含有扭曲片的裂解炉线性废热锅炉的数值模拟和工艺计算
2015-06-09刘俊杰王国清张利军周先锋
刘俊杰,王国清,张利军,周先锋
(中国石化 北京化工研究院,北京 100013)
含有扭曲片的裂解炉线性废热锅炉的数值模拟和工艺计算
刘俊杰,王国清,张利军,周先锋
(中国石化 北京化工研究院,北京 100013)
利用数值模拟技术对纽带和扭曲片强化传热管进行了模拟,将模拟结果应用于商业传热软件中,对含有扭曲片的裂解炉线性废热锅炉进行了工艺计算。计算了两种强化传热管的速度场、压降场和温度场,给出了不同雷诺数下的压降、努赛尔数、强化传热因子、压降比和努塞尔数比。数值模拟结果表明,扭曲片强化传热管的强化传热性能优于纽带强化传热管,前者的压降和努塞尔数均小于后者,前者的强化传热因子大于后者。工艺计算结果表明,裂解原料分别为加氢尾油、石脑油及乙烷时,具有扭曲片强化传热管的线性废热锅炉的传热量比普通线性废热锅炉的传热量增加了8.2%,6.1%,2.4%。
纽带;扭曲片;强化传热;裂解炉;线性废热锅炉;数值模拟;乙烯装置
管内插入物是强化管内单相流体传热的一种有效方法,纽带和扭曲片是两种比较重要的插入物结构形式。Masoud等[1]对各种纽带进行了研究,提出了一种带有缺口的纽带强化传热元件,获得了较高的强化传热因子。Sarada等[2]以空气为介质对不同宽度的纽带的强化传热效果进行了研究,拟合了努塞尔数和弗鲁德数的经验公式。洪蒙纳等[3-5]对扭曲片强化传热机理也进行了实验和数值模拟研究,给出了合理的理论解释。Smith等[6-7]对不同间距的扭曲片的强化传热效果进行了研究,拟合了经验公式。王国清等[8-14]对扭曲片进行了数值模拟研究,优化了扭曲片的结构,在裂解炉辐射段炉管中取得了很好的工业应用效果。上述研究过程大多是在小管径换热管中进行,大管径高流速换热管的数据并不是很多。同时,如何将扭曲片强化传热管推广应用到石化领域的换热器中也是一个值得研究的问题。线性废热锅炉(废锅)是高气速大直径换热器,因此线性废锅是扭曲片强化传热管一个很好的应用场合。但有关具有扭曲片强化传热管的线性废锅的流动和传热的基础数据比较匮乏。同时,由于商业传热软件缺少扭曲片的压降和传热模型,因此如何利用商业传热软件进行含有扭曲片的线性废锅的工业计算也是一个亟待解决的问题。
本工作通过对线性废锅中纽带和扭曲片强化传热管两种不同强化传热构件进行数值模拟,并将模拟结果应用于商业传热软件中,对具有扭曲片的线性废锅进行工艺计算。
1 含有强化传热元件的线性废锅的数值模型的建立
1.1 两种强化传热管的实体建模
线性废锅的内径为81.6 mm,模拟区域为扭曲片管前端5倍直径以内和扭曲片管后端50倍直径以内的区域,扭曲比为2.5,利用GAMBIT软件实现具有强化传热元件的线性废锅的实体建模。由于扭曲片强化传热管的结构复杂,无法采用结构化网格,利用四面体的非结构网格进行划分,线性废锅的其余部分采用六面体网格。纽带贯穿于整个线性废锅,整体采用四面体网格。扭曲片强化传热管的实体建模见图1,网格数为80万左右。纽带强化传热管的实体建模见图2,网格数为110万左右。

图1 用于强化传热管的扭曲片的结构Fig.1 Structure of a twisted tape used in strengthened heat transfer tube(twisted tape tube).

图2 用于强化传热管的纽带的结构Fig.2 Structure of a bond used in strengthened heat transfer tube(bond tube).
1.2 数值计算模型
1.2.1 数学模型
通过比较各种数学模型的适用范围和优缺点以及分析构件的具体结构,在计算扭曲片强化传热管时,采用realize k-ε模型对流体流动过程进行模拟。计算中选取的连续性方程、动量方程、能量方程和湍动能方程如下:
连续性方程:

动量方程:

能量方程:

上述各方程中,μt=μm+μturd;λt=λm+λturd;Dt=Dm+Dturd。
湍动能方程:
其中,k方程为:

ε方程为:

1.2.2 求解方法和边界条件
在数值模拟过程中,采用隐式求解器,对各偏微分方程采用二阶迎风格式进行离散,利用压力速度耦合的SIMPLIC算法。线性废锅的进口速度为60,80,100,120 m/s,管壁温度恒定为326 ℃,管出口的边界条件为压力出口。
1.3 强化传热元件的评价函数
通常利用强化传热因子来评价强化传热元件的优劣,强化传热因子(nfactor)为:

2 结果与讨论
2.1 两种强化传热管的速度场分析
扭曲片和纽带强化传热管的流线轨迹、轴向截面速度场、横向截面速度场以及切向速度沿管长的分布分别见图3~6,以进口速度80 m/s为例进行阐述,温度场等同。从图3~6可看出,扭曲片强化传热管内的流体由活塞流逐渐变成旋转流,且有直径50倍长度的影响区域。管内速度场在接近扭曲片时产生切向速度,经过扭曲片后,切向速度逐渐减弱,从16 m/s逐渐衰减为零。纽带强化传热管内的流动迹线显示了速度变化规律,速度呈周期性变化,在10 m/s到25 m/s区域,沿管长周期性减小。管中心区域速度值相对较大,而管壁区域速度值相对较小。两种强化传热管的截面速度分布规律接近,且纽带强化传热管的平均切向速度大于扭曲片强化传热管的平均切向速度。
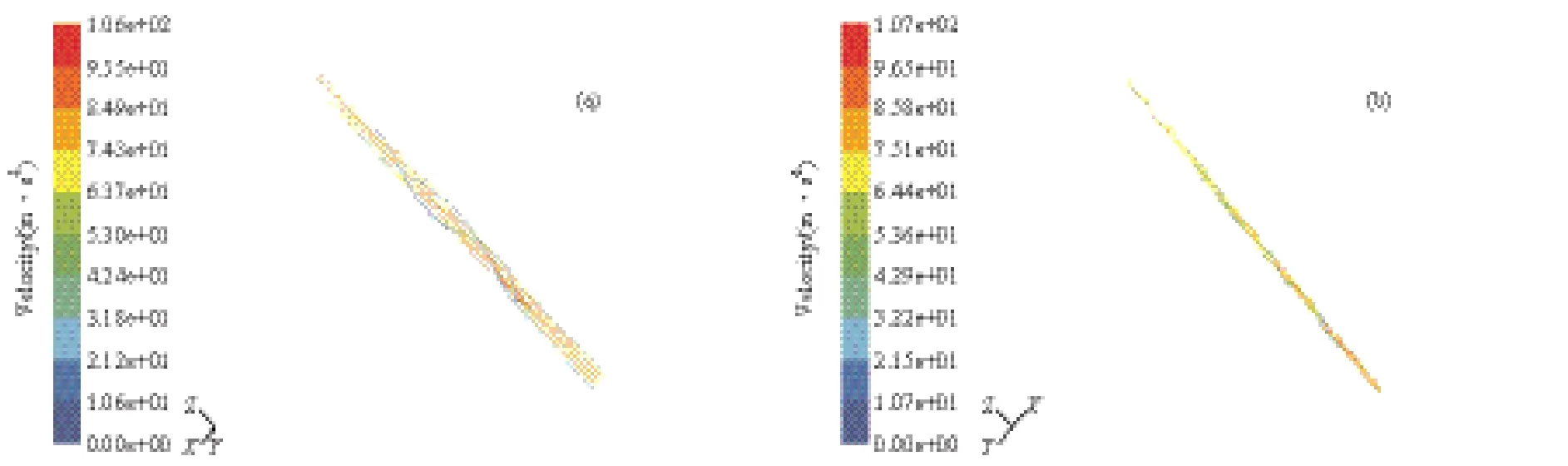
图3 扭曲片(a)和纽带(b)强化传热管的流线轨迹Fig.3 Pathes of filament lines of the twisted tape tube(a) and bond tube(b).

图4 扭曲片(a)和纽带(b)强化传热管的轴向截面速度场Fig.4 Axial section velocity fields of the twisted tape tube(a) and bond tube(b).
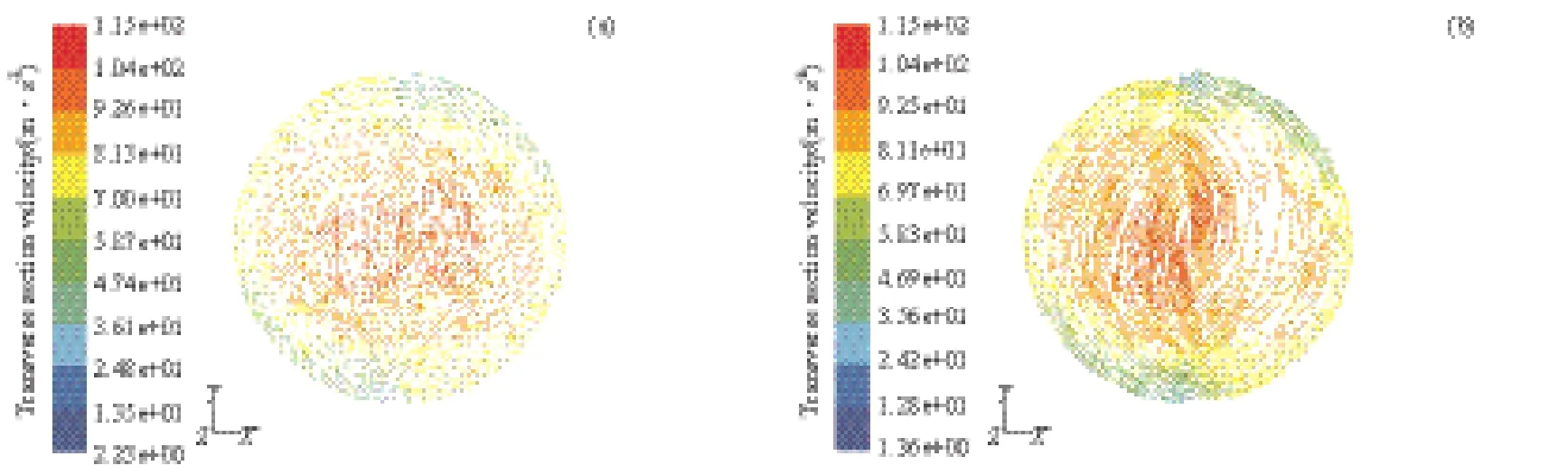
图5 扭曲片(a)和纽带(b)强化传热管的横向截面速度场Fig.5 Transverse section velocity fields of the twisted tape tube(a) and bond tube(b).
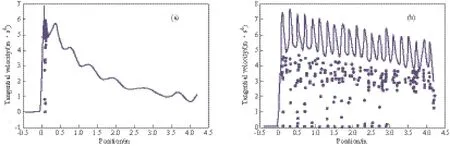
图6 扭曲片(a)和纽带(b)强化传热管的切向速度沿管长的分布规律Fig.6 Distributions of the tangential velocities of the twisted tape tube(a) and bond tube(b) along axial direction.
两种强化传热管截面内的湍动强度见图7。由图7可见,扭曲片强化换热管壁面和中心区域的湍动强度分布的不均匀性较大,在扭曲片区域及其端部的湍动强度更大;纽带强化传热管的湍动强度在中心区域相对较小,而在纽带区域略大,分布较均匀。

图7 扭曲片(a)和纽带(b)强化传热管截面内的湍动强度Fig.7 Turbulence intensity distribution of the twisted tape tube(a) and bond tube(b).
2.2 两种强化传热管的压降场分析
两种强化传热管的总压降沿管长的分布见图8。由图8可见,纽带强化传热管的压降大于扭曲片强化传热管。扭曲片强化传热管在扭曲片区域的压降迅速下降,在扭曲片管后部的压降逐渐下降,两者下降斜率不同,前部较大,后部较小;尽管纽带强化传热管的压降沿管长有一些周期性变化,但整体趋势是逐渐下降的。
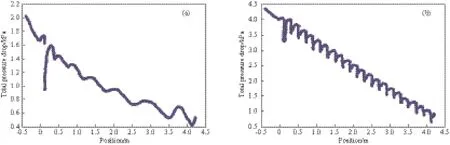
图8 扭曲片(a)和纽带(b)强化传热管的总压降随管长的变化规律Fig.8 Changes of the total pressure drops with the lengths of the twisted tape tube(a) and bond tube(b) along axial direction.
2.3 两种强化传热管的温度场分析
两种强化传热管的轴向截面和横向截面温度场的分布分别见图9~10。由图9可见,两种强化传热管的温度场比较接近,管内温度沿轴向逐渐降低,在管出口位置温度达到最低。由于在裂解炉线性废锅中发生的是裂解气的冷却过程,管壁附近温度较低,而管内区域的温度相对较高。从图10可看出,扭曲片强化传热管在管中心区域的温度相对较高,仅扭曲片两端部分的温度相对较低,呈对称分布;纽带强化传热管横向截面温度场的分布与扭曲片强化传热管的相似,但温度分布更加均匀。

图9 扭曲片(a)和纽带(b)强化传热管轴向截面的温度场分布Fig.9 Distributions of temperature fields in the twisted tape tube(a) and bond tube(b) in axial section.

图10 扭曲片(a)和纽带(b)强化传热管横向截面的温度场分布Fig.10 Distributions of temperature fields in the twisted tape tube(a) and bond tube(b) in transverse section.
2.4 两种强化传热管的评价
扭曲片和纽带强化传热管的压降及压降比见图11。从图11可看出,随雷诺数的增加,两种强化传热管的压降逐渐增加,纽带强化传热管的压降远大于扭曲片强化传热管的压降;在相同的雷诺数下,扭曲片强化传热管的压降是纽带强化传热管压降的0.35~0.40倍。
扭曲片和纽带强化传热管的努塞尔数与努塞尔数比见图12。从图12可看出,两种强化传热管的努塞尔数均随雷诺数的增大逐渐增加,且数值相差很小。在相同雷诺数下,扭曲片强化传热管的努塞尔数是纽带强化传热管的0.95~0.98倍。
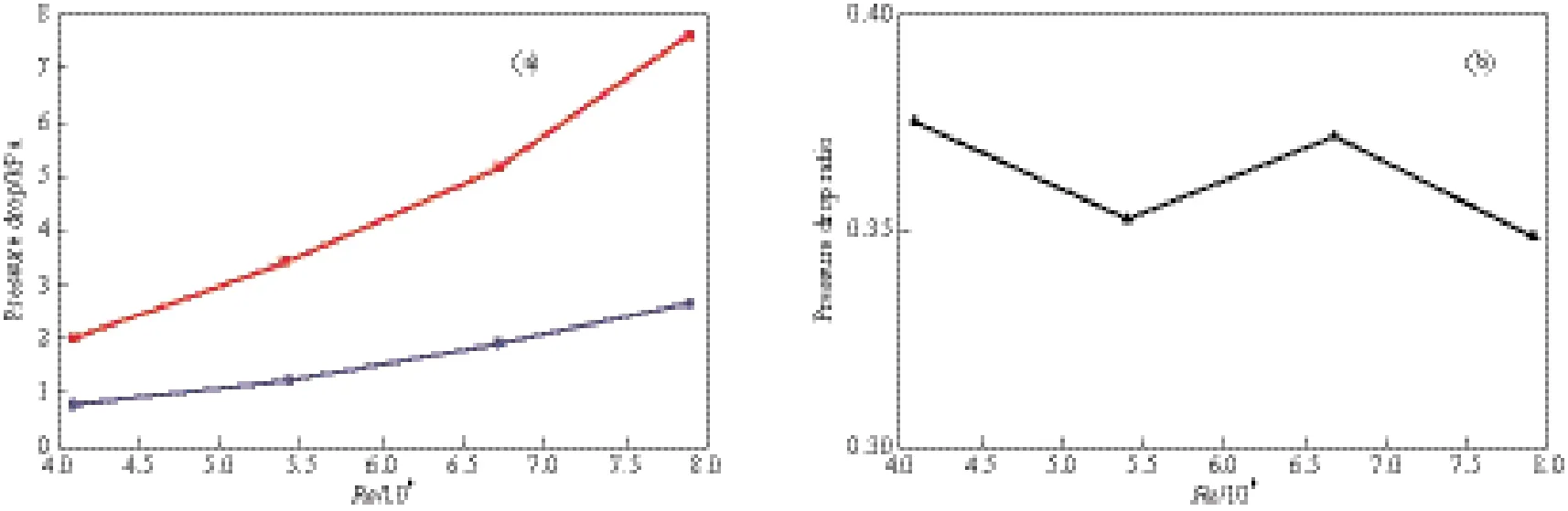
图11 扭曲片和纽带强化传热管的压降(a)及压降比(b)Fig.11 Pressure drops in the twisted tape tube and bond tube(a),and the pressure drop ratio(b).

图12 扭曲片和纽带强化传热管的努塞尔数(a)与努塞尔数比(b)Fig.12 Nu of the twisted tape tube and bond tube(a) and the Nu ratio(b).
扭曲片和纽带强化传热管的强化传热因子与强化传热因子的比见图13。从图13可看出,两种强化传热管的强化传热因子均随雷诺数的增加而略有减小,且扭曲片强化传热管的强化传热因子大于纽带强化传热管的强化传热因子。这说明扭曲片强化传热管的强化传热性能优于纽带强化传热管,即扭曲片强化传热管在较低压降下能达到较好的传热效果。
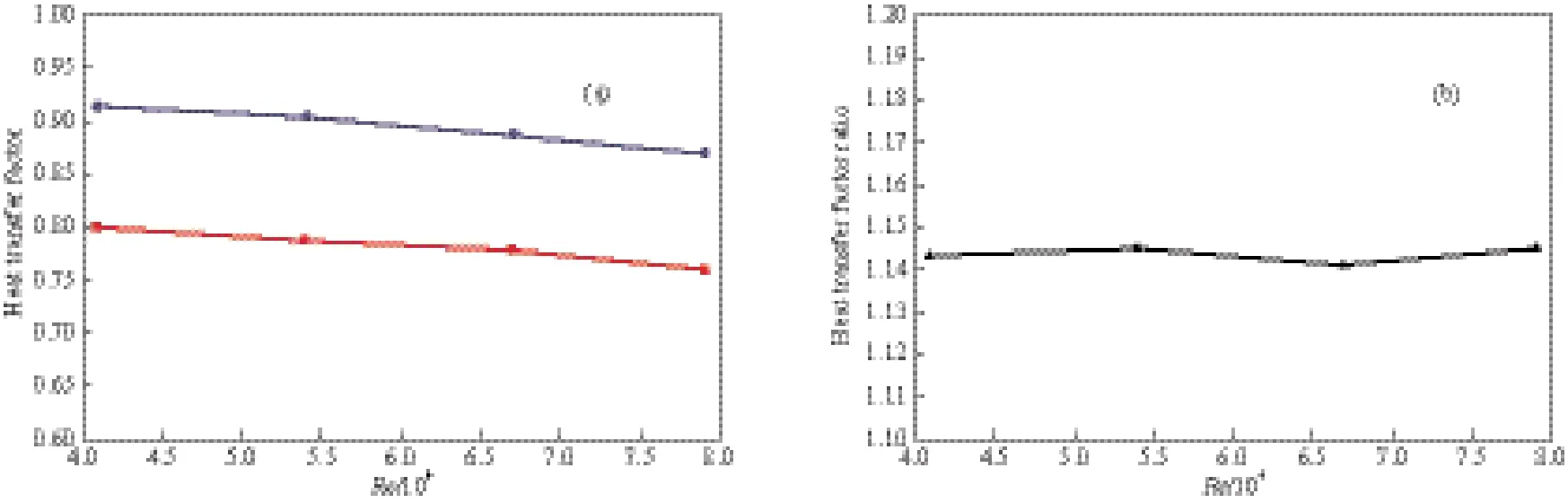
图13 扭曲片和纽带强化传热管的强化传热因子(a)与强化传热因子的比(b)Fig.13 Strengthened heat transfer factors of the twisted tape tube and bond tube(a) and their ratio(b).
3 具有扭曲片强化传热管的裂解炉线性废锅的工艺计算
根据两种强化传热管数值模拟结果得到的压降和努塞尔数比值的关系,利用商业传热软件中纽带强化传热管模型代替扭曲片强化传热管模型,对裂解原料为加氢尾油、石脑油和乙烷的150 kt/a具有扭曲片强化传热管的裂解炉线性废锅进行工艺计算。从商业流程模拟软件中将裂解产物物性数据输入到商业传热软件,其中,加氢尾油和石脑油的物性参数通过虚拟组分的方法进行计算;之后,输入线性废锅的结构参数和操作参数,利用商业软件中的流动和传热模型完成工艺计算。分别以加氢尾油、石脑油和乙烷为裂解原料时,线性废锅的运行周期分别为50,60,80 d;在线性废锅中加入3个扭曲片强化传热管后,线性废锅的运行周期延长一倍。加入扭曲片前后在同一周期内线性废锅的压降、出口温度及传热量的变化见表1~6。以加氢尾油为例,从表1和表2可看出,在运行初期,加入扭曲片强化传热管前后,出口温度相差5 ℃左右;而在运行中期,加入扭曲片强化传热管前后,出口温度则相差30 ℃左右;而在运行后期,加入扭曲片强化传热管前后,出口温度相差35 ℃。这主要是由于在运行初期,几乎没有焦层,扭曲片主要强化管程;在运行中期,焦层厚度开始增加,焦层和管程的热阻相当,扭曲片强化传热和抑制结焦的作用得到充分发挥;而在运行后期,热阻主要集中在焦层上,扭曲片主要的作用是抑制结焦。从表1~6还可看出,在以加氢尾油、石脑油和乙烷为裂解原料时,加入扭曲片强化传热管后线性废锅的传热量分别增加了8.2%,6.1%,2.4%。这是因为原料不同,在线性废锅中结焦的厚度和焦层热阻也有所不同。
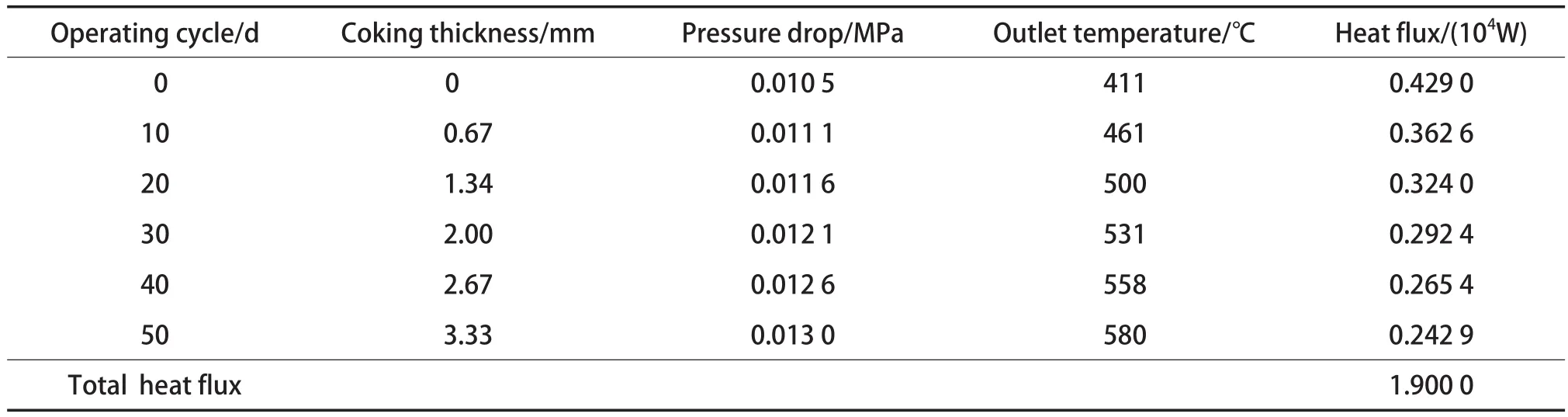
表1 线性废锅的压降、出口温度及传热量(加氢尾油为原料)Table 1 Pressure drop,outlet temperature and heat flux of a linear waste heat boiler(hydrogenated tail oil as feedstock)
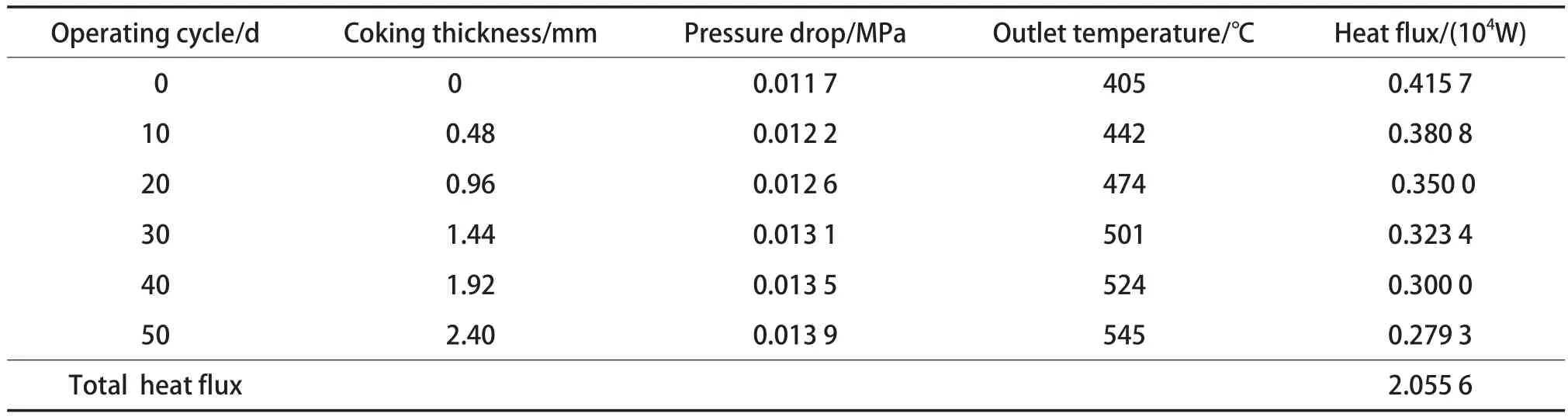
表2 加扭曲片强化传热管后线性废锅的压降、出口温度及传热量(加氢尾油为原料)Table 2 Pressure drop, outlet temperature and heat flux of linear waste heat boiler with the twisted tape tube(hydrogenated tail oil as feedstock)

表3 线性废锅的压降、出口温度及传热量(石脑油为原料)Table 3 Pressure drop, outlet temperature and heat flux of linear waste heat boiler(naphtha as feedstock)
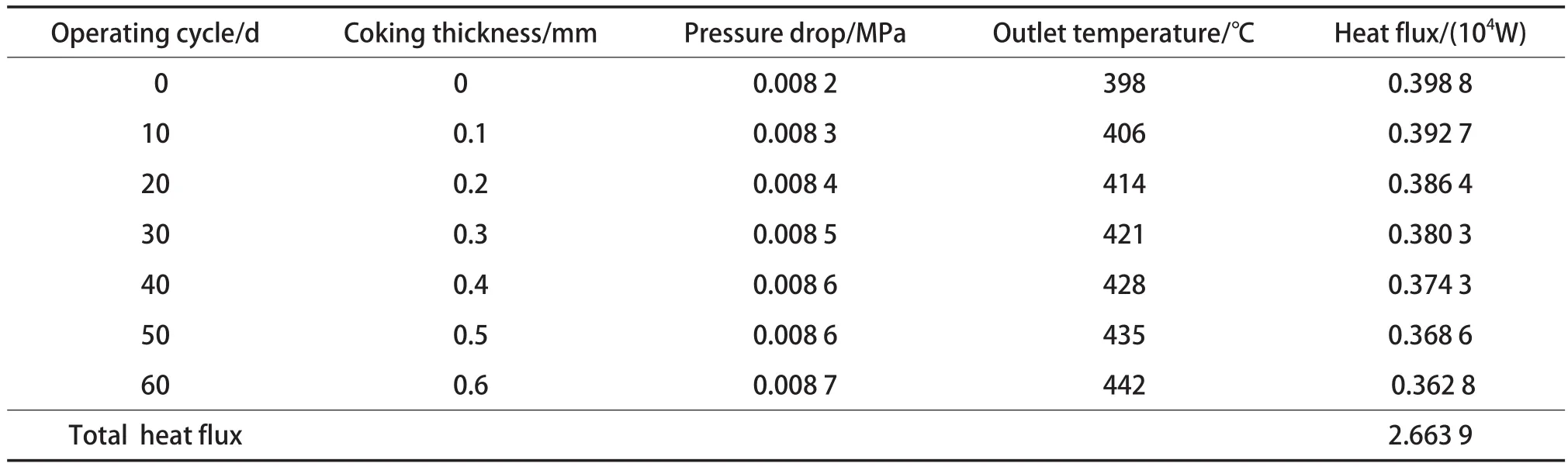
表4 加扭曲片强化传热管后裂解线性废锅的压降、出口温度及传热量(石脑油为原料)Table 4 Pressure drop,outlet temperature and heat flux of linear waste heat boiler with the twisted tape tube(naphtha as feedstock)
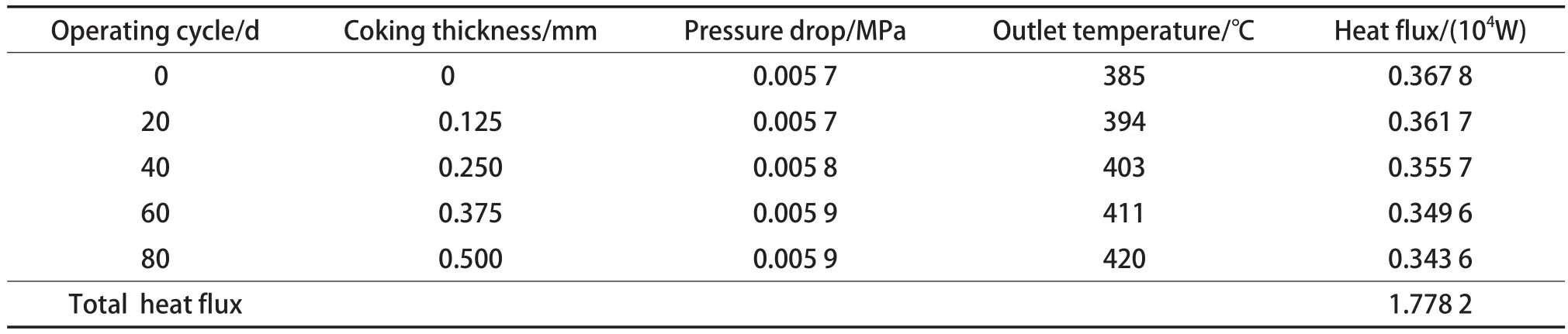
表5 线性废锅的压降、出口温度及传热量(乙烷为原料)Table 5 Pressure drop,outlet temperature and heat flux of linear waste heat boiler(ethane as feedstock)

表6 加扭曲片强化传热管后裂解线性废锅的压降、出口温度及传热量(乙烷为原料)Table 6 Pressure drop,outlet temperature and heat flux of linear waste heat boiler with the twisted tape tube(ethane as feedstock)
4 结论
1)扭曲片强化传热管的强化传热性能优于纽带强化传热管。扭曲片强化传热管的压降和努塞尔数均小于纽带强化传热管,扭曲片强化传热管的压降为纽带强化传热管的0.35~0.40倍,努塞尔数为纽带强化管的0.95~0.98倍。扭曲片强化传热管的强化传热因子大于纽带强化传热管。
2)将扭曲片强化传热管的数值模拟结果应用于裂解炉线性废锅的工艺计算中,裂解原料越轻,传热量增加越小,裂解原料为分别加氢尾油、石脑油和乙烷时,线性废锅的传热量分别增加了8.2%,6.1%,2.4%。
符 号 说 明
c1k-ε模型方程参数
c2k-ε模型方程参数
Dm分子扩散系数,m2/s
Dt有效扩散系数,m2/s
Dturb湍动扩散系数,m2/s
ek动量方程中的模型参数
f 强化传热管的摩擦系数
f0光管的摩擦系数
H 由对流引起的单位焓,J/kg
Hj物质j的焓,J/kg
K 由热传导引起的单位焓,J/kg
k 单位质量的湍动能,m2/s2
Nu 强化传热管的努塞尔数
Nu0光管的努塞尔数
nfactor强化传热因子
p 压力,Pa
Rε附加生成项, 代表平均应变率对ε 的影响
T 温度,K
t 单位时间,s
ui在i方向上的速度分量,m/s
uj在j方向上的速度分量,m/s
uk在k方向上的速度分量,m/s
xi在i方向上的长度,m
xj在j方向上的长度,m
xk在k方向上的长度,m
yj各组分的摩尔分数
ε 单位质量的湍动能耗散率,m2/s3
η 湍流流动时间和平均湍流剪切时间的比率
λm分子导热系数,J/(m·s·K)
λt有效导热系数,J/(m·s·K)
λturb湍动导热系数,J/(m·s·K)
μ 计算温度下空气动力黏度,Pa·s
μi在i方向上的速度分量,m/s
μj在j方向上的速度分量,m/s
μt有效黏度系数,kg/(m·s)
μm分子黏性系数,kg/(m·s)
μturb湍动黏性系数,kg/(m·s)
ρ 流体密度,kg/m3
σεk-ε模型方程参数
[1] Masoud R,Sayed R S,Ammar A. Experiment and CFD Studies on Heat Transfer and Friction Factor Characheristics of a Tube Equipped with Modified Twisted Inserts[J]. Chem Eng Process,2009,48(3):762 - 770.
[2] Sarada Naga S,Sita Rama Raju AV,Kalyani Radha K,et al. Enhancement of Heat Transfer Using Varying Width Twisted Tape Inserts[J]. Int J Eng,Sci Technol,2010,2(6):107 - 118.[3] 洪蒙纳,邓先和. 含旋流片缩放管内流动与传热数值模拟[J]. 石油化工设备,2007,36(6):42 - 45.
[4] 王杨君,邓先和. 内插旋流片的管内流动与换热的数值模拟[J]. 化工学报,2007,58(10):2455 - 2461.
[5] 周水洪,邓先和,王杨君,等. 旋流片强化换热器壳程传热的数值模拟与实验[J]. 华南理工大学学报:自然科学版,2007,35(4):77 - 81.
[6] Smith E,Chinaruk T,Pongjet P. Experimental Investigation of Heat Transfer and Flow Friction in a Circular Tube Fitted with Regularly Spaced Twisted Tape Elements[J]. Int Commun Heat Mass Transfer,2006,33(10):1225 - 1233.
[7] Smith E,Chinaruk T,Petpices E,et al. Convective Heat Transfer in a Circular Tube with Short Length Twisted Tape Insert[J]. Int Commun Heat Mass Transfer,2009,36(4):365 - 371.
[8] 王国清. 强化裂解炉管传热研究[D]. 北京:北京化工大学,2001.
[9] 王国清,曾清泉. 乙烯裂解炉管强化传热[J]. 石油化工,2001,30(7):528 - 530.
[10] 中国石油化工集团公司,中国科学院金属研究所,中国石油化工集团公司北京化工研究院.一种热交换管及其制造方法和应用:中国,1260469A[P]. 2000-07-19.
[11] 王国清,张利军,许士兴,等. 扭曲片管强化传热技术在裂解炉中的应用[J]. 乙烯工业,2006,18(2):19 - 22.
[12] 袁霞光. 三种强化传热炉管的流动和传热特性的数值模拟[J]. 石油化工,2011,40(7):796 - 799.
[13] 翟俊霞,涂善东,李大骥. 含静态混合元件乙烯裂解炉管内流场的数值模拟[J]. 兰州理工大学学报,2004,30(5):55 - 58.
[14] 韩檬,张卫江,刘丰合. 含扭曲片乙烯裂解炉管内流场的数值模拟[J]. 石油学报:石油加工,2007,23(3):63 - 69.
(编辑 王 萍)
Numerical Simulation and Process Calculation of Linear Waste Heat Boiler of Cracking Furnace with Twisted Tapes
Liu Junjie,Wang Guoqing,Zhang Lijun,Zhou Xianfeng
(SINOPEC Beijing Research Institute of Chemical Industry,Beijing 100013,China)
Both Strengthened heat transfer tube with twisted tape(twisted tape tube) and with bond(bond tube),which were used in linear waste heat boiler in ethylene unit,were simulated numerically,the results were applied to commercial heat transfer software,and the process calculation of the linear waste heat boiler with the twisted tape tube was carried out. The velocity field,pressure drop field and temperature field of the two kinds of strengthened heat transfer tubes were calculated,and the pressure drop,Nu,strengthened heat transfer factors,pressure drop ratio and Nu ratio at different Re were obtained. The simulation results showed that the heat transferring effect of the twisted tape tube was better than that of the bond tube,the pressure drop and Nu of the former were lower than those of the latter,and the strengthened heat transfer factor of the former was bigger than that of the latter. The process calculation results indicated that when the feedstocks were hydrogenated tail oil,naphtha and ethane,compared to common linear waste heat boiler,the capacity of heat transmission of the linear waste heat boiler with the twisted tape tube increased by 8.2%,6.1% and 2.4%,respectively.
bond;twisted tape;heat transfer enhancement;cracking furnace;linear waste heat boiler;numerical simulation;ethylene unit
1000 - 8144(2015)08 - 0919 - 09
TQ 018
A
2015 - 05 - 15;[修改稿日期] 2015 - 06 - 19。
刘俊杰(1976—),男,山东省宁津县人,博士,高级工程师,电话 010 - 59202725,电邮 liujj.bjhy@sinopec.com。
