多珠式挤压小直径弯孔新工艺的研究与实践
2015-06-09张诚
张诚
(诸暨市技师学院,浙江 诸暨 311800)
0 引言
孔的挤压加工是加工较小尺寸精密孔的一种方法。钢珠是最简便高效的挤压工具,但由于钢珠的直径大小有一定标准,不可能适应各种大小的孔;因此,它的应用范围有一定的限制,钢珠的导向作用差,只能用于挤压较短的通孔。随着钢珠生产技术的提高和涂镀技术的迅速发展,钢珠的尺寸问题已能有效解决。在生产加工中,我们试验用多珠式挤压较小直径弯孔加工,有效地解决了钢珠珠心与工件轴心不合的问题,在大批量加工中取得了较高的质量和较好的经济效益,成功地解决了小直径弯孔精加工问题,这一新工艺可广泛应用于流体机械、化工机械、动力机械中等的小直径弯孔加工。
1 工艺特点
(1)多珠式挤压小直径弯孔需有导珠套,否则,在停车处的弯孔表面上会出现一圈圈的沟槽无法消除,为了使多个钢珠都匀速进入孔中,特设计一个导珠套,如图1所示。
(2)多珠式挤压小直径弯孔中钢珠珠心和轴心能始终重合。如图1所示,当O1钢珠受到偏心压力时,钢珠会把压力分解成一个轴心上的作用力和一个以珠心为原点的力矩,二个钢珠通过摩擦力的作用,实现反向的旋转运动,钢珠的运动就成复杂的滚压和挤压的合成运动。而二个钢珠的珠心和工件的轴心始终重合。经过几万件多珠式挤压小直径弯孔加工的气门套生产实践也证明钢珠珠心和工件轴心能有效地重合。
(3)能实现用常规的孔加工方法难以实现的小直径弯孔挤压加工。如图1所示,O1钢珠直径略小于工件加工直径主要起到压杆的传力作用,O2钢珠和O3钢珠起到挤压和滚压作用,能简单、高质、高效和可靠地加工出小直径弯孔。

图2 挤压变形图
2 工艺参数的计算与分析(图2)
(1)前角α和后角β
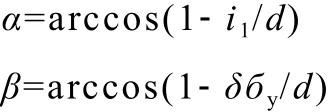
式中:
i1——挤压余量;
d——工件孔的名义直径;
бy——弹性变形量。
前角α越小,对小直径弯孔表面熨平作用就越大,经过挤压加工后孔的表面粗糙度就越细。后角β过大或过小,都会对表面粗糙度产生影响,生产实践表明,一般前角α控制在30~50 ,β控制成30~40 。
(2)钢珠最大工作直径dk

由于 δбy=i1-δбo1
因此, dk=dmax+i1-δбo1
又因为 δбo1=mi1-b1
(m—金属材料变形系数;b—金属材料变形常数,可查资料得出)
故 dk=dmax+i1+b1-mi1
= dmax+ b1-(1-m)i1
式中,
d——工件孔的名义直径,mm;
Δбy——金属的弹性变形量,mm;
δбo1——金属挤压塑性变形量,mm。
在实际生产中应根据实际工件进行适当修正。
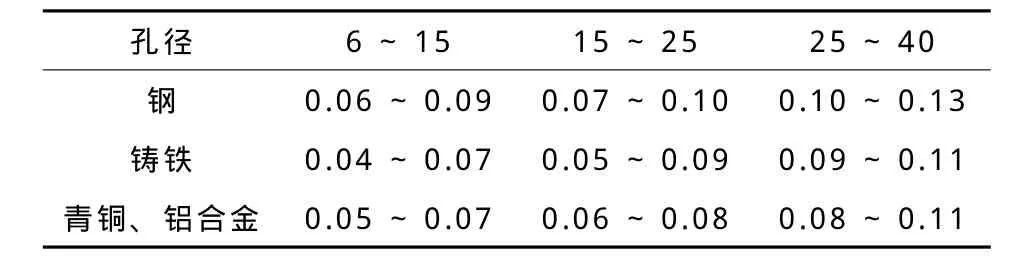
表1 不同材料和孔径的挤压余量i1 mm
挤压余量i1。挤压余量随工件孔径的大小、孔的壁厚以及材料性能而变化,所以理论计算值要根据实际工件的情况进行适当的修正,一般挤压余量在O2钢珠占分配额60%,O1钢珠占分配额40%。表1为双钢珠挤压小直径弯孔的经验数据,供参考。
3 影响加工的因素
(1)工件材料的硬度越低、塑性越好、金相组织越细,则加工的效果越好;反之,其效果就越差。
(2)工件小直径弯孔预加工的表面粗糙度越小,则小直径弯孔表面粗糙度值相对越小。
(3)小直径弯孔预留的挤压余量将直接影响到挤压加工弯孔的精度、挤压压力和表面粗糙度,若预留挤压余量过小,在挤压加工中,小直径弯孔表面不平度的波峰被压平填入波谷就不充分,挤压加工后表面粗糙度大,精度不高。预留挤压余量过大,则将造成表面挤压力增大,使钢珠磨损加剧。
(4)由于在挤压加工过程中,随着金属材料的塑性变形,这就要求被挤压加工的工件内部组织要均匀。
(5)多珠式小直径弯孔挤压的加工速度一般是为1 m/s左右,钢件或铜件加工件采用机油作冷却润滑液,铸铁加工件采用煤油作冷却润滑液。
4 小结
多珠式挤压小直径弯孔加工高效解决了钢珠珠心和工件轴心重合问题,可达到较细的小直径弯孔表面粗糙度,可使小直径弯孔从预加工的Ra 3.2~1.6 um下降到Ra 0.4~0.2 um,并且还可校正小直径弯孔的微观精度。
[1]方若愚,等. 金属机械加工工艺人员手册. 上海:上海科学技术出版社,1987.
[2]程通模. 滚压和挤压光整加工. 北京:机械工业出版社,1989.