采用嵌入式处理器与可编程逻辑阵列的分布式圆机控制系统设计
2015-06-09王起文
李 军, 周 炯, 王起文
(杭州师范大学 信息科学与工程学院, 浙江 杭州 311121)
采用嵌入式处理器与可编程逻辑阵列的分布式圆机控制系统设计
李 军, 周 炯, 王起文
(杭州师范大学 信息科学与工程学院, 浙江 杭州 311121)
为提高国产高档针织圆机的控制技术,针对现有圆机控制系统因采用集中式控制方式而存在系统扩展性较差,稳定性不够,控制对象复杂多样等问题,采用集中管理分散控制的分布式层次化结构体系,运用嵌入式控制技术,使用模块化电路设计方法,开发了一种基于嵌入式处理器STM32与可编程逻辑阵列(FPGA)的分布式圆机控制系统。实际应用表明,该系统不仅实现了圆机控制系统的所有功能,而且具有系统稳定性高,可扩展性好,控制容易等特点,从而极大地提高了控制系统的实时性。
圆机控制系统; 分布式控制; 嵌入式处理器; 可编程逻辑阵列
圆机是一种纬编针织机械,是针织行业的主要机械设备之一,具有产量高,工艺流程短,原料适用性广等特点,主要用于生产T恤、内衣、毛衣等服装和产业用布。
近年来,国内外的生产厂商根据客户的需求都在努力开发新机种[1],在控制技术、坏针检测、电子调线等诸多方面发展迅速,这使针织圆机的生产制造有了较快速的发展,出现了具有高机号、细针距、多路数、多功能等特点的双面提花圆机,可以完成之前只能在横机上实现的罗口编织、单双面提花、嵌花等编织功能,并且工作效率比横机高上数倍。圆机控制技术伴随着圆机的发展而发展,高档针织圆机控制系统具有广阔的发展空间和市场潜力。目前,高档针织圆机技术基本被意大利、德国、日本等国家垄断,据统计[2],我国每年从上述国家进口针织圆机(包括圆机控制系统)数量是亚洲国家之最,而且引进价格极其昂贵。随着机械制造、机电一体化和电子选针等技术在国产针织圆机装备上的广泛应用,我国的针织装备技术水平与国外的差距已经逐渐缩短[3]。国产针织圆机,无论是单、双面圆机,还是电脑提花圆机,在设备的多功能和质量稳定性上都有了显著的提高,但在高机号、细针距、多路数、高精度、多功能的高档针织圆机的制造和控制技术上与国外仍存在着一定的差距,尤其是在智能控制、电子选针、多路数执行器驱动等技术上,需进一步深入研究[4-6]。同时,现有圆机控制系统大都采用集中式的控制方式,系统存在可扩展性较差,稳定性不够等问题。
经过多年的发展,国内市场旧圆机数量庞大,这些旧机器因控制系统的老化或落后而闲置,由此造成了极大的资源浪费。此外,国内一些企业为了减少资金投入,廉价从国外购置大量二手圆机,这些机器机械性能良好,但是控制系统大部分都已经无法正常工作。因此,研究和开发高档针织圆机控制系统,实现高机号、多路数、细针距双面圆机的自动化控制,对提高我国针织装备技术水平,进一步缩短与国际先进水平的差距,打破国际技术垄断具有重要意义,同时,对于实现旧机器的改造,提高资源的利用率,具有非常重要的现实意义。
本文采用分布式模块化系统架构,运用嵌入式控制技术,设计了一种基于嵌入式处理器STM32和可编程逻辑器件(FPGA)的分布式圆机控制系统。
1 圆机结构概述
圆机整体结构由机械装置、控制系统和花型与动作处理软件3部分构成[7],如图1所示。机械装置是圆机的基础部分,对产品的质量起决定性作用;控制系统是圆机的核心部分,对圆机运行起调度指挥作用;花型与动作处理软件是圆机的辅助部分,为圆机运行提供关键的控制数据。本文着重介绍圆机控制系统的设计。
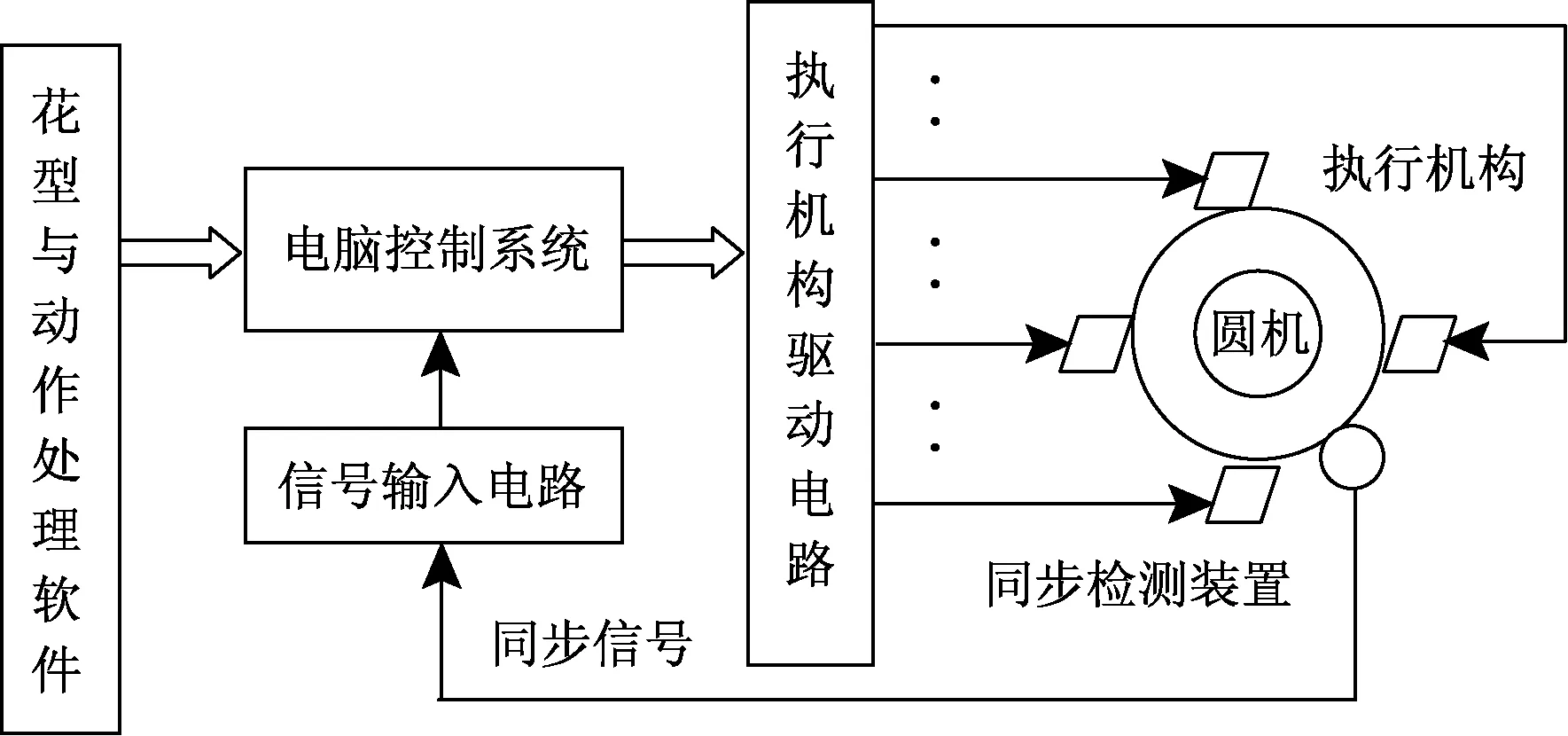
图1 圆机整体结构Fig.1 Structure of circular kniting machine
2 控制系统硬件设计
2.1 硬件总体结构
系统硬件结构采用层次结构框架,使用分布式控制方式,从上向下,依次分为管理层、协调层、执行层,管理层、协调层和执行层之间通过并行总线连接。
2.2 管理层
管理层结构如图2所示。管理层采用基于STM32嵌入式处理器设计,STM32芯片具有丰富的硬件资源,较好地满足了系统需求。LCD显示屏和触摸屏通过串行通信芯片连接到STM32的串行口上,用户利用此接口与控制系统进行人机交互;PSRAM数据存储器连接到STM32的FSMC总线上,用于存储花型数据文件;USB设备接口驱动芯片连接到STM32的SPI接口上,实现花型数据文件的输入输出;考虑管理层与协调层之间传输的数据量大、实时性高等要求,它们之间采用并行通信方式。
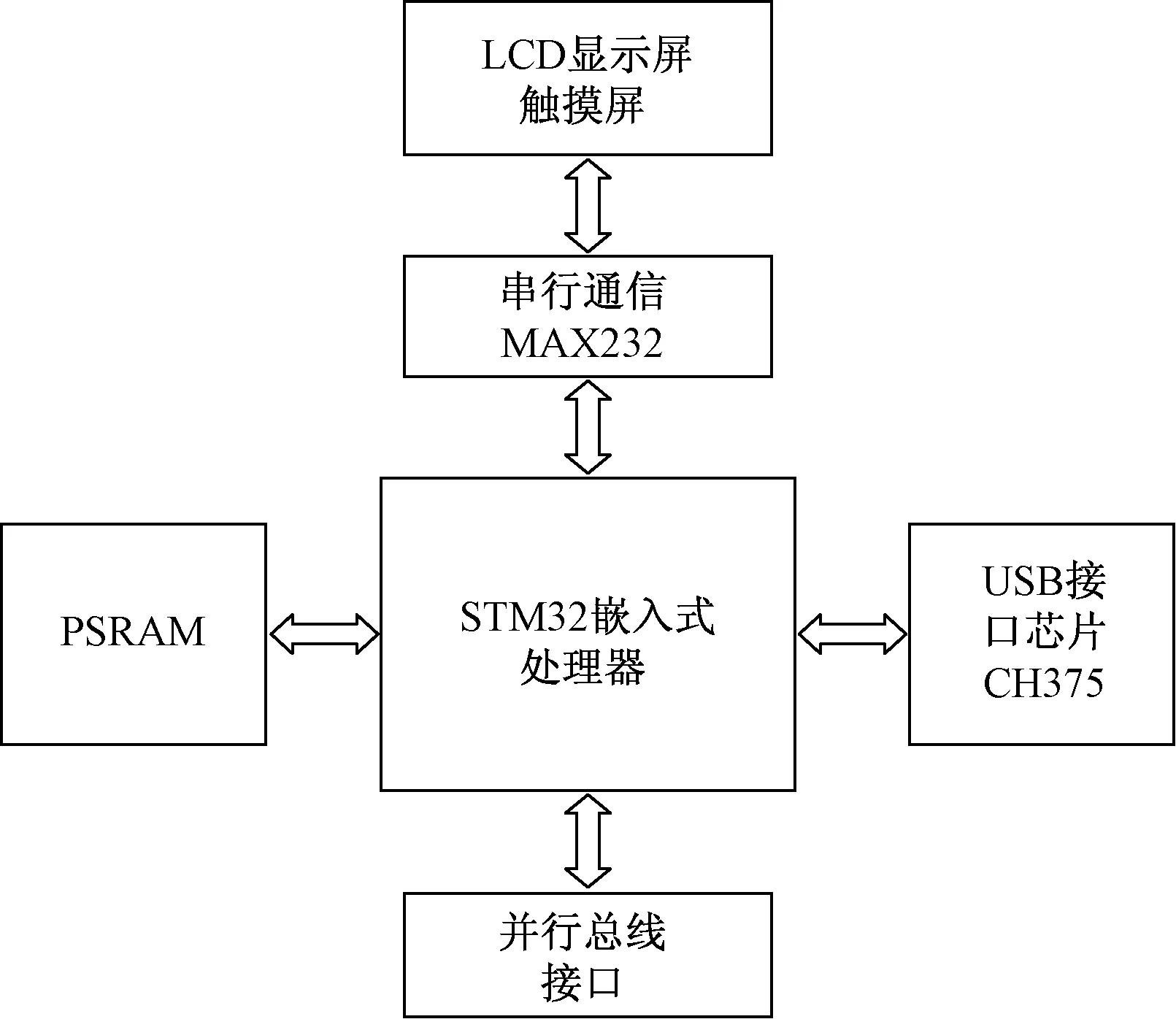
图2 管理层结构Fig.2 Structure of management layer
2.3 协调层
协调层结构如图3所示。协调层采用基于可编程逻辑器件设计。可编程逻辑器件具有很高的可靠性和灵活性,在EP2C8T144上可以集成CPU IP软核、并行总线接口等电路。霍尔传感器、光电编码器、伺服电机控制器、状态监控器通过光耦隔离,可编程逻辑器件的IO口相连。可编程逻辑器件对从各传感器获取的信号进行滤波、倍频等预处理,再将信息传送给管理层,同时,接收管理层的指令并分发给执行层的各驱动器执行。考虑执行层的扩展性和实时性,它们之间通过并行总线方式连接。
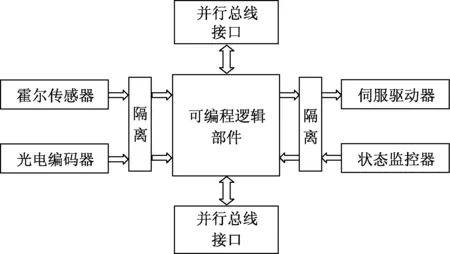
图3 协调层结构Fig.3 Structure of coordination layer
2.4 执行层
执行层由多个执行单元构成,执行单元结构如图4所示。执行单元也采用基于可编程逻辑器件设计,实现对选针器、气阀、密度控制电动机等执行机构的控制。其中选针模块、气阀模块采用大功率管进行功率驱动;密度控制电动机模块采用步进电动机驱动芯片来驱动步进电动机。各执行机构与可编程逻辑器件之间采用光电耦合方式耦合,可以起到很好的隔离效果。

图4 执行单元结构Fig.4 Structure of execution unit structure layer
3 控制系统软件设计
3.1 软件总体结构
控制系统采用了分布式控制方式的硬件结构,对应的软件设计也分为管理层程序、协调层程序和执行层程序3部分,管理层程序是核心,协调层程序是纽带,执行层程序是基础。
管理层程序是基于STM32微处理器设计的嵌入式实时系统,是整个系统的调度指挥中心。设计了带触摸屏输入的友好人机界面,具有提花工作、工程测试、参数设置、文件输入、系统升级等功能模块。
协调层程序采用FPGA为控制单元,集成CPU IP核,构成嵌入式实时系统,用于协调管理层、执行层的有序工作。协调层主要是接收光电编码器、霍尔传感器等各种同步信号和断纱、漏针等各种状态监测信号,对它们进行信号整形、测量等预处理后再传送给管理层。同时,接收管理层传输过来的指令和数据,根据要求下发至执行层。协调层程序需要实时响应主机的各类同步信号、定位信号、事件触发信号和报警信号,提高控制的实时性和可靠性。
3.2 软件工作模式分析
整个控制系统的软件设计是个非常复杂的工作,存在多个状态变迁和多个事件驱动的情况[8],软件工作模式如图5所示。
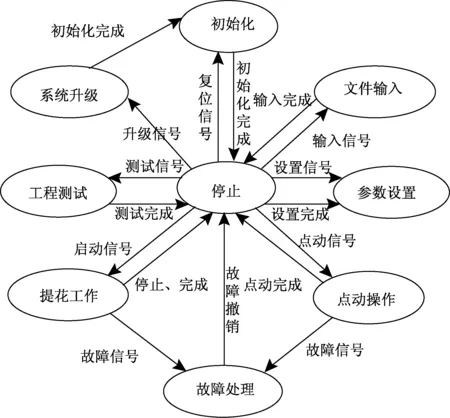
图5 软件工作模式Fig.5 Mode of software
系统开机后,首先对管理层、协调层、执行层的各种参数、变量进行初始化,完成人机交互界面显示、各层间通信握手、执行机构复位等操作,此时,圆机处于停止模式,根据用户不同选择,可以进入系统升级、文件输入、工程测试、参数设置、提花工作等工作状态。
系统升级模式,主要完成管理层应用程序的IAP在线升级,通过USB接口对系统的程序固件进行更新升级,而无需通过传统的JTAG方式做烧录更新,升级完成后,系统重新进入初始化模式。
文件输入模式,主要完成花型文件和参数文件的输入,软件可以对读入文件进行显示、查看、校验等操作。
参数设置模式,主要完成圆机工作所需的各种参数设置、保存和修改等功能。
工程测试模式,主要实现了选针器、气阀、步进电动机等执行机构的测试,便于整机调试。
提花工作模式,主要根据协调层传输过来的圈信号和针信号,快速准确地取出静态数据存储器中的花型和动作数据,通过并行总线传输给协调层,实现新织和续织等功能。运行过程中,管理层在液晶屏动态显示转速、幅数、针数、圈数等编织信息。同时,一旦机器发生故障,立即停止当前操作,并将当前操作相关的数据保存在数据存储器中,进入故障处理模式。
通过不同数量处理器的反复试验数据分析,得到的结论是处理器的数目从少到多的递增,对应的收敛值越小,但计算时间是先减少,后增加。在试验中,当处理器的数量为4时,收敛值时间花费是最少的。处理器的数量再递增到6,所花费的时间并非减少,反而是增加,原因是处理器数量增加,并行蚁群算法的处理器间进程信息传递及通讯时间花费增大,因而使得总的计算花费时间增加。对于收敛值随着处理器的增加而减少的结果,原因是处理器数量增加,算法的搜寻区域更大,尽管花费在搜寻的时间更多,但最优解却容易得到,可靠性更好。
故障处理模式,主要完成断纱、漏针等故障检测,在液晶屏上显示故障类型同时停止机器工作,故障消除后,进入提花工作模式,利用“续织”功能,即可重新启动织物编织。
点动操作模式,此模式与提花工作模式类似,只是此模式是要长按点动开关才能能让机器运行,并且运行速度很低。这样做的目的是方便机器生产调试、检修、织物修补等操作。
3.3 关键程序实现方法
3.3.1 转速测量与控制
控制系统要求能准确实时测量和显示圆机的转速,并且要求能根据设定值控制转速。系统采用光电编码器检测转动位置[9],采用FPGA对编码器输出的A、B相信号进行整形滤波、四倍频等处理[10-11],实现四细分与辨向。经四细分和辨向电路处理后的信号是圆机转动位置的准确反映,同时也是圆机转速测量最好的信号源,因此,系统采用FPGA在一定闸门时间内对信号的脉冲进行计数,从而可以准确计算出转动速度。
准确测量圆机转速的同时需要能根据速度设定值控制转速,圆机速度控制的原理是在伺服驱动器的速度控制端给定一电压值,伺服驱动器根据给定的电压控制圆机按一定的速度转动。但是,由于圆机的润滑程度、进纱路数、机器冷热等状况不同,同一给定值将会出现不同转动速度的情况,因此,为了克服以上问题,需要构建一个速度控制的闭环回路,系统采用PWM调节方式,根据设定值和当前速度测量的反馈调整给定值,已达到维持稳定的转速,PWM时序采用FPGA编程产生。
3.3.2 系统通信协议设计
控制系统采用分布式模块化的控制方式,以适应12路、24路、48路、72路等不同机型的扩展需求。因系统控制对象多而复杂,时序要求快而准确,为了能保证管理层、协调层、执行层的众多执行机构之间能实时且可靠地传输数据,本文系统设计了主从通信协议,协议帧由地址帧和数据帧组成,地址帧格式包括地址帧标志和地址,数据帧格式包括数据帧标志、数据帧长度、数据块和校验和。
地址帧标志用0xAA表示,数据帧标志用0xDD表示。数据帧长度表示一组新数据的开始和数据长度,校验和是数据块中的全部数据的累加和,用以判断传输过程中的错误,一旦判断出数据丢失或错误,立即启动重传机制。
管理层在初始化后通过协调层向执行层中的各个执行单元发送地址帧。执行单元通过协调层接收管理层发来的帧后,提取其中的地址信息,与存储器中本执行单元的地址进行比较,若是当前执行单元的地址,则开始准备接收数据帧。若不是当前执行单元地址,则不接收后续的数据。
4 性能指标分析
本文控制系统的主要性能指标如表1所示。
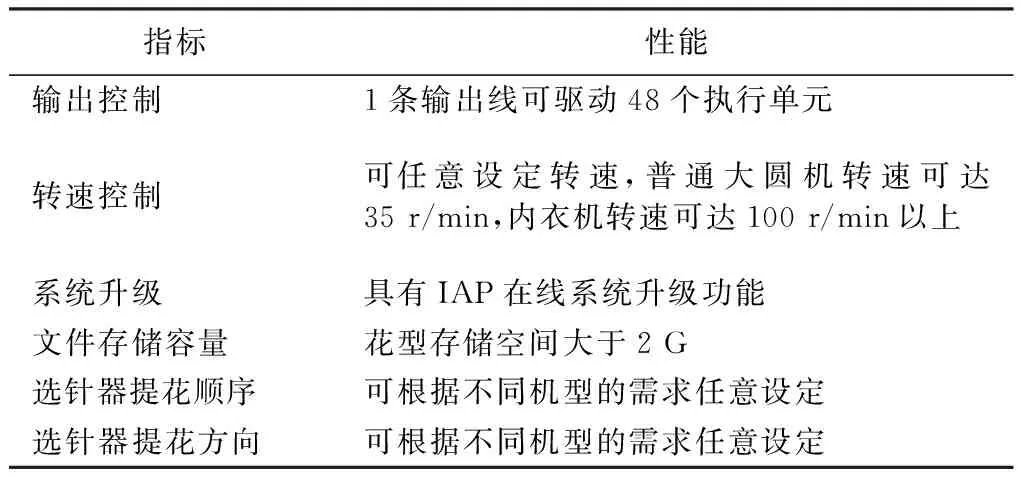
表1 控制系统的主要性能指标
控制系统设计了带触摸功能的人机交互界面,操作简单方便,设计有USB接口,文件输入输出、系统升级方便可靠;系统输出控制接口有4个,每个控制接口可同时驱动48个执行单元,可以方便地适应12路、24路、48路、72路等不同机型;系统的圆机转速分段可控,根据用户需求,可以任意指定每圈的运行速度;选针器提花顺序、方向等参数也可以任意设定,以适应选针器“倒装”等特殊机型需求。
系统采用分布式设计策略,兼容性非常强,同时,稳定性大大提高。控制系统能够实现单面提花、双面提花、正反面提花、双向移圈等功能,单台产量超过国外进口的机器,而价格却比进口系统低很多。
5 结 语
本文提出的基于STM32与FPGA的分布式圆机控制系统实现了现有圆机控制系统的所有功能。采用分布式模块化架构,设计了以嵌入式处理器和可编程逻辑器件为核心的控制系统,提高了系统运行的可靠性,降低了生产和维护成本,且操作简单,具有良好的可扩展能力。
本文控制系统已经在绍兴、福建等针织圆机整机生产厂家和濮院、义乌等地的各种旧圆机改造中广泛使用,用户评价该系统具有稳定性高,功能齐全,价格低廉,操作方便等特点,带来了较好的经济效益。对提高我国针织装备技术水平和对实现旧机器的改造,提高资源的利用率等方面都具有非常重要的现实意义。
[1] 雷宝玉.第十六届上海国际纺织工业展览会圆纬机述评[J].针织工业,2013(7): 1-8. LEI Baoyu.Review of the circular weft knitting machines on the 16thShanghai International Textile Industry Exhibition[J]. Knitting Industries,2013(7): 1-8.
[2] 朱书卷. 2011年针织圆机和横机交易量统计[J].针织工业,2013(5):12-14. ZHU Shujuan. Circular knitting machines and knitting machines trading volume statistics of 2011[J]. Knitting Industries,2013(5):12-14.
[3] 黄学水,李忠.国产针织机械技术与国外差距缩小[J]. 纺织服装周刊,2007(38): 25. HUANG Xueshui,LI Zhong. Narrowing domestic knitting machine technology gap with foreign countries [J].Textile Apparel Weekly,2007(38): 25.
[4] 王宝华,陈祥勤. 2010中国国际纺机展圆机新技术[J]. 针织工业, 2010(8): 60-61. WANG Baohua,CHEN Xiangqin. 2010 China International Textile Machinery Exhibition on new technology of circular knitting machine [J]. Knitting Industries,2010(8): 60-61.
[5] 龙海如.纬编针织机械发展动态[J].纺织导报,2010(9):51-54. LONG Hairu. Developing trend of weft knitting machine [J]. China Textile Leader,2010(9):51-54.
[6] 丁玉苗.针织机械与技术的最新进展[J].纺织导报,2012(9): 64-70. DING Yumiao. Latest development in knitting equipment and technology [J]. China Textile Leader,2012(9): 64-70.
[7] 李军. 基于WinCE平台的圆纬机控制系统的研究与开发[D].北京:北京邮电大学,2008:18. LI Jun. Research and development of circular knitting machine control system based on WinCE[D].Beijing: Beijing University of Posts and Telecommunications, 2008:18.
[8] 韩安太,郭小华.多功能编织机控制系统的设计开发[J]. 针织工业, 2009(3): 111-116. HAN Antai, GUO Xiaohua. Design of control system of multi-function jacquard knitting machine[J]. Knitting Industries, 2009(3): 111-116.
[9] 张成俊,左小艳,张弛,等.电脑提花圆纬机旋转位置检测研究[J].毛纺科技,2013(1):47-50. ZHANG Chengjun,ZUO Xiaoyan,ZHANG Chi, et al. Research of computer jacquard circular knitting machine rotation position detectionz[J]. Wool Textile Journal, 2013(1):47-50.
[10] 郭键,朱杰.基于CPLD的光电编码器的四倍频计数电路设计[J]. 计算机测量与控制, 2013(7):1878-1888. GUO Jian,ZHU Jie. Fourfold frequency multiplication counter circuit design of photoelectrical encoder based on CPLD[J].Computer Measurement & Control, 2013(7): 1878-1888.
[11] 金锋,卢杨,王文松,等.光栅四倍频细分电路模块的分析与设计[J]. 北京理工大学学报,2006(12):1073-1076. JIN Feng, LU Yang, WANG Wensong, et al. Analysis and design of a grating with four fub-frequency circuit modules [J].Journal of Beijing Institute of Technology, 2006(12):1073-1076.
Design of distributed control system of circular knitting machine based on STM32 and FPGA
LI Jun, ZHOU Jiong, WANG Qiwen
(SchoolofInformationScienceandEngineering,HangzhouNormalUniversity,Hangzhou,Zhejiang311121,China)
To improve the control technique of the domestic high-grade circular knitting machine, and to solve the problems of low scalability, poor stability and complex and diverse control objects due to employing centralized control manner of the existing circular machine control systems, a new type of circular knitting machine control system using distributed control technique is designed in this paper. A layered distributed architecture with centralized management and distributed control is adopted, and the embedded control technology accompanied with the modular circuit design method is used based on the ARM processor STM32 and the field programmable gate array (FPGA). From the practical application, it is shown that this type of control system not only realized all the functions of the circular knitting machine control system, but also has the features of higher running stability and reliability and much better flexibility and is easier to control, thus greatly improved the real-time characteristic of the control system.
circular knitting machine control system; distributed control; embedded processor; FPGA
10.13475/j.fzxb.201501014705
2013-11-11
2014-05-19
浙江省科技厅计划项目(2012C21047)
李军(1982—),男,实验师,硕士。研究方向为嵌入式系统开发与应用。E-mail:bell369@163.com。
TS 183.4
A
