VS20A1振动破碎再生机衬板改进措施
2015-06-05文良
文 良
(中铁宝桥集团有限公司,陕西宝鸡 721006)
1 振动破碎机的工作原理
VS20A1振动破碎再生机是铸造车间旧砂再生的主要设备,用于对落砂后的旧砂块进行破碎再生,完成砂块破碎、粘接剂脱膜筛分及杂物的分离。
破碎机在两台振动电机带动下作定向振动,砂块在破碎筐内撞击、翻滚、振动,并通过砂块之间的摩擦,使砂块破碎、粘接剂膜脱落。破碎后的砂粒从破碎筐底部衬板筛孔落下,杂物从后端清理门排出。进入破碎机的旧砂块中混有冷铁、碎钢片、耐火材料等不能破碎的硬质杂物,破碎筐衬板受到这些杂物的冲击、碰撞和砂粒的持续摩擦,逐渐变薄、出现破洞,需定期更换。
2 衬板的作用和改进意义
衬板是砂块破碎过程中强烈摩擦和冲击作用的主要载体,并承担下砂任务,是制约振动破碎再生机处理能力的关键零部件。衬板耐磨性能影响衬板使用寿命和更换周期,耐磨性越差,更换频次越高,消耗的人力、物力和时间成本越高,也越不利于连续生产。衬板筛孔大小直接影响下砂速率,进而影响破碎机的处理能力。筛孔过大,砂块破碎不充分;过小则下砂受阻,因为旧砂通常含有水分,容易粘附于下砂口,进一步降低下砂速率。因此提高衬板耐磨性能,优化衬板下砂口结构设计是提高破碎机处理能力,减少维修工作量的有效措施,对企业节能降耗、降本增效有着重要意义。
3 衬板出现的问题、改进措施及效果
3.1 衬板出现的问题
VS20A1振动破碎再生机在中铁宝桥集团有限公司投入使用以来,出现两大问题:①下砂速度慢,导致砂子供应滞后,破碎筐频频显满造成前方落砂机停机,旧砂再生生产线时断时续,很不流畅,延误生产;②衬板不耐磨,修补、更换工作量大。
3.2 改进措施及产生的效果
针对出现的问题,分别采取了相应的措施:
(1)将下砂孔适度拓宽,由8 mm拓宽至12 mm,同时将下砂口结构形式由直口改成喇叭口形状(图1),使砂子不易粘附,不易在下砂口板结堵塞,不仅解决了下砂不流畅的问题,使生产节奏恢复正常,而且取得了良好的效益。
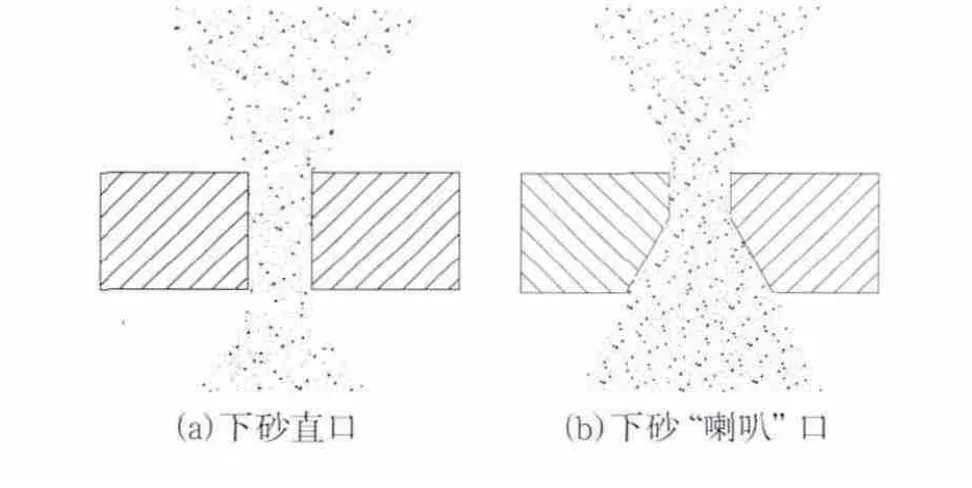
图1 下砂口结构形式
(2)将衬板材质由16Mn改为耐磨性能突出的高锰钢ZGMn13,增加厚度,并采取水韧处理、表面爆炸硬化等工艺措施进一步增强其耐磨性。
衬板耐磨性的优劣关键在于材质的选择。目前,振动破碎机衬板普遍采用16Mn,16Mn加工容易、焊接性好、价格便宜,但耐磨性和冲击韧性不强。根据中铁宝桥集团有限公司多年积累的经验,16Mn衬板使用寿命不足两个月。由于衬板重,安装空间狭小,工况恶劣,砂粒、粉尘、耐火材料碎片残留使螺栓不易拆卸,给维修更换带来很多困难。每更换一次需三名工人密切配合,耗时两小时以上。
高锰钢铸件耐磨损、抗冲击性能优异,是制作衬板的理想材料。高锰钢铸件在受到冲击和强大压力时能产生耐磨层,使表面具有很强的耐磨性能,而里层仍保持优良的韧性,并且价格便宜。高锰钢经过水韧处理,韧性和强度进一步提高。
爆炸硬化是靠炸药爆轰与金属表面相互作用在金属表面产生强烈的冲击波,这种高密度的冲击波在金属中传播,使金属晶格发生扭曲,改变了金属材料的内部结构,使表面和深层金属的硬度提高。同时也能提高材料的屈服强度和抗拉强度,从而提高材料的耐冲击磨损和耐变形性能。高锰钢衬板采用爆炸硬化技术后,表面强度进一步提高,耐磨性增强。经一次爆炸后表面硬度达350 HB,硬化层深度达表面以下16 mm,延长了磨损寿命。
采用高锰钢衬板,运用水韧处理和爆炸硬化技术,并将衬板(图2)厚度由原来的12 mm增加至24 mm,显著提高了衬板的使用寿命,由原来的不到两个月延长至一年,减少了维修频次,大大降低了材料成本,提高了劳动生产率。
[1]王文斌,林忠钦,严隽琪,等.机械设计手册 第1卷[M].北京:机械工业出版社,2004:3-22.
[2]赵培峰,国秀花,宋克兴.高锰钢研究与应用进展[J].材料开发与应用,2008,23(4):85-88.
[3]狄建华,吕春玲,宋新社.高锰钢爆炸硬化研究[J].火工品,2001(1):17-19.
