Optimization of corn-stalk skin flake-wood shaving composite technology
2015-06-05HaixiangLuXianquanZhangBoYu
Haixiang Lu¨•Xianquan Zhang•Bo Yu
Optimization of corn-stalk skin flake-wood shaving composite technology
Haixiang Lu¨1•Xianquan Zhang1•Bo Yu1
We focused on the optimization of corn-stalk skin flake-wood shaving composite technology.We studied the effects of material-mixture ratio,glue content,hotpressing temperature,and hot-pressing time on the appearance,physical,and mechanicalproperties of the composite by the orthogonalexperimentmethod.Ourfindings yielded highly significantresults in allthree cases:the effects ofthe material-mixture ratio on 2 h of thickness swelling(2hTS) and the modulus of rupture(MOR);the effects of glue content on 2hTS,internal bond strength,and modulus of elasticity(MOE);and the effects ofhot-pressing temperature on MOR and MOE.Productoptimization is achieved when the ratio ofcorn stalk skin flake to wood shaving is3:7,the glue contentis12%,the hot-pressing temperature is150°C,and the hot-pressing time is 4.5 min.
Straw-based panel·Corn-stalk skin flake· Composite·Orthogonal experiment·Technology optimization
Introduction
Forest coverage in China is 20.36%.The domestic manufacture of wood-based panels has been affected to a certain degree by the shortage of the worldwide timberresources and the increasingly requirements of the relevant raw materials.Finding new types of alternative materials willgo along way toward solving raw materialshortagesand high costs(Yu etal.2005).Although more than 20 kinds of agricultural residues including wheat and rice straws and hemp and cotton stalks can be used for the manufacture particleboard(Gu and Gao 2002),the content of silicon dioxide and waxes on their surfaces will hamper bonding when using urea-formaldehyde(UF)resin(Inglesby et al. 2005;Halvarsson etal.2008).However,the bonding problem of straw-based panels was solved in the 1990s when isocyanate resin was introduced greatly facilitating particleboard manufacture(Pease 1997;Donnell1998).
Domestic production of corn stalks,one of the major crop straws in China,was 265 million tonnes,which accounts for 32.3%of the gross crop straw in 2009.Annual corn stalk production in China ranks second in the world, behind thatof the United States.Corn stalks have extensive applications such as returning to field,animalfeed,and fuel production(Li and Chan-Halbrendt 2009).On the other hand,traditional use of corn stalks is changing with rapid developmentof the ruraleconomy.The waste and burning straws accountfor31.31%ofthe totalcollectable resource according to Cui et al.(2013),and apart from a type of waste,it also causes negative impact to the environment (Hao 2011;Li and Peng 2004).
Corn stalks have been proven to be useful materials to manufacture particleboard because of the relatively high cellulose content,however,the integrative performance of straw-based panels is poor compared to wood-based panels.This study focuses on the technology ofcorn stalk skin flake-wood shaving composite,which can be comparable to usual shaving board by mixing corn stalk skin flakes with wood shavings,and optimizing the technology of the composite.
Materials and methods
Materials and reagents
Corn stalk was reaped from the Binxi Economic and Technological Development Zone in China.Since the mechanical strength of corn-stalk pulp is lower compared to the skin,the existence of the pulp will bring a negative impact to the final composite(Yang et al.1996).The skin was initially separated using a specific corn-stalk skin and pulp-separating apparatus followed by drying under the natural conditions for 1 month(Fig.1).Long strips of corn-stalk skin were smashed into tiny flakes using a pulverizer.The moisture contentand the mesh number of the finalcorn-stalk skin flakes,after being twice screened and dried,were 3%and 10–30 mesh,respectively(Fig.2).
The poplar-tree wood chips were smashed into shavings using a double-drum flaking machine.The moisture content of the wood shavings,after screening and drying,was 3%.
On the one hand,it is difficult for aldehyde adhesive to adhere because of the presence of wax coating and silicon compounds on the surface of corn stalk;on the other,the costof isocyanate resin is expensive.Therefore,we chose a compounded adhesive made of modified isocyanate and urea-formaldehyde resins developed by the Material Science and Engineering Institute of Northeast Forest University,China.
Experimentaldesign

Fig.1 Corn-stalk skin separated by a separating apparatus

Fig.2 The final corn-stalk skin flakes
The main factors that affect the physical and mechanical properties of the composites include the ratio of corn-stalk skin flakes to wood shavings,density of the particle board, content of the resin,hot-pressing temperature,and hotpressing time(Lu 1994).This experiment was based on a L9(34)orthogonal test(Cheng and Zhang 2001),and focused on four factors:the material mixture ratio,glue content,hot-pressing temperature,and hot-pressing time. Three levels were selected from each factor(Table 1).We studied the effects on the 2-h thickness swelling(2hTS), internal bond strength(IB),modulus of rupture(MOR), and modulus of elasticity(MOE).The size of the particle board was 32 cm.Each condition was repeated twice,and a total of 18 pieces of particle boards were obtained.In this study,all experiments were conducted under similar conditions for greater accuracy and precision.
The rough edge of the particle boards was cut after being hotpressed,and they were placed indoors for48 h to eliminate internal stress.The physical and mechanical properties,such as the density,moisture content,2hTS,IB, MOR,and MOE,were measured according to the Particle Board National Standards of the People’s Republic of China(Chinese Standards GB/T4897 2003).
Results
The results indicate that many factors contribute to the physical and mechanical properties of the composite (Table 2).The order of high-to-low importance factors for differentcomposites is as follows:(1)for2hTS,the order is glue content,materialmixture ratio,hot-pressing time,and hot-pressing temperature;(2)for IB,the order is glue content,material mixture ratio,hot-pressing temperature, and hot-pressing time;(3)for MOR,the order is hotpressing temperature,materialmixture ratio,glue content, and hot-pressing time;(4)for MOE,the order is hotpressing temperature,glue content,hot-pressing time,and material mixture ratio.

Table 1 Orthogonal factor level of composite
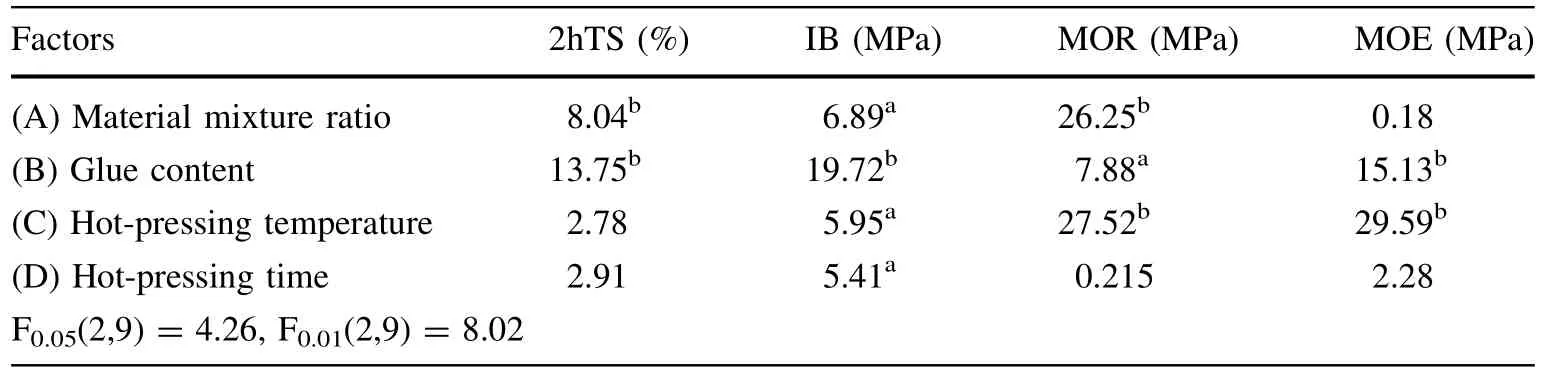
Table 2 Variance analysis for the factors of composite
Discussion
Material mixture ratio
The effectofthe materialmixture ratio on 2hTS and MOR was found to be highly significant;the effect of material mixture ratio on IB was significant;and the effect of material mixture ratio on MOE was insignificant.The mechanical properties,such as the IB,MOR,and MOE of the composite,decreased in different degrees with increasing corn-stalk skin flakes;however,the performance of 2hTS increased(Fig.3).The decreasing trend of MOR with the increasing material mixture ratio is shown in Fig.4.This phenomenon could be explained mainly by the lower content of cellulose in cornstalk skin flakes,together with the carbonization of the corn-stalk skin flakes.

Fig.3 Relationship between material mixture ratio and 2hTS
Glue content
The effectof the glue contenton 2hTS,IB,and MOE was found to be highly significant,and the effect of the glue content on MOR was also found to be significant.It is evidentfrom Fig.5 thatthe IB increases rapidly with glue content increasing from 10 to 12%.With further increase of the glue contentfrom 12 to 14%,the increasing trend of IB becomes slightly less significant.The uneven fracture surface of the composites can be visualized in the scanning electron microscopy image(Fig.6).Itis worth noting thatthe resin should be aerosolized adequately,and the cornstalk skin flakes/wood shavings should be uniformly agitated to avoid a negative effect on the particle board, when the two types of materials are not adhered well to each other.Taking the costof the resin into consideration, an optimum glue content of 12%is recommended.

Fig.4 Relationship between material mixture ratio and MOR
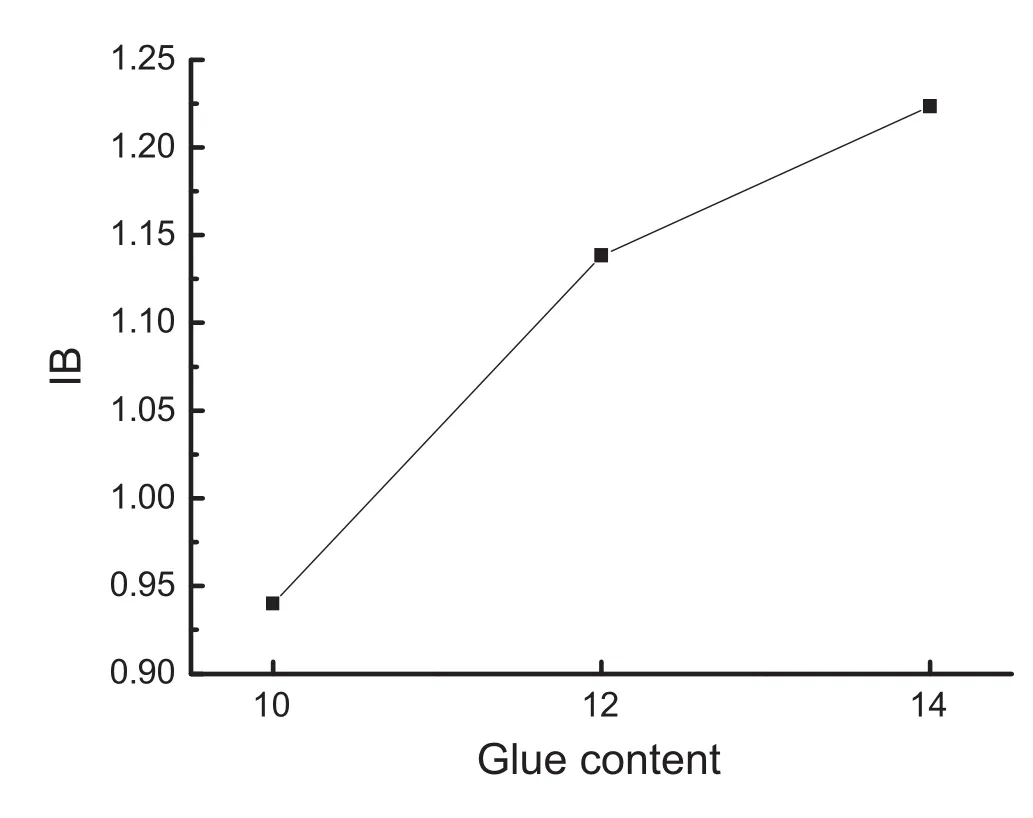
Fig.5 Relationship between glue content and IB
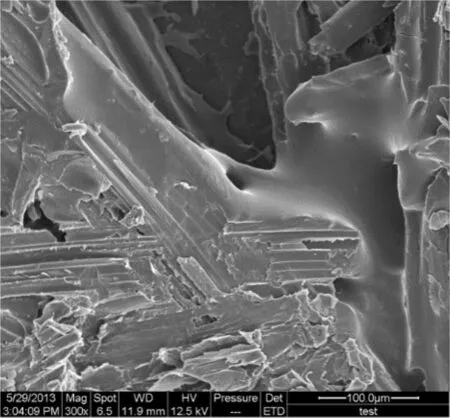
Fig.6 SEM image of the composite
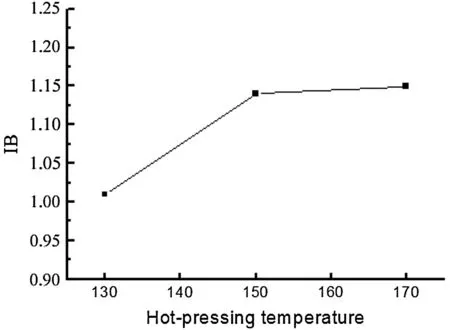
Fig.7 Relationship between hot-pressing temperature and IB
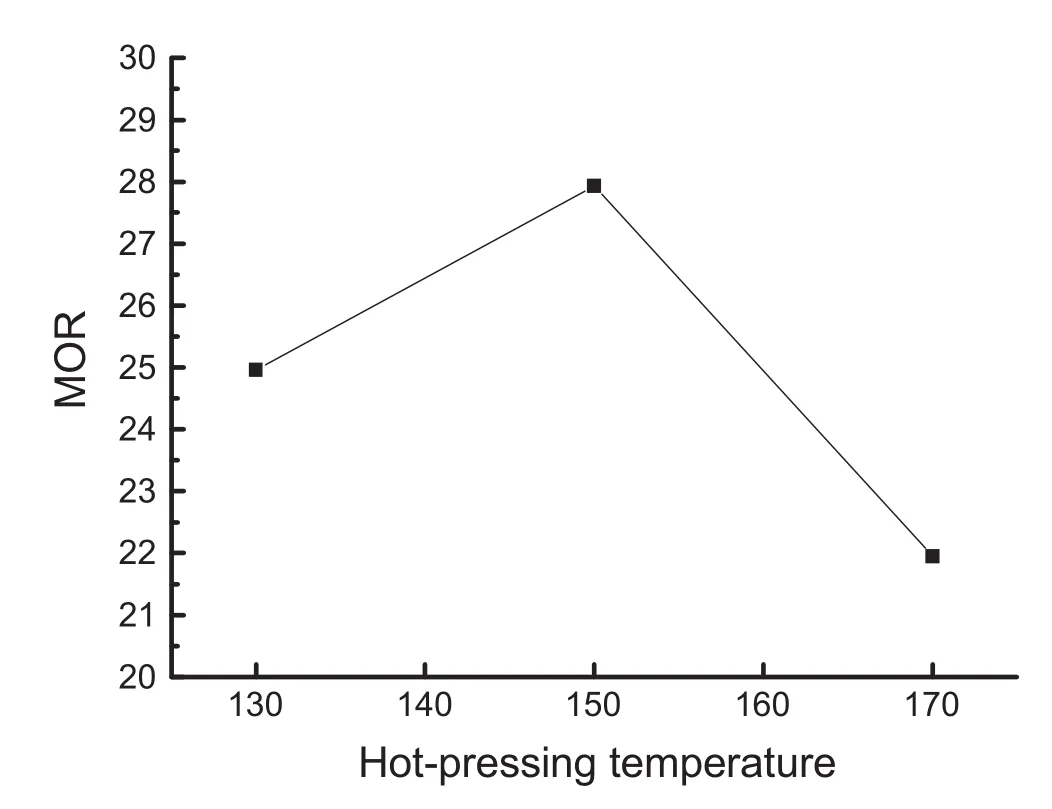
Fig.8 Relationship between hot-pressing temperature and MOR

Fig.9 Relationship between hot-pressing time and MOR
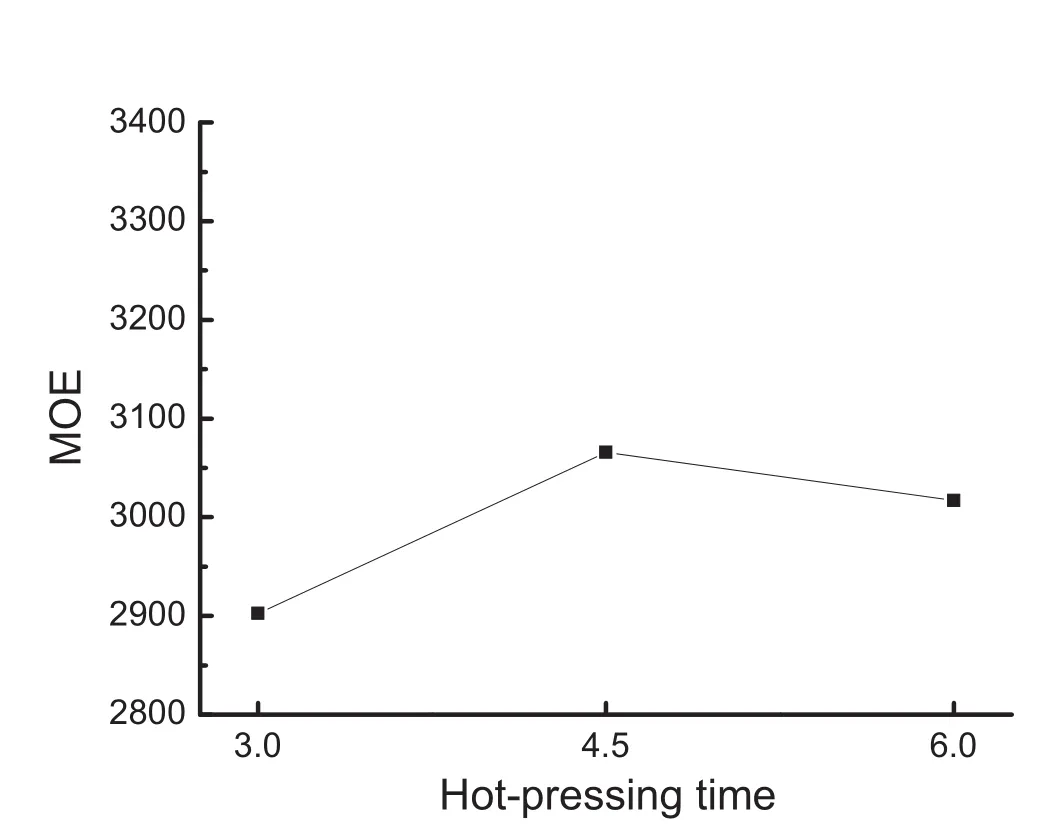
Fig.10 Relationship between hot-pressing time and MOE

Table 3 Properties between optimized technology and national standard of Class A
Hot-pressing temperature
The effectofthe hot-pressing temperature on MOR and MOE wasfound to behighly significant,theeffectofthe hot-pressing temperature on IB wasfound to be significant,and the effectof the hot-pressing temperature on 2hTS was found to be insignificant.Allthepropertieswereimproved to differentextents with increasing hot-pressing temperature from 130 to 150°C. With furtherincreasesin temperature,the increasing trend ofthe IB becomes slightly less significant(Fig.7),and the otherthree properties were also found to decrease to differentextents.
For example,the MOR of the composite peaked at 150°C,but it decreased sharply as the temperature increased to 170°C(Fig.8).The increase in hot-pressing temperature will increase the recoverable and plastic deformations of the shavings.The solidification of the resin will also be accelerated to make the shaving board less compact with improved mechanical properties(Gu et al. 1999).However,the corn-stalk skin flakes will degrade, and the chemicalbonds between the resin and flakes willbe destroyed with increasing hot-pressing temperature.The optimum hot-pressing temperature was 150°C.
Hot-pressing time
The effect of hot-pressing time on the composites was insignificantcompared with the other three factors.In Figs.9 and 10,both the MOR and MOE show optimum properties at 4.5 min.The increase in hot-pressing time is conducive to the solidification of the resin and the evaporation of the waterfrom the composite;however,the single factorcannot determine the quality of the composite.From all three levels,a hot-pressing time of 4.5 min is recommended.
Conclusion
Within the experimental range,the highly significant effects on the properties of the composite are as follows:the material mixture ratio on the 2hTS and MOR;the glue content on the 2hTS,IB,and MOE;and the hot-pressing temperature on the MOR and MOE.The optimum technology development strategy is as follows:the ratio of corn-stalk skin to wood particles,the glue content,the hotpressing temperature,and the hot-pressing time are 3:7, 12%,150°C,and 4.5 min,respectively.The physicaland mechanical properties of the composite meet the requirements of National Standard(Table 3).
Cheng RX,Zhang YF(2001)Experimentdesign and data processing. Northeast Forest University Press,Harbin,p 4(in Chinese)
Chinese Standards GB/T4897.1-7(2003)Particleboard—Parts 1–7
Cui WW,Liang JF,Du LZ,Zhang KQ(2013)The current situation and problems of the large-scale biogas plants for straw in China. China Agric Sci Bull 29(11):121–125(in Chinese)
Donnell R(1998)Bct is key participant in wheat straw panel mill surge in United States.Panel World 39(3):33–34
Gu JY,Gao ZH(2002)A discussion on producing agro-residue composites with isocyanate resins.J For Res 13(1):74–76
Gu JY,Gao ZH,Tan HY,Wang PD(1999)Studies on production technology of particleboard with isocyanate resin.China Wood Ind 13(5):7–10(in Chinese)
Halvarsson S,Edlund H,Norgren M(2008)Properties of mediumdensity fibreboard(MDF)based on wheat straw and melamine modified urea formaldehyde(UMF)resin.Ind Crops Prod 28(1):37–46
Hao XR(2011)The development and prospect of Chinese biogas engineering.China Anim Husb Bull 12:28–31(in Chinese)
Inglesby MK,Gray GM,Wood DF,Gregorski KS,Robertson RG, Sabellano GP(2005)Surface characterization of untreated and solvent-extracted rice straw.Colloids Surf B 43(2):83–94
Li SZ,Chan-Halbrendt C(2009)Ethanol production in the People’s Republic of China:potential and technologies.Appl Energy 86(S1):162–169
Li KF,Peng WX(2004)The present situation and developing trends ofthe research on straw-based panels athome and abroad.World For Res 17(2):34–36(in Chinese)
Lu RS(1994)Particleboard manufacturing.Chinese Forestry Press, Beijing,p 56(in Chinese)
Pease DA(1997)Wood process adapted to straw particle board. Wood Technol 124(7):20–24
Yang ZP,Yang LQ,Guo KQ,Xue SP(1996)Study on the industrialized processing technology of cornstalks.Trans Chin Soc Agric Eng 12(4):189–192(in Chinese)
Yu WJ,Ma HX,Wang TY,Li TJ,Lai KQ(2005)Current markets and potential applications for agri-fiber based panels in China. China Wood Ind 19(4):5–8(in Chinese)
29 October 2013/Accepted:27 February 2014/Published online:9 May 2015
©Northeast Forestry University and Springer-Verlag Berlin Heidelberg 2015
The online version is available at http://www.springerlink.com
Corresponding editor:Yu Lei
✉Xianquan Zhang zhangxianquan2013@aliyun.com
1Northeast Forestry University,Harbin 150040, People’s Republic of China
杂志排行

Journal of Forestry Research的其它文章
- Axial variations in anatomical properties and basic density of Eucalypturograndis hybrid(Eucalyptus grandis×E.urophylla) clones
- Nest site characteristics and nest loss of Marsh Grassbird at Zhalong National Nature Reserve,China
- Variations in electrical impedance and phase angle among seedlings of Pinus densata and parental species in Pinus tabuliformis habitat environment
- Characterization of ploidy levels in Chrysanthemum L.by flow cytometry
- Effects of salinity on the nail-holding power of dimension lumber used in light-frame wood building
- Spatial distribution of heavy metals(Cu,Pb,Zn,and Cd) in sediments of a coastal wetlands in eastern Fujian,China