国产数控蠕动磨床急停回退功能开发与应用
2015-06-01高虹王斌
高虹王斌
(西安航空发动机(集团)有限公司,陕西 西安 710021)
杭州机床厂MKLD7140数控强力蠕动成形磨床,应用砂轮成形修整、自动补偿及高压冷却技术,可实现一次装夹、双磨头同步成形磨削,在发动机叶片枞树根榫齿加工及对称面磨削上占有优势。对比当今先进磨床制造技术及现场应用情况,从保护产品与设备角度考虑该机床在控制功能上尚需改进,如:加工中出现电动机过载的报警时,立即进入急停状态,复位VDI轴使能,各伺服轴停止运动,关闭冷却液,此时砂轮主轴转速因惯性不会立即停止,使工件表面因冷却不充分发生烧伤的现象,影响了产品质量。
本文详细阐述如何通过西门子840D系统NC参数设置、PLC程序设计及异步子程序开发,实现突发外部急停报警时,双磨头快速、同步、以预定轨迹回退到安全位置的方法,。
1 MKLD7140数控强力蠕动磨床的特点
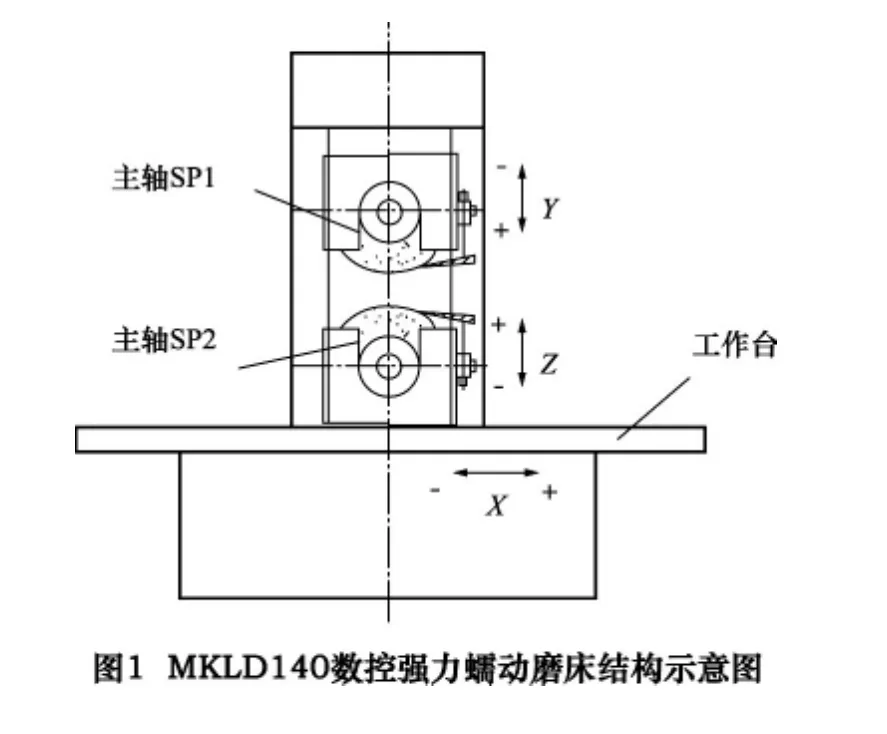
该机床采用对称式结构,沿立柱纵向设计了上、下磨头系统(上磨头主轴SP1,下磨头主轴SP2),上、下磨头垂直进给为Y轴、Z轴,两磨头可单独或联动控制;工件装夹在工作台上,工作台横向移动为X轴,如图1所示。X、Y、Z轴采用西门子1FK7、1FT7系列高动态永磁同步伺服电动机驱动,砂轮主轴电动机为西门子1PH7系列大功率异步电动机;一次装夹深度成型磨削量可达十几毫米,对冷却液的流量和压力要求较高。
2 急停回退功能实现方法分析
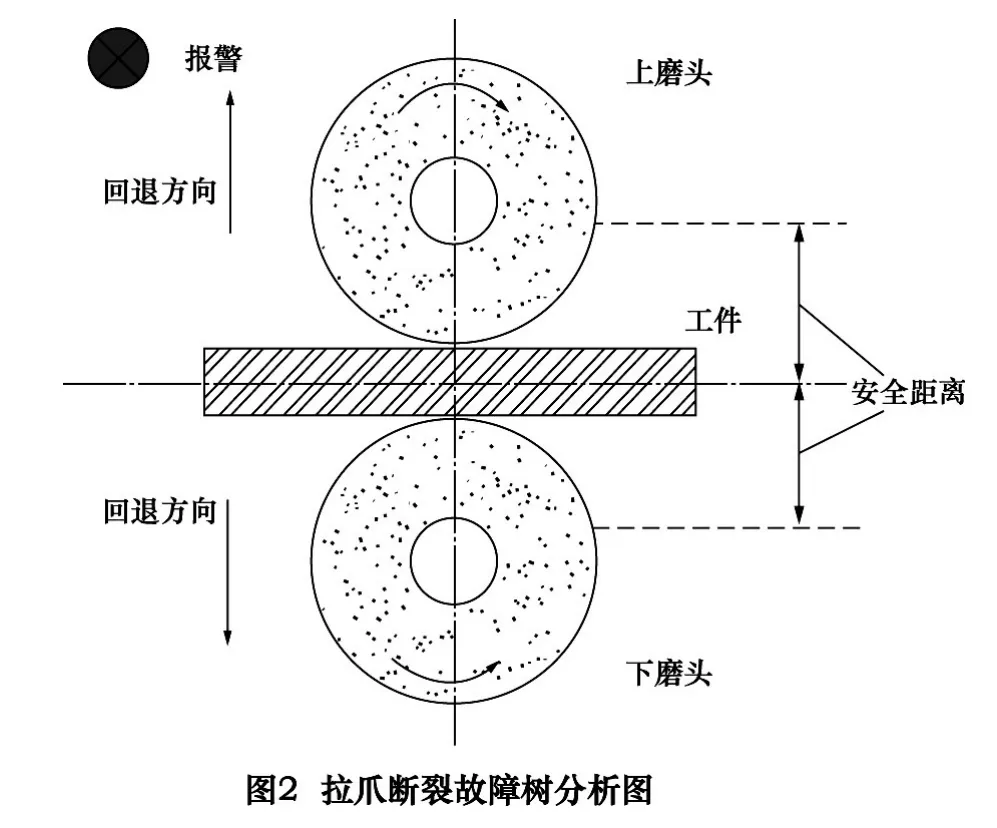
如果在磨削过程中发生诸如电动机过载等急停报警时,双磨头立即离开工件表面并迅速回退到安全位置后,机床再进入急停状态,便可以避免工件表面烧伤的质量问题,也保证了设备安全。由此看来数控系统需要完成如下控制功能:第一,立即中断当前NCK通道加工程序的执行;第二,自动执行回退子程序,控制双磨头快速、同步、按预定方向离开工件表面;第三,回退到安全位置后使机床立即处于急停状态,见图2。
2.1 通过NC程序中断指令实现急停回退功能
SETINT是NC中断程序指令,通过设置子程序中断号和优先级,中断当前通道正在执行的加工程序。
编程格式:SETINT(n)PRIO=m Subroutine LIFTFAST
SETINT(n)为当NCK快速输入端n(1…8)接通时,启动中断程序;PRIO=m为中断优先级别(1~128);Subroutine为中断子程序名;LIFTFAST为快速离开工件轮廓;用“ENABLE”和“DISABLE”指令可以打开和关闭中断程序。
分析:通过设置NCK快速I/O接口$A_IN[n]=1触发中断,用“LIFTFAST”指令控制坐标轴快速离开工件表面,执行中断子程序回退到安全位置,其中PLC机床外部报警信号和NCU X121的I/O信号均可以作为中断触发源。此方法完全能够实现急停回退功能,但是需在每个工件程序前编辑SETINT中断指令来分配中断,有些麻烦,而且对于外部中断信号的处理上不方便,实用性不强。
2.2 通过PLC功能块设置中断实现急停回退功能
2.2.1 用FB4设置中断
集成SIMATIC S7中FB4(PI_SERV)功能块用于从PLC操作NCK特殊功能,如:选择通道程序、分配中断、删除刀具、刀具管理等功能,通过设置形参“PIService”可以选择、分配中断功能,包括通道号、中断号、优先级、中断程序路径及中断程序名。
2.2.2 用FC9和FC15功能块实现回退
用NC程序指令或FB4分配中断之后,通过FC9和FC15功能块均可触发中断并实现回退。
(1)通过FC9实现回退的方法
FC9(ASUB)用于触发中断当前通道程序的运行,执行中断参数所分配的异步子程序。编程格式:
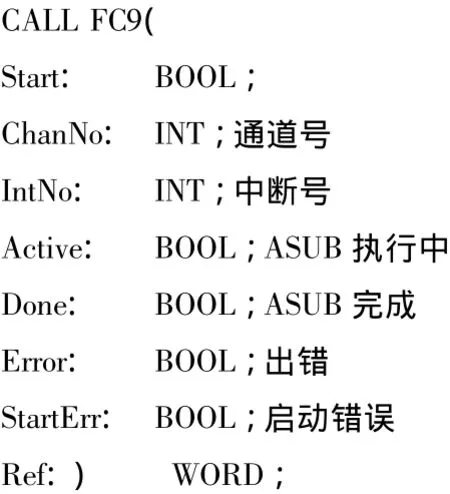
分析:将外部急停报警作为“Start”触发条件,再指定通道和中断号,系统便自动调用与中断号相对应的异步子程序,可以实现多轴同步回退功能,移动方式、速度、位置等参数的设置可在异步子程序中设置,除此之外还可以执行冷却液关闭、主轴停止等M指令。此方法不需要修改用户加工程序,适合于PLC外部报警的处理。
(2)通过FC15实现回退的方法
FC15(POS_AX)用于实现线性轴或旋转轴的定位功能。通过分配FC15的形参(轴号、移动方式、倍率、回退位置、回退速度等)可以控制某一操作模式下的坐标轴回退。
分析:FC15调用1次只能控制1个轴的移动,用于实现双磨头同步回退功能不方便,且形参的调整需要通过step7编程软件,也不方便。
综合对比,考虑到问题是实现外部报警触发回退的功能,最终确定方案:采用PLC触发中断,通过FB4进行中断初始化,分配通道号、中断号、优先级、中断程序路径及中断程序名,通过FC9触发中断当前通道的工件程序的执行,调用异步子程序完成回退,回退方向、速度、安全位置等参数的设置可在异步子程序中设置。
2.3 方案实施
2.3.1 激活异步子程序功能
异步子程序为选项功能,需要修改通用机床数据和通道机床数据激活,相关参数含义及具体修改如表1所示。
2.3.2 PLC程序设计
(1)调用FB1功能块
在PLC程序中调用FB4功能块,需要修改0B100组织块中FB1设置,将形参NCKomm设置为“1”。
(2)创建DB数据块
新建“asup_ini”数据块(DB101),定义异步子程序存储路径和程序名。DB101变量声明见表2,其中‘_N_SPF_DIR’为子程序存贮路径,‘_N_ASUP_SPF’为子程序名。

表1 异步子程序功能NC参数设置
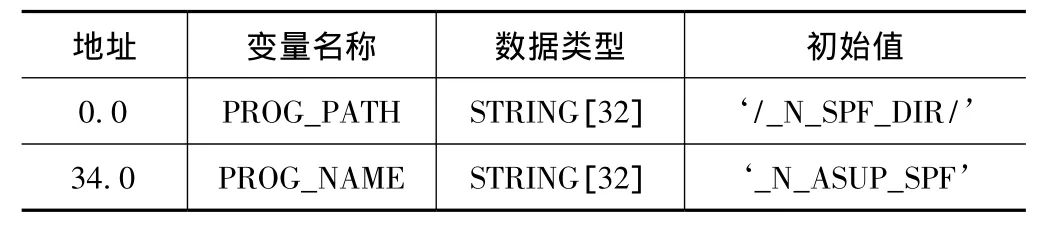
表2 DB101数据块变量
(3)设计FC100程序块
在OB1中调用FC100,在FC100中调用FB4进行中断初始化,并调用FC9进行异步子程序触发源分配。程序设计具体如下:
①中断初始化
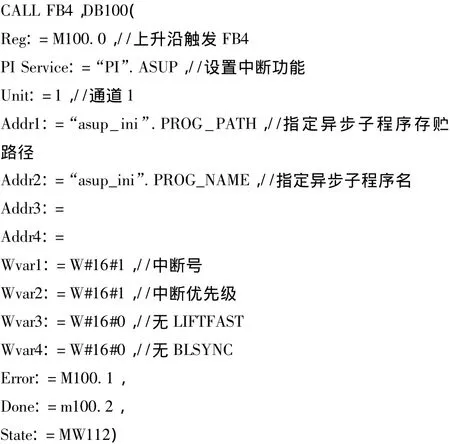
②异步子程序触发


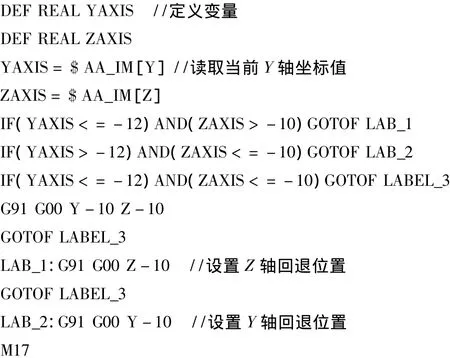
(4)创建异步子程序
在程序存储器_N_SPF_DIR目录下创建ASUP.SPF子程序,举例如下:
3 调试中出现的问题及解决方法
3.1 出现系统报警16963
用FC9调用异步子程序时(“Start“=1),系统出现Alarm 16963:ASUB start declined。查阅报警原因:①MD11602.0没有设置;②MD11604 ASUP的中断优先级设置太高。检查发现MD11602.0=1,MD11604=7均设置正确。显然报警另有原因,最终发现是由于FB1设置不正确,将 NCKomm由“False”设置为“True”,报警消除。
3.2 出现异步子程序多次调用
程序中用故障信号M100.0作为触发中断条件,应当执行1次程序便停止,但有时会出现执行多次回退动作后才停止,此时通道为“Active”状态。解决方法:利用FC9的“Done”信号,当异步子程序执行完成时,检测“Done”=1,用 M 指令设置 DB21.DBX201.7=1,使通道1 处于“Reset”状态。
4 结语
在不改变机床原有软硬件配置的基础上,利用功能开发与技术改进,充分挖掘数控机床控制系统潜能,成功实现了急停回退功能在国产磨床上的应用,保证了产品质量,具有较好的实用价值。对于其它数控磨床、磨齿机等也具有一定的借鉴价值。
