋数、延时时长、转动角度等);监控及报警讯息。在控制系统中,操作人员将控制信息通过触摸屏界面的输入模块传递给设备,设备通过界面的输出模块将反馈信息显示在人机界面上,达到人与设备的信息交流,达到控制机器的目的。因此,人机界面的设计关乎用户能否正确有效地控制机器的运行。人机界面设计的基本原则有:1)充分考虑显示与控制的逻辑关系,以提高工作效率和减少差错;2)充分考虑到实际的工作环境及使用需求,以及人的生理特点和形成的动作习惯,合理设置显示界面;3)根据显示与控制功能组的构成,考虑视觉与使用功能,可提高辨识的效率和准确度;4)考虑整体布局的美观性,电子设备的设计不仅要有其实质的功能性,还应具有良好的美观性,贴合用户的生活,以提高工作效率[13]。
3.2 人机界面设计的实现
为实现计数装袋机控制系统人机界面操作的人机互动性,对界面进行优化设计。计数装袋机运行平稳,平地摆放,工作气氛和谐,根据人机工程学理论,界面色彩不宜过于刺激与强烈,也不宜沉闷枯燥,应使使用者在工作时心情愉快。中性灰的颜色可以产生坚固有力及稳重的视觉感,达到既稳重又生动和谐的效果。所以该方案标准色为浅灰色(图4 中白色部分),见图4a。蓝色代表沉稳,在工业生产中,具有暗示、警示作用[14],让使用者在保持工作效率的同时,提醒使用者在生产过程中要时刻保持清醒,对生产过程中的突发情况能够冷静沉着应对,所以按键基色为蓝色(图4中黑色部分)。报警显示选择橙色(图4中灰色部分)。
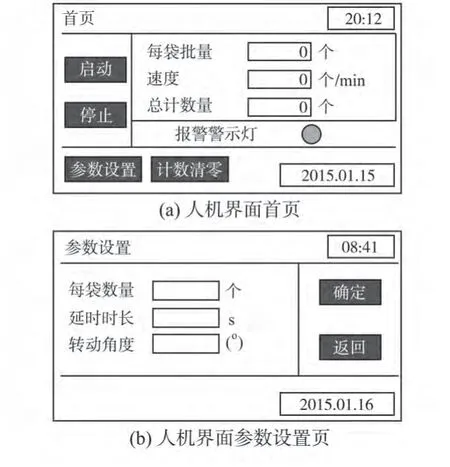
图4 计数装袋机界面设计Fig.4 Interface design of counting package machine
人机界面的显示信息排列以该系统的操作要求和工艺流程为基础,减少人眼的信息搜索任务。在人的感知问题上,人会扫描环境的突出点,积极地寻找出现的目标。当在搜索目标时遇到干扰,就常产生视觉误差,增加错误操作的概率,使安全性和效率降低。界面首页上触摸按键按照L型排列方式排列,显示信息集中在矩形方框内,一目了然。时间放在右上角,日期放在右下角,避免密集集中,简明清晰。黑体字没有衬线装饰,字形端庄,笔画横平竖直,所有字体选用黑体。参数设置输入界面是用户操作最频繁的界面,也是界面控制系统中最可能出现错误的部分。其设计的目标是:简化用户工作,尽可能降低误操作概率[15]。在设置参数界面,按照从左到右的顺序,设置参数集中在左半部分,确定和返回按键设置在右半部分。用户设置参数时,点击数字框,界面会弹出键盘,键盘可拖动,操作者在对某个参数进行修改时,也可查看其他参数的实时数值,见图4b。本文所述人机界面从人机工程学角度来研究界面设计,将人机工程学理论应用在人机界面的实际设计中,对计数装袋机的人机界面设计提出了具体可行的设计原则,使设计条理化,创造型设计理性化。提高了操作系统的可靠性、舒适性、高效性和识别的准确性。
4 结论
计数装袋机控制系统采用PLC、电气元件和美观的触摸屏,对计数装袋工艺流程进行简洁、智能控制,充分满足了流程及控制需求,使设备以自动化的方式运行,提高了产品的计数精度和效率。经过优化设计的人机控制界面,人机交互更加高效准确,使得控制系统的可靠性大大增强,便于操作人员的观察和对设备的维护。本文所设计的控制系统通过在计数装袋机上模拟运行调试,很好地达到了使用效果,基本实现了自动化控制,使计数装袋机的整体设计提高了一个新的层次。
[1] 魏艳红,韩丽洁,许昌.基于PLC 的电动缸伺服控制系统设计[J].电气传动,2014,44(10):60-63.
[2] 吴忠,吕绪明.基于磁编码器的伺服电机速度及位置观测器设计[J].中国电机工程学报,2011,31(9):82-87.
[3] Sarma S,Agrawal V K,Udupa S.Software-based Resolver-todigital Conversion Using a DSP[J].IEEE Transactions on Industrial Electronics,2008,55(5):371-379.
[4] Lamkull Dan,Hanson Lars,Ortengren Roland.The Influence of Virtual Human Model Appearance on Visual Ergonomics Posture Evaluation[J].Applied Ergonomics,2007,38(6):713-722.
[5] Zaeh M F,Poernbacher C.Model-driven Development of PLC Software for Machine Tools[J].Production Engineering,2008,2(1):39-46.
[6] Schmidt A,Spiessl W,Kern D.Driving Automotive User Interface Research[J].IEEE Pervasive Computing,2010,9(1):85-88.
[7] 蔡锦达,尤黔林,黄树根,等.基于台达PLC 的纸护角机控制系统[J].包装工程,2010,31(15):77-80.
[8] Liang Na,Xiao Jiang.Design of Automatic Production Line Training System Based on PLC[J].Sensors and Transducers,2013,155(8):271-277.
[9] 马立新,王建梅,康建峰,等.轧机轴承试验台PLC 与直流调速装置故障处理[J].轴承,2012(11):29-31.
[10]谢秋金,李晓菲,董衍旭,等.基于可变计数门限的车检器设计[J].电子技术应用,2012,38(1):21-23.
[11]殷佳琳,王舒华,张文君.基于PLC的变频恒压供水系统设计[J].控制工程,2014,21(2):309-311.
[12]孙怀远,廖跃华,郭志杰,等.带式计数装瓶机设计[J].包装工程,2009,30(4):53-55.
[13]吴卫荣,丁慎平,邓玲黎.PLC和触摸屏在AGV控制系统中的应用[J].现代制造工程,2012(12):115-119.
[14]关玉明,朱博,刘伟,等.基于人机界面的电池极片生产线PLC控制[J].机械设计与制造,2009(1):160-162.
[15]陈东青.基于PLC与触摸屏的码垛工业机器人操作系统设计[J].包装工程,2014,35(23):84-88.
