置换通风焊接厂房空气品质的实验研究★
2015-06-05夏雄博
夏 雄 博
(湖南工业大学土木学院,湖南 株洲 412000)
·水·暖·电·
置换通风焊接厂房空气品质的实验研究★
夏 雄 博
(湖南工业大学土木学院,湖南 株洲 412000)
对某置换通风焊接厂房进行了气流组织实验,在正常工况下测试了温湿度、臭氧浓度、室内压强、室内风速、粉尘浓度等数据,实验结果表明该厂房的温湿度、室内压强、室内风速,臭氧浓度达到设计要求,但其颗粒物PM2.5浓度超标,基于该厂房室内品质现状,从劳动保护的角度,提出了相应的改善措施。
焊接厂房,置换通风,空气品质,实验
焊接是机械加工业不可缺少的工业技术手段。由此产生的焊接烟尘是一种十分复杂的,并对工作人员的健康能造成极大危害的物质。烟尘常常积聚悬浮在车间上部空间,造成车间工作、卫生条件很差。研究发现,烟尘的粒径范围为10-3μm~102μm,其中0.1 μm~0.2 μm所占体积百分比最大[1]。绝大多数焊接烟尘为可吸入颗粒,会经人体上呼吸道进入肺泡,在肺部的沉积率高达50%以上,使肺组织发生病变[2]。焊接厂房的大空间、大层高、污染物与余热同时产生的特点,使焊接厂房的污染治理特别适合采用置换通风方式[3]。置换通风的作用是基于因空气密度差所形成的热气流上升和冷气流下降的原理[4]。置换通风从下部送低速、低温的新风在重力的作用下先是下沉,随后慢慢扩散,在地面上形成一个空气层。送风口。室内的热污染源产生的热浊烟气在浮力的作用下上升,并不断卷吸周围空气,覆盖在地板上方的新鲜空气也缓慢向上移动,形成类似向上的活塞流。污染的空气被后继的新鲜空气抬升到房间顶部,被设置在顶部的出风口排走。冬夏季工况,两种置换通风气流组织不同(如图1,图2所示),冬季工况送风方向需向下一定角度,置换通风系统的作用会更好。目前,置换通风较广泛地应用于工业厂房,国内外学者做了许多研究。但在具体应用的案例中,仍存在不足之处。针对南方某焊接厂房置换通风进行通风效果研究,实验结果为焊接厂房置换通风的气流组织研究提供了可靠的数据资料。

1 实验概况
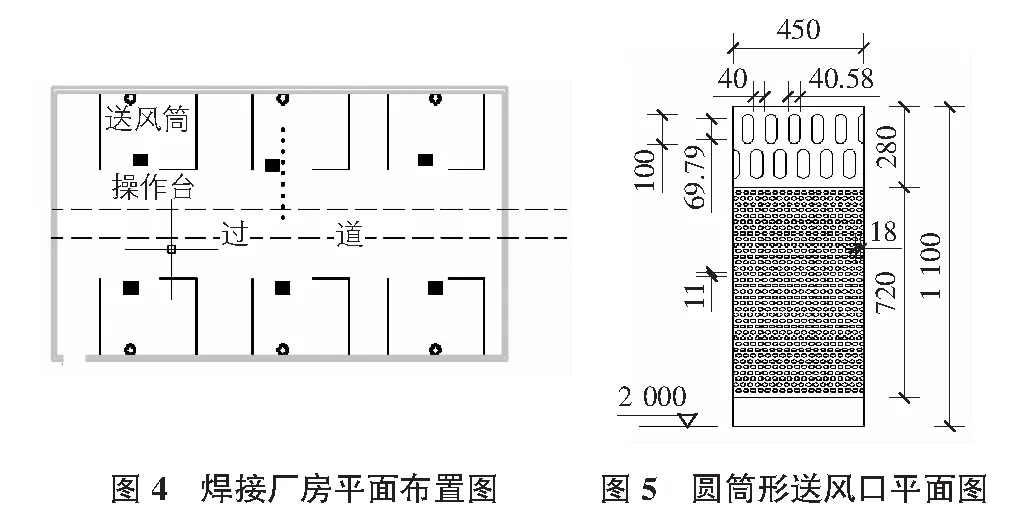
研究对象是南方某铝合金焊接厂房,采用的氩弧焊工艺,厂房为轻钢结构,屋面为保温屋面,外墙板为双层彩钢板,其物理尺寸为:长L×宽W×高H=22 m×12 m×6 m。在距离地面高度1.5 m处,焊接车间两侧各布置3个送风筒,两侧送风筒呈左右对称分布。如图3,图4所示,送风筒为圆柱形状,筒底直径为450 mm,筒高1 100 mm,送风筒侧壁开有3种不同形状的小孔,风从小孔均匀流入室内。厂房中间区域为人行过道,宽为1.3 m。在离地高H=6 m处,布置有4个回风口,如图5所示,回风口间距为5 m,回风口尺寸为长L×宽W=0.5 m×0.5 m。焊接车间两侧对称分布6个长方形操作台,其尺寸为长L×宽W×高H=0.7 m×0.55 m×0.7 m。

2 实验测点布置
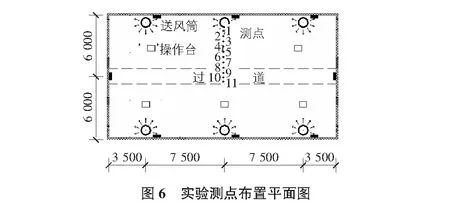
实验时,车间处于封闭状态,各项生产工作正常进行。车间置换通风系统完全开启,送风筒内叶片调节为夏季工况。基于厂房对称的内部布置,造成其气流组织具有对称性,所以只选取厂房宽度的一半,对具有代表性的焊接位置进行实验测量。测点布置如图6所示,测点设置在过送风筒中线的中心线上(X=11),分别测量高度(h)为0.5 m,1 m,1.5 m,2 m下1号~11号测点的温度值、速度值、颗粒物数值以及臭氧浓度值。每两个测点之间水平距离为0.5 m(y=0.5 m,1.0 m,1.5 m,2.0 m,2.5 m,3.0 m,3.5 m,4.0 m,4.5 m,5.0 m,5.5 m)。实验仪器:1)热球风速仪(2台);2)数显式温、湿度计(6台);3)数显式压力计(1台);4)数显式臭氧计(1台);5)支撑架(3个);6)热线风速仪(1台);7)Dustmate激光散射粉尘检测仪。
3 实验结果与分析
测得的实验数据显示,焊接厂房平均温度为20.7 ℃,平均相对湿度为44.4%,平均臭氧浓度为0.078 6 mg/m3,平均气压为100.3 kPa,平均风速为0.127 m/s。最低温度为19.7 ℃,最高温度为21.8 ℃。最低相对湿度为46.6%,最高相对湿度为49.0%。最低臭氧浓度为0.065 mg/m3,最高臭氧浓度为0.089 9 mg/m3。最低风速为0.08 m/s,最高风速为0.71 m/s。
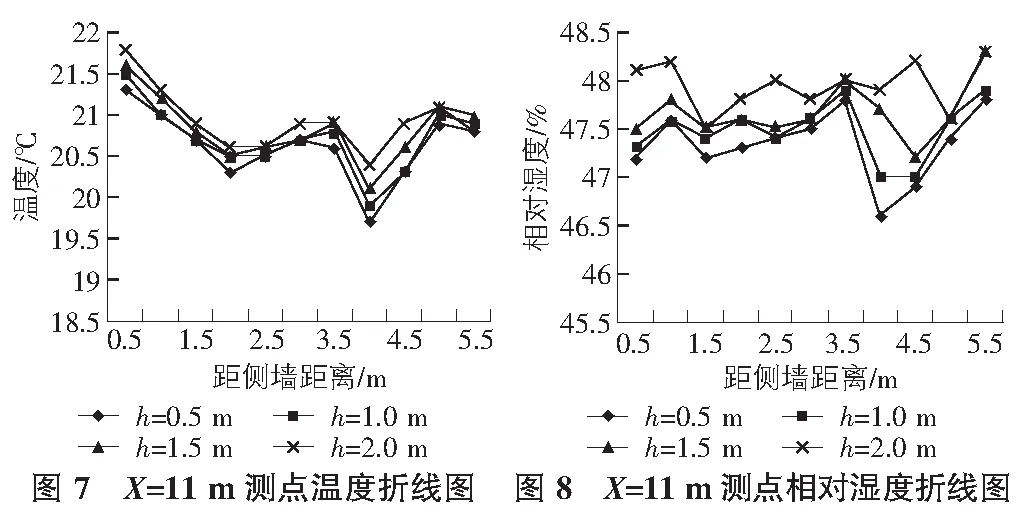
室内温度是影响人体舒适度的重要因素,也是空气品质研究和检验置换通风效果的重要指标[5]。该焊接厂房的实验数据整理得到厂房工作区域的平均温度为20.7 ℃,具体如图7所示。折线图表明,置换通风焊接厂房室内出现了较为明显的温度梯度,即在垂直方向上,室内温度由地面至屋顶呈现逐步升高的趋势。在水平方向上,室内温度变化幅度不大。温度符合置换通风设计和人体热舒适的要求。
铝合金焊接厂房须严格控制相对湿度指标(相对湿度小于60%),才能保证生产要求。试验得到的室内相对湿度如图8所示,最低相对湿度为46.6%,最高相对湿度为49.0%。整体上,室内相对湿度符合工业生产要求。
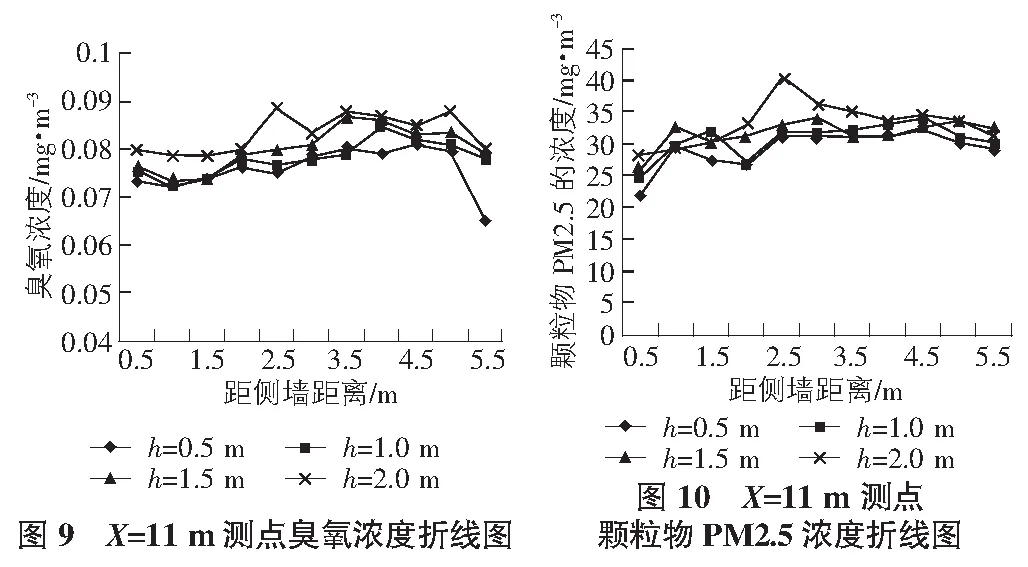
氩弧焊接过程中会产生臭氧,臭氧是一种毒性气体,主要对人体呼吸道系统产生危害。人体长时间暴露在臭氧浓度过量的环境中生产和生活,会严重损害人体健康。如图9所示,实验测得的该焊接厂房的臭氧浓度值小于0.1 mg/m3,处于安全的浓度范围。
焊接烟尘中的颗粒物是厂房内主要的污染物,对人体危害最大,也是利用置换通风洁净厂房的主要目标。如图10所示,颗粒浓度变化在垂直方向有升高的趋势,反映了置换通风对治理高大空间厂房是有作用的,置换通风气流是从室内底部向上运动的,带走焊接烟尘,起到治理室内环境污染的作用,但实验测得工作区域的颗粒物(PM2.5)平均浓度33.9 mg/m3,超出国标所允许的合理值6 mg/m3,不利于工作人员的身体健康。因此,该厂房的颗粒物超标。针对颗粒物浓度过大的情况,可以采取增加置换通风的送风量措施解决。
4 结论与建议措施
4.1 结论
1)该厂房置换通风系统基本形成了由下而上的通风气流组织。温度、湿度、臭氧浓度、粉尘颗粒物呈现由上而下的降低趋势,表明置换通风系统具有带走余热、除尘除湿的作用。
2)该厂房的温湿度、室内压强、室内风速、臭氧浓度达到设计要求,但其颗粒物PM2.5浓度超标。颗粒物浓度超标的主要原因是厂房内存在众多污染源,包括焊点烟尘、人的活动,为设计所考虑不足,加上污染源无规律散发,为空调系统空气净化带来难度。
4.2 建议措施
1)在置换通风系统节能的前提下,适当增加送风量,能提高系统的除尘能力。2)在焊点加烟气集气罩捕捉焊接烟尘,在污染源源头进行污染控制,能高效率地提高除尘效果。3)焊工加强个人劳动防护,戴特制口罩,能一定程度减少粉尘对自身的危害。4)厂房内须及时清理沉降在地面的焊接粉尘,减少因人的活动或者气流的作用而重新扬起,造成二次污染。5)改善焊接材料和提高个人的焊接技巧。焊接材料是烟尘发生量的主要决定因素,尽量采用发尘较少的材料。同时不当的操作也会增加烟尘的发生量,需要提高员工的操作技能。
[1] 李强民.焊接烟羽控制的通风方法[J].电焊机,2011,41(2):44-47.
[2] 杨 珂,李强民.封闭式焊接车间的节能型通风方式[J].上海节能,2008(1):43-46.
[3] 安庚才.置换通风在工业厂房通风中的应用[J].安徽建筑,2001(3):33-35.
[4] 孙海波.高大工业整体厂房焊接烟尘控制与置换通风空调技术研究[D].株洲:湖南工业大学,2010.
[5] 曹建伟.置换通风空调室内空气品质数值模拟研究[D].北京:北京交通大学,2007.
Test on air quality of displacement ventilation systems in a welding plant★
Xia Xiongbo
(SchoolofCivilEngineering,HunanUniversityofTechnology,Zhuzhou412000,China)
An air distribution test which is about displacement ventilation system was carried out in a welding plant. It’s tested in normal conditions of temperature and humidity, ozone concentration, indoor pressure, indoor wind speed, dust concentration, etc. The experiment shows that the plant’s temperature and humidity, indoor pressure, indoor wind speed and ozone concentration reaches design requirements, however, its concentration of particles PM2.5 isexceeded standard. Based on the current quality status of this workshop, the corresponding improving measure is put forward from the perspective of labor protection.
welding plant, displacement ventilation, air quality, test
2015-02-27★:湖南省自然科学基金重点项目“工业厂房空气污染综合治理研究”(项目编号:12JJ8019)
夏雄博(1987- ),男,在读硕士
1009-6825(2015)13-0123-02
TU834.3
A
