聚偏氟乙烯成型工艺与力学性能研究
2015-05-31中航商用航空发动机有限责任公司
中航商用航空发动机有限责任公司 陈 巍
上海工程技术大学 张效迅 张才宝
聚偏氟乙烯(PVDF)是由偏氟乙烯(VDF)通过均聚或共聚而成的含氟树脂。PVDF树脂兼具氟树脂和通用树脂的特性,除具有良好的耐化学腐蚀性、耐高温性、耐氧化性、耐气候性、耐紫外线、耐辐射性能外,还有压电性、热电性等特殊的性能[1-2]。在含氟树脂中,PVDF具有最高的抗张强度和抗压缩强度以及出色的加工性能。PVDF的熔点(约170℃)与分解温度(316℃)相差100℃以上,热稳定性高,因而具有良好的成形加工条件。
通常情况下,通过短纤维增强,可以获得更高力学性能的PVDF制品,因此,在某些条件苛刻的场合下,PVDF甚至可以取代钛合金、哈氏合金、蒙乃尔合金等材料,也被誉为合成树脂中的“贵金属”,在航空领域具有一定的应用前景。
PVDF的主要成型方式为注塑成型,熔体温度、模具温度等注塑成型工艺参数的控制对于PVDF注塑成型的力学行为有很大的影响[3-5]。因此,开展对PVDF注塑成型工艺与力学性能的研究,对在工程中正确设计PVDF制品,掌握其机械性能和评价产品质量具有非常重要的意义。
1 试验
(1)试验目的:通过控制注塑工艺的变化制备力学拉伸试样,通过拉伸试验,测试其力学行为,观察注塑工艺对于力学行为的影响。通过在PVDF材料中添加一定量的短切纤维,分析比对增强纤维对PVDF力学性能的影响。
(2)试验材料:试验所用PVDF和短切纤维均为国产材料,短切纤维直径为7μm 。
(3)试验仪器:注塑成型使用震雄EASYMASTER注塑机,型号EM80-V,如图1所示。

图1 试验用EM80-V注塑机Fig.1 Injection molding machine for experiment
试验称量设备使用佰伦斯电子秤。拉伸试验在AG-25TA电子万能材料试验机上进行。
(4)试样制备。PVDF试样尺寸如图2所示,图3为试验用模具。
从图3可以清晰地看到模具的型腔以及其进胶的路线和顶出位置。
用吊车将图3中所示模具安装注塑机上,调整好模具的闭合高度。注塑成型之前,要先用一定量的PVDF材料对注塑机的机筒和喷嘴进行清洗,以防止在试样中含有其他的杂质,完成注塑试验之后,要及时地将机筒清洗干净,防止堵塞注塑机。
(5)试验方案。注塑成型若干个不同注塑工艺参数以及同等工艺参数下PVDF与短切碳纤维增强PVDF试样,对其进行力学拉伸试验,并对不同工艺参数注塑成型的PVDF试样以及同等工艺参数添加不同量碳纤维的PVDF试样的力学行为对比。
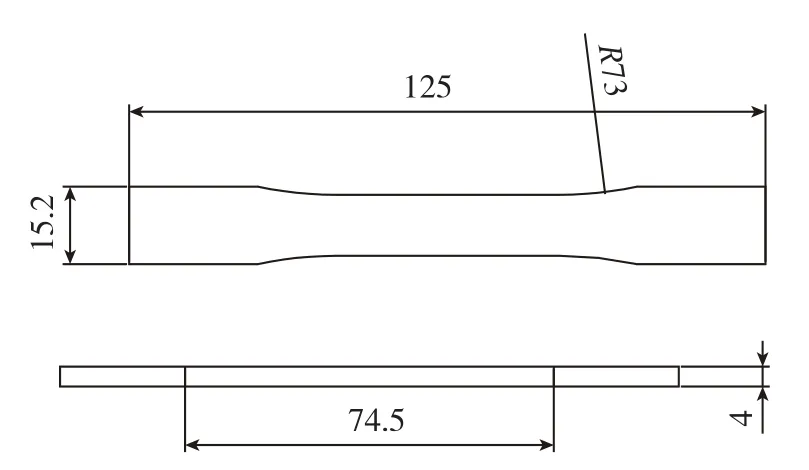
图2 PVDF试样(mm)Fig.2 PVDF specimen

图3 试验模具Fig.3 Mold for experiment
纤维增强PVDF按照纤维质量百分比1: 200,1: 133和1: 100进行混合。称取3份400g的PVDF粉末,再分别称取2g、3g、4g的短切碳纤维丝,分别将称取的短切碳纤维丝添加到PVDF粉中,混合均匀。
关于短切碳纤维丝不能选择长度太长的短切丝。短切碳纤维丝过长,容易缠绕在注塑机的螺杆上下不去,从而堵塞注塑机。短切碳纤维丝也不能添加过多,由于碳纤维这种材料的熔点高,流动性差,注塑过程中,碳纤维丝下不去,会造成注塑机堵塞。
影响PVDF成型性能的主要参数有熔体温度、注射压力、注射时间等。本试验重点讨论熔体温度(即料温)、注射压力对材料力学性能的影响。本次试验的成型工艺参数如表1所示。其中,#8、#9、#10试样是分别在400g的PVDF粉中添加2g、3g和4g的短切碳纤维丝制成的试样。
2 结果与讨论
对#1~10试样进行拉伸试验,得出不同工艺条件下和添加不同含量的短切碳纤维丝试样的抗拉强度,如表2所示。
对上述试验数据进行处理,得出试样弹性模量、抗拉强度、屈服强度随注塑压力和料温的变化关系,如图4~9所示。
由图4~6可以看出,在250~280℃范围内,随着料温的升高,注塑成型所得PVDF试件的抗拉强度是先上升,然后降低,波动的幅度很小;注塑所得的PVDF试件的屈服应力也会先升高再降低;注塑所得的PVDF试件的弹性模量逐渐减小,当料温进一步升高到280℃时,注塑所得PVDF试件的弹性模量变得很小。

表1 注塑成型工艺参数
由图7~9可以得出,其他工艺条件相同的情况下,随着注塑成型过程中注射压力从50%增加到80%,注塑成型所得PVDF试件的屈服强度先上升,然后下降,在3MPa左右有波动;随着注射压力逐渐增大,注塑所得PVDF试件的抗拉强度逐渐增大,当注射压力达到70%,抗拉强度又会下降;注塑所得PVDF试件的弹性模量先上升后下降。

表2 拉伸试验结果

图4 弹性模量与料温的变化关系Fig.4 Relationship between elasticity modulus and melt temperature
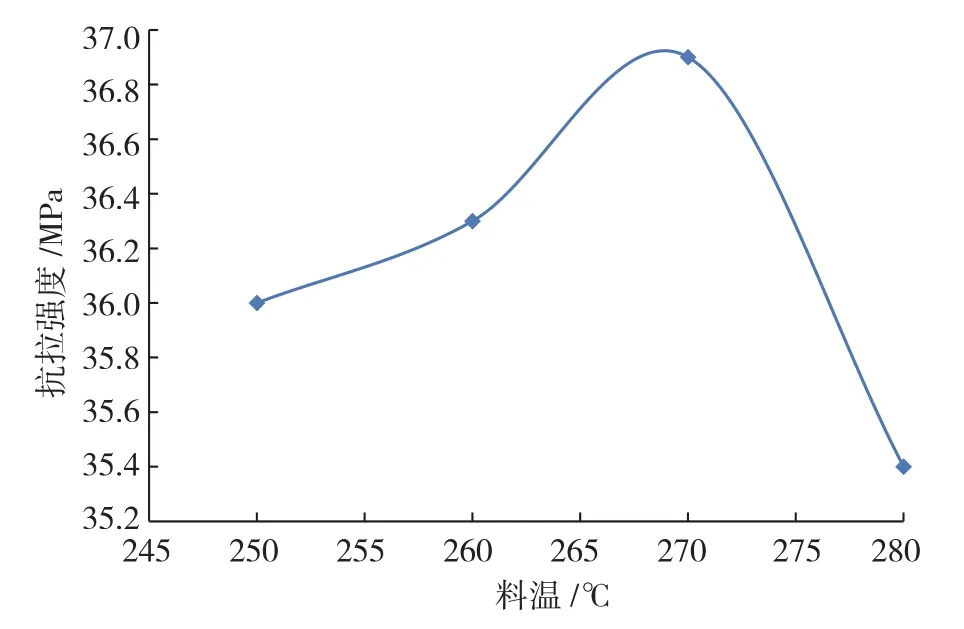
图5 抗拉强度与料温变化关系Fig.5 Relationship between tensile strength and melt temperature

图6 屈服强度与料温的变化关系Fig.6 Relationship between yield strength and melt temperature
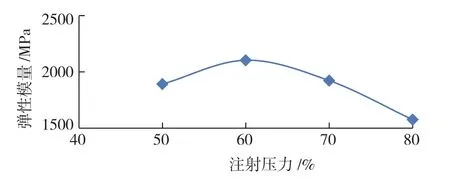
图7 弹性模量与注射压力的变化关系Fig.7 Relationship between elasticity modulus and injection pressure

图8 抗拉强度与注射压力的变化关系Fig.8 Relationship between tensile strength and injection pressure
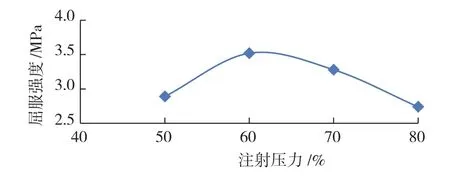
图9 屈服强度与注射压力的变化关系Fig.9 Relationship between yield strength and injection pressure
由图10~12可知,注塑工艺条件完全相同的情况下,特种塑料PVDF中添加短切碳纤维丝比例为1:200、1 :133、1:100,材料的抗拉强度有显著的提升;随着PVDF中短切碳纤维丝比例从1:200到1:100,材料的抗拉强度从42.1MPa下降到37.7MPa;然而,在PVDF中添加上述比例的短切碳纤维丝,对于材料的屈服强度没有明显的影响;材料的弹性模量先上升后下降。

图10 弹性模量与增强纤维质量比变化关系图Fig.10 Relationship between elasticity modulus and percentage of fiber
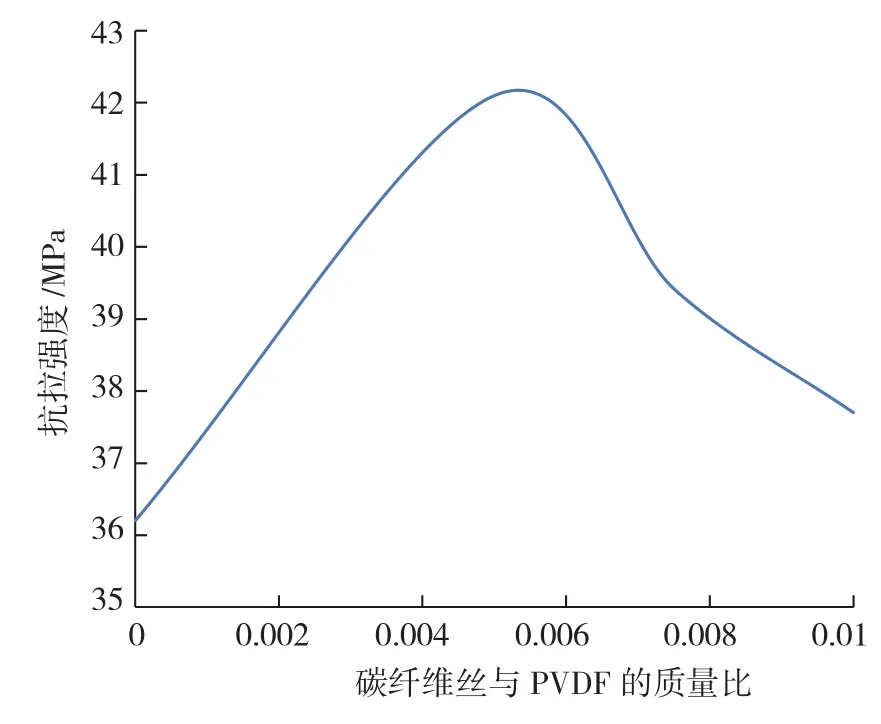
图11 抗拉强度与增强纤维质量比的变化关系Fig.11 Relationship between tensile strength and percentage of fiber

图12 屈服强度与增强纤维质量比的变化关系Fig.12 Relationship between yield strength and percentage of fiber
3 结论
本文研究了特种塑料PVDF的注射成型工艺参数改变和特种塑料PVDF中添加一定量的短切碳纤维丝对于特种塑料PVDF的力学行为的影响。通过注塑成型试验,制备了不同工艺条件下的PVDF试样以及同等工艺参数含2g、3g和4g的短切碳纤维丝的PVDF试样。通过拉伸试验,分析了不同工艺条件和同等工艺条件下含不同量短切碳纤维丝特种塑料PVDF的力学行为。主要结论如下:
(1)特种塑料PVDF的注塑成型工艺参数中,料温的变化对于材料的抗拉强度没有明显的影响,当料温过高时,弹性模量和屈服强度会有很大的下降。
(2)特种塑料PVDF的注塑成型工艺参数中,注射压力的变化对于材料的力学性能影响不大。
(3)特种塑料PVDF中添加一定量的碳纤维,对于材料的抗拉强度有显著的提高,但随着纤维含量的增加,其强度呈现下降趋势,因此在使用过程中必须严格控制纤维含量,达到最佳配比,以发挥其最佳性能。
[1] 吴金坤. PVDF的特性及其生产现状. 化工新型材料.1999(6):10-13.
[2] 卓震. 聚偏二氟乙烯(PVDF)特性及其在工业工程中的应用. 腐蚀科学与防护技术, 2004, 16(2):118-120.
[3] 张甲敏,王雪静,连照勋. 聚偏二氟乙烯注塑成型技术. 塑料科技 ,2008, 36(10):58-61.
[4] 戚晓芳,余琨,冯玉军,等. 拉伸工艺对聚偏二氟乙烯结构性能的影响. 东南大学学报,1999, 29(11):68-73.
[5] 张士林,范孜娟. 聚偏氟乙烯树脂性能加工应用. 工程塑料应用 , 2005(4): 67-69.
