三刃可调深孔镗头设计
2015-06-01孙金海杨晓磊孟宝星
孙金海 杨晓磊 孟宝星
(①徐州工业职业技术学院,江苏徐州221140;②徐州徐工挖掘机械有限公司,江苏 徐州 221004)
液压缸作为液压执行元件在矿山机械、工程机械、机床设备等工业生产领域有着广泛的应用。液压缸的内孔长径比大于5(L/D>5),其加工属于深孔加工,目前比较成熟的加工工艺是镗、珩工艺[1-2],而缸体的镗削加工是关键[3]。本文介绍了一种用于液压油缸镗削的三刃可调深孔镗头。
1 目前液压油缸深孔镗削时存在的问题
目前,液压缸镗削加工是在深孔镗床上进行的[4-6],深孔镗床使用的镗头都是不可调单刀体、固定导向结构。在镗削中,所有加工余量均由一把刀切除,刀体受力较大,镗头体受力不均[7-9]。当缸体毛坯壁厚不均,余量又比较大时,容易产生“让刀”、振动等现象,造成镗偏,严重时,发生“崩刃”、“栽刀”,造成废品[10]。另外,由于采用不可调单刀体结构,在加工大余量缸体(单边余量7mm以上)时,由于刀体强度、刚度有限,必须分两次以上镗削,而每次镗削又必须采用相应的镗头体及镗杆,增加了换刀次数,降低了加工效率。
因此,目前液压缸深孔镗削中存在的主要问题是:
(1)镗偏。缸体镗削后,壁厚不均,从而影响缸体缸口的尺寸。
(2)栽刀。缸体镗削过程中,由于刀具受力不均,造成刀具崩刃,会在缸体内壁形成很深的沟槽。
(3)辅助时间较长。不同缸径或大缸径、大余量缸体加工,需更换镗头体及镗杆,增加了准备时间,降低了加工效率。
2 三刃可调镗刀设计
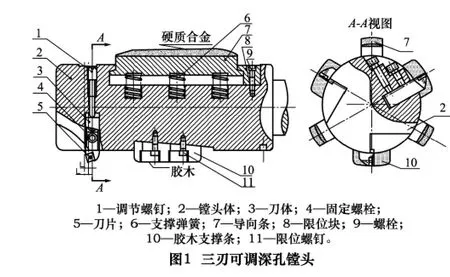
针对目前液压油缸深孔镗削时存在的问题,设计了一种结构紧凑、使用方便、工效高、刀刃受力均匀的三刃可调深孔镗头,其结构原理如图1所示。三刃可调深孔镗头主要由镗头体2、周向呈120°分布的3把刀体3、3个导向条7和3个胶木支撑条10构成。
3把刀体3通过螺栓4固定在镗头体2的刀槽内,每把刀体3沿镗头体2轴向间隔交错分布,间隔距离L为5~8mm,每把刀体3可通过调节螺钉1进行径向调节,以满足合适的切削余量。由于3把刀体3可调,扩大了镗头体2的加工范围,正常情况下,缸径变化范围在40mm以内的缸体均可采用同一个镗头体。
镗头体2的圆周上按120°均布有3个安装导向条7的沟槽,3个导向条通过螺栓9固定卡装在镗头体2上的沟槽内,导向条7与镗头体2接触面之间装有支撑弹簧6,支撑弹簧装在镗头体2的弹簧定位盲孔内,支撑弹簧的大小和数量可根据缸径大小进行调整。
3个胶木支撑条10通过限位螺钉11固定在镗头体2上,与镗头体2的配合面为斜面。
刀体3采用可转位机夹刀具,刀柄采用45钢制造,刀片采用标准硬质合金刀片,使用时根据缸体的材质、硬度等参数选用大小合适的刀片。为了防止刀片进入切削瞬间崩刃,刀体可采用75°主偏角。导向条7由支撑体和敷着在支撑体上的支撑块构成,支撑体由45钢制成,支撑块为硬质合金层,安装时,将硬质合金焊在支撑体的凹槽内,然后根据缸径大小磨削成型,用螺栓9及限位块8将其固定在镗头体2上。磨削导向条7时,将两端磨削成15°的锥面,以减小对工件缸壁的划伤。
3 使用方法
根据现场加工缸径大小,选择合适的镗杆及镗头体2,镗头体2与镗杆采用螺纹联接,联接前先将胶木支撑条10按120°分布固定在镗头体2上,然后根据缸径大小,车削外圆至合适尺寸。将刀体3装入镗头体2的刀槽内,3把刀体3从左至右依次装入,装入后根据加工总余量,从左至右分别确定各刀体的切削余量,第1把刀为粗镗,第2把刀为半精镗,第3把刀为精镗。根据切削前缸径及切削余量,将刀体3调整到合适位置,再用螺栓4压紧刀体3,压紧力要确保切削时刀体3不能松动。3把刀呈120°分布,可以有效地平衡镗头体2的径向受力,从而达到避免让刀(镗偏)、栽刀的目的。
将事先磨削好的导向条7装入镗头体2上,用限位块8及螺栓9固定好,确保弹簧6的弹簧力镗削中能使导向条贴紧已加工的缸壁。支撑弹簧6的弹力使导向条7贴紧缸壁,硬质合金层两端的锥面主要起导向、辅助支撑作用,引导镗头体2作直线运动,防止镗偏;支撑切削后的缸壁,提高镗头体2的稳定性,减小镗头体2的振动。
4 结语
三刃可调深孔镗头与传统的镗头体相比,变单刃切削为三刃切削,按120°分布3个可调刀体,可有效改善镗头体的受力状态,减少了栽刀、镗偏等缺陷,扩大了镗头体的加工范围;采用可调导向条,可根据缸径大小进行调整,变固定导向为可调导向,改善了导向效果,可解决大缸径、大余量或一定缸径范围内的缸体一次镗削成型问题。因此,三刃可调深孔镗头的结构紧凑合理,安装使用方便,可一次性加工大余量的缸体,效率高,具有广泛的实用性和通用性。
[1]王竣.现代深孔加工技术[M].哈尔滨:哈尔滨工业出版社,2005:1-20.
[2]王世清.深孔加工技术[M].西安:西北工业大学出版社,2003:68-94.
[3]何定健,李建勋,王勇.深孔加工关键技术及发展[J].航空制造技术,2008(21):90-93.
[4]潘红军,薄瑞峰,沈兴全.T2120深孔钻镗床床身的结构分析与优化设计[J]. 机床与液压,2014,42(9):77-80.
[5]张棉好,徐洪,刘智强.深孔加工的数控编程[J].机床与液压,2006,34(15):231 -232.
[6]杨丽,杨兴,宋建武.深孔镗专用机床的开发[J].机床与液压,2013,41(8):47 -49.
[7]王潇纶.对深孔镗加工原理和工艺分析及刀具应用[J].金属加工:冷加工,2013(6):43 -45.
[8]杨吉茂,辛舟.深孔镗杆在推镗和拉镗时的ANSYS受力分析[J].机械设计与制造,2011(7):128-129.
[9]贺书乾.深孔镗削加工振动稳定性及防振技术研究[J].中北大学学报:自然科学版,2008,29(4):312-315.
[10]康永林,贾国宪.深孔镗加工过程中常见质量问题分析[J].矿山机械,2006(1):120-121.
