某尾矿库中回收钨萤石试验研究
2015-06-05毛文明陈占发曹登国
毛文明,陈占发,曹登国
(湖南柿竹园有色金属有限责任公司,湖南 郴州 423037)
某尾矿库中回收钨萤石试验研究
毛文明,陈占发,曹登国
(湖南柿竹园有色金属有限责任公司,湖南 郴州 423037)
从柿竹园老尾矿中回收钨萤石试验研究,采用钨萤石混合浮选—强磁分离—黑钨浮选、白钨与萤石加温浮选分离的工艺流程,最终获得了含钨23.65%、回收率36.11%的黑钨精矿,含钨52.14%,回收率11.94%的白钨精矿,含萤石83.54%、回收率63.49%的萤石精矿。实现了二次资源综合利用。
黑钨;白钨;萤石;混合浮选;强磁分离
柿竹园矿是一种成分复杂且矿物嵌布粒度非常细密的矿石,是中国地矿界公认的最难选矿物,上世纪八十年代后期,钨的回收率曾连续三年在24%到29%徘徊,到上世纪九十年代也只有46%到50%左右。选矿回收率低的瓶颈长期难以突破。直到本世纪初公司与相关科研院所发明新选矿工艺——“柿竹园法”以来,钨选矿回收率才获得了实质性的提高,达到了65%以上[1]。由于过去钨的选矿工艺采用733法,加入烧碱、水玻璃、733药剂回收白钨,再用摇床重选回收黑钨。尾矿品位较高,尤其含黑钨较多,并且当时萤石因市场价格低没有选别。因此,从尾矿中可以回收的矿物主要有黑钨、白钨、萤石。如果这些资源得有效富集与回收,对于充分合理的开发与利用尾矿资源、促进矿山的可持续发展具有重要意义。
1 矿石性质
该尾矿中金属矿物主要有黑钨、白钨、黄铁矿、磁铁矿、磁黄铁矿。非金属矿物主要有石英、石榴石、萤石、方解石、角闪石、绿泥石和云母等,矿石结构复杂,嵌布关系较为密切,各种有用矿物嵌布粒度细,多元素分析结果见表1。从表1结果可以看出,该尾矿回收的主要对象是钨与萤石,钼铋矿物含量较少,不具有回收价值。

表1 原矿多元素分析结果 %
2 选矿试验
2.1 试验方案的确定
本研究在工艺矿物学的基础上,根据目的矿物的嵌布特性,主要进行了“顺序浮选钨萤石”与“钨萤石混浮”两种工艺对比试验,根据探索试验结果对比,若采用优先浮钨抑制萤石工艺,由于该尾矿的钨与萤石均受过强列的抑制与残余药剂的作用,若抑制剂稍微加多,钨萤石均难以上浮。若抑制剂用量太少,大量萤石进入钨粗精矿,导致萤石回收率低。而若采用钨萤石混合浮选工艺,混浮获得的黑钨、白钨、萤石三种混合粗精矿,运用高梯度磁选机提前强磁分离出磁性矿物,然后进入黑钨精选系统获得黑钨精矿,而非磁性矿物继续在混浮粗选作业精选获得白钨与萤石粗精矿,再运用“彼得罗夫加温法”浮选出白钨精矿,其尾矿即是萤石精矿,钨与萤石均可以获得较高的回收率。尾矿在选别钨萤石前进行了隔渣、脱铁、脱硫过程,消除其对钨与萤石回收的影响。
2.2 钨萤石混合浮选条件试验
钨萤石混合浮选主要探索调整剂碳酸钠、抑制剂水玻璃、活化剂硝酸铅、捕收剂OS-2用量对选别的影响。
2.2.1 碳酸钠用量试量
碳酸钠既是pH值调整剂又是白钨与萤石矿物的活化剂,它的存在可以改善白钨与萤石矿物与捕收剂的作用以提高可浮性[2],同时碳酸钠对矿泥可以起到一定的分散作用。因此试验过程中进行了碳酸钠用量试验。考察碳酸钠对钨萤石混合浮选的影响,试验指标的影响如图1所示。由图1可知,适量的碳酸钠有利于钨萤石上浮,当碳酸钠用量继续增大时,钨精矿回收率有明显下降。所以确定碳酸钠用量为400 g/t时较为合适。

图1 碳酸钠用量对混合浮选的影响
2.2.2 水玻璃用量试验
由于该尾矿中主要含有硅酸盐、石榴石脉石矿物,水玻璃是其矿物的有效抑制剂。考虑到该矿石中钨以黑钨为主,水玻璃与硫酸铝的用量比例固定为1∶1,考察水玻璃用量对混浮的影响。试验结果如图2所示,由图2可知,随着水玻璃用量增大,钨萤石粗精矿品位有所提高,但水玻璃用量增大到750 g/t时,钨与萤石的回收率有明显的下降。所以确定水玻璃用量为500 g/t时较为合适。

图2 水玻璃用量对混合浮选的影响
2.2.3 硝酸铅用量试验
硝酸铅是白钨矿和黑钨矿浮选的有效活化剂。硝酸铅水解后形成的Pb2+和PbOH+离子吸附于钨矿物表面,使钨矿表面的电位由负变正,促进了苯基羟肟酸捕收剂的作用[3,4]。硝酸铅用量试验结果如图3所示,从试验结果可以看出,当硝酸铅用量为0时,钨的上浮率很小,当硝酸铅用量从0增大到600 g/t时,钨回收率有明显的提高,当继续增大时,钨的回收率增长幅度减小,但钨品位有所下降。而硝酸铅对萤石的指标影响很小。为使混浮粗选有较高的作业回收率,所以确定硝酸铅用量为900 g/t较为合适。
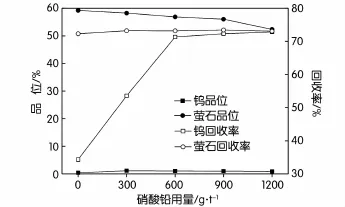
图3 硝酸铅用量对混合浮选的影响
2.2.4 OS-2用量试验
GYB是钨矿的有效的螯合类捕收剂,OS-2是钨矿物浮选的辅助捕收剂,同时也是萤石有效的捕收剂,并且选择性较好[5,6],因此采用GYB+OS-2作为钨萤石混浮的组合捕收剂。钨萤石能否实现有效的混合浮选,OS-2用量是很关健的影响因素。GYB用量固定为1 000 g/t,OS-2用量试验结果如图4所示。从图4可知,随着OS-2用量增大,钨与萤石回收率逐渐升高,所以确定OS-2用量为200 g/t较为合适。
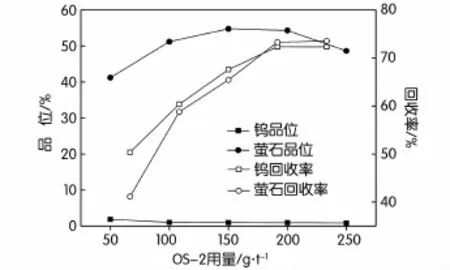
图4 OS-2用量对混合浮选的影响
2.3 黑钨精选条件试验
对钨萤石混合钨粗精矿强磁分离出含钨约3%的磁性产品,磁性产品有价成分主要为黑钨矿,含有少量的白钨,脉石主要成分磁铁矿、硫铁矿、石榴石、绿泥石。对该磁性产品浓缩后进行浮选获得最终的黑钨精矿。其条件试验所用的药剂用量是相对于黑钨精选作业的给矿量。
2.3.1 水玻璃与硫酸铝配比试验
若加单一的水玻璃,不利于黑钨的上浮,水玻璃与硫酸铝组合的加入,可以降低对黑钨的抑制,水玻璃与硫酸铝配比试验结果如图5所示,从图5可以看出,水玻璃固定量为500 g/t时,适量的硫酸铝有利于黑钨精矿品位与回收率的提高,但硫酸铝增大到一定程度时,黑钨精矿品位明显下降,回收率也有所下降。所以水玻璃与硫酸铝的配比宜采用为1∶1较为合适。
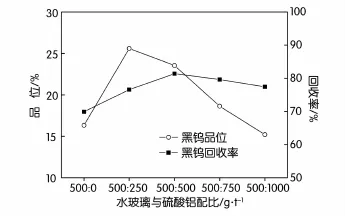
图5 水玻璃与硫酸铝配比对黑钨浮选的影响
2.3.2 GYB用量试验
GYB是黑钨浮选的捕收剂,若单加GYB,泡沫很脆弱,因此需要配合加入少量的GYR,提高泡沫的稳定性,GYR固定用量为50 g/t,以考察GYB不同用量对黑钨浮选的影响,试验结果如图6所示,可以看出,随着GYB用量的增大,黑钨精矿回收率逐渐增大,当增大到一定程度时,对精矿品位与回收率均不利。所以确定GYB用量为1.5 kg/t较为合适。

图6 GYB用量对黑钨浮选的影响
2.4 白钨与萤石分离条件试验
强磁分选出的非磁性产品,经过二次精选后,获得含钨约0.7%,含萤石约80%的混合粗精矿,白钨与萤石可浮性相似,常温浮选分离难度大。因此采用“彼德洛夫法”加温浮选分离可直接获得白钨精矿与萤石精矿。其中水玻璃、烧碱药剂用量是它们浮选分离的关健因素。以下考察了水玻璃、烧碱药剂用量对加温浮选分离的影响试验。其条件试验所用的药剂用量是相对于白钨精选作业的给矿量。
2.4.1 水玻璃用量试验
水玻璃可以选择性解吸萤石矿物表面的捕收剂,并促进了抑制剂对萤石的抑制作用[7]。因此,能有效地提高白钨-萤石分离浮选的效果。水玻璃用量试验结果如图7所示,由图7可知,水玻璃可有效提高白钨精矿的品位,随着水玻璃用量增大,钨的回收率有小幅度的下降。综合考虑,水玻璃用量为120 kg/t时较为合适。
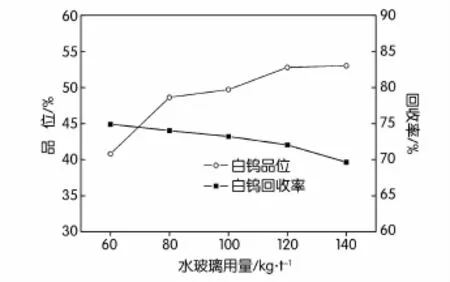
图7 水玻璃用量对白钨浮选的影响
2.4.2 烧碱用量试验
烧碱对萤石有较强的抑制作用,烧碱用量试验结果如图8所示,从试验结果可以看出,随着烧碱用量增大,钨精矿品位逐渐的升高,精矿含萤石越来越低,当烧碱用量达到2 kg/t再继续增大时,钨回收率有明显的下降。综合考虑,烧碱用量为2 kg/t时较为合适。
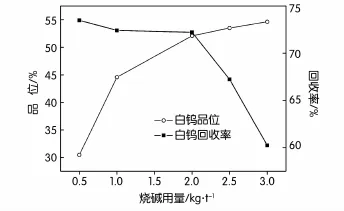
图8 烧碱用量对白钨浮选的影响
2.5 闭路流程试验
在条件试验的基础上,进行了开路试验,并在开路试验取得较好指标的基础上进行了闭路试验,闭路试验流程如图9所示,试验结果见表2。
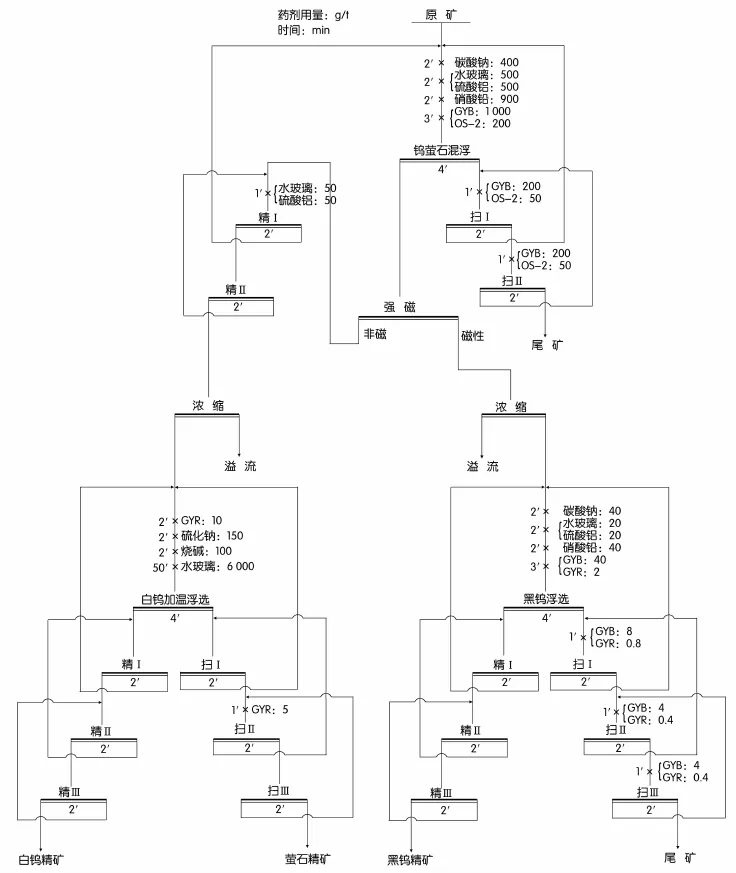
图9 闭路试验流程
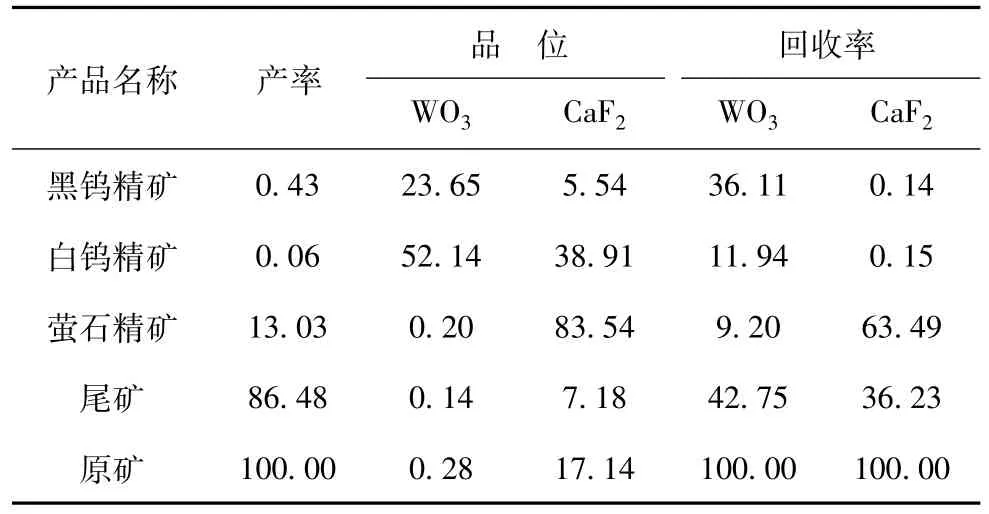
表2 闭路试验结果 %
3 结 语
1.采用钨萤石混合浮选—强磁分离—黑钨浮选、白钨与萤石加温浮选分离的工艺处理该尾矿,可获得含钨23.65%、回收率36.11%的黑钨精矿,含钨52.14%,回收率 11.94%的白钨精矿,以及含萤石83.54%、回收率63.49%的萤石精矿。
2.该尾矿钨萤石受到过强烈的抑制,通过加入较大用量的组合捕收剂GYB+OS-2把钨萤石浮选上来,再运用强磁提前把较难分选的黑钨分离出来,浓缩后浮选获得黑钨精矿。黑钨可以获得较高的回收率。
3.白钨与萤石可浮性相似,通过混浮—强磁分离—再混合精选获得白钨萤石粗精矿,再运用加温法使得白钨与萤石分离,获得上浮产品为白钨精矿,下浮产品即是萤石精矿。
4.该尾矿有受过强烈的抑制及残余药剂作用,矿物成分复杂,分选难度大。本试验选择了一个相对较简单、经济技术指标较高的工艺流程,钨与萤石均获得了较高的回收率。
[1] 孙传尧,程新朝,李长根.钨铋钼萤石复杂多金属矿综合选矿新技术——柿竹园法[J].中国钨业,2004,(5):8-14.
[2] 魏克帅.浮钨尾矿中萤石的活化及其与方解石的浮选分离研究[D].长沙:中南大学,2011.
[3] 程新潮.钨矿物和含钙矿物分离新方法及药剂作用机理研究Ⅱ.药剂在矿物表面作用机理研究[J].国外金属矿选矿,2000,(7):16-21.
[4] 陈万雄,叶志平.硝酸铅活化黑钨矿浮选的研究[J].广东有色金属学报,1999,(1):2-5.
[5] 陈玉林.新型药剂OS-2在钨浮选中的研究与应用[J].有色金属(选矿部分),2010,(5):44-48.
[6] 杨应林,周晓彤,汤玉和.黑白钨共生矿混合浮选药剂及工艺[J].中国钨业,2011,(1):23-26.
[7] 孟宪瑜,于雪.高起鹏低品位白钨矿选矿工艺试验研究[J].有色矿冶,2007,(5):15-18.
Experimental Study on Tungsten and Fluorite Recovery From Tailings
MAO Wen-ming,CHEN Zhan-fa,CAO Deng-guo
(Hunan Shizhuyuan Non-ferrous Metals Co.,Ltd.,Chenzhou 423037,China)
Experimental study of tungsten and fluorite recovered from old tailings in Shizhuyuan was carried out.It used the process flow of tungsten mixed flotation fluorite strong magnetic separationflotation wolframite,scheelite and fluorite flotation separation of heating,and finally got thetungsten containing 23.65%,the recovery of wolframite concentrate rate 36.11%,tungsten containing 52.14%,white tungsten concentrate recovery rate 11.94%,containing fluorite 83.54%,the recovery rate of 63.49%of the fluorite concentrate.It realized the comprehensive utilization of the secondary resources.
wolframite;scheelite;fluorite;mixed flotation;strong magnetic separation
TD926.4
A
1003-5540(2015)03-0010-05
2015-03-21
毛文明(1985-),男,工程师,主要从事有色金属选矿技术管理工作。
