基于案例和规则的机加工艺路线规划
2015-05-31周来水
南 京 航 空 航 天 大 学 机 电 学 院 谢 巧 周来水 卫 炜
中航工业沈阳黎明航空发动机(集团)有限责任公司 赵 辞
工艺路线规划是工艺准备过程的一个重要组成部分,也是工艺规程设计的前提。合理的工艺路线不仅可以优化和节约制造资源,缩短产品制造周期,降低制造成本,还可以提高产品质量,同时推动企业技术进步[1]。
工艺路线规划实际上是一个带约束的非线性规划问题。近年来,随着人工智能技术和计算机技术的不断进步,一些智能算法被用于工艺路线规划过程中,文献[2]提出了基于Apriori算法的典型工序序列获取方法,研究了基于关联规则和Apriori算法的典型工序序列获取算法,较好地解决了典型工序序列获取问题。文献[3-4]根据零件特征元的划分以及特征元之间的约束关系,利用遗传算法对零件的加工工艺路线进行优化;文献[5-6]研究了运用蚁群算法进行工艺路线决策的方法。但由于工艺路线规划过程中所涉及的工艺推理知识具有非确定性,很难用简单的数学模型进行理论分析和决策[7],因而用以上方法开发的系统实用性难以获得保证。与这些智能算法不同,基于案例推理技术,通过借鉴已有案例和经验知识来解决新问题[8],这更接近于人们解决问题时的思维习惯,因此,采用基于案例推理技术进行工艺路线规划对提高工艺路线规划的效率、准确性和规范化水平,以及帮助工艺人员学习工艺设计经验和知识都有重要意义。
本文将基于案例推理的思想引入工艺路线规划过程,并针对整个过程中一系列关键问题进行研究,在此基础上开发了基于案例和规则的机加工艺路线规划系统,最终通过实例验证了本方法的可靠性和有效性。
1 工艺路线案例库的结构划分
快速有效地检索工艺路线案例是实现基于案例推理的工艺路线规划的前提,典型工艺路线案例库的组
织结构对案例库中相似案例的提取效率有一定影响。目前,案例库组织结构模型主要有3种形式[9]:线性结构、层次结构和网络结构。考虑到检索效率的问题,采用层次结构的案例库。将典型工艺路线案例属性划分为3层,分别为零件类别层、材料类别层和工序类别层,如图1所示,越靠近底层,其特征属性越具体。
2 工艺路线案例的检索
2.1 案例特征属性权重的确定
以往的CBR(Case-Based Reasoning)系统中案例检索特征的权值通常由领域内专家根据其主观经验判断而确定,缺乏客观性和规范性。为了使权值分配结果更客观和准确,本文采用Delfhi法和层次分析法(AHP)相结合的方法确定权重[10],具体步骤如下:

图1 典型工艺路线案例库的层次组织结构Fig.1 Hierarchy organization structure of typical process route case library
(1)首先用Delfhi法由多个专家给出各检索要素两两之间的相对重要程度,设有n个检索要素,m个专家,得到矩阵B=(bij)n×n(j=1,2,…,n),其中bij表示第i个检索要素相比于第j个检索要素的重要程度,其取值范围为 1~9,且bji=1/bij;
(2)采用几何平均值法来综合m个专家的意见,构造判断矩阵。设bsij为第s个专家确定的第i个检索要素相比于第j个检索要素的重要程度值,则可以用bsij(s=1,2,…,m)分别表示s个专家确定的第i个检索要素相比于第j个检索要素的重要程度值。那么需要求出反映m个专家确定的第i个检索要素相比于第j个检索要素的重要程度的均值aij。

接着求出每个检索要素之间的重要程度的均值,再构造各属性之间相互重要程度的判断矩阵A。

(3)用层次分析法确定各检索要素的权重:
用上述公式获取各个检索要素的权重值ω=(ω1,ω2,...,ωn)。
2.2 案例的检索算法
案例检索是从案例库中找出与目标工艺路线相近的一类案例作为候选案例。案例的相似具体表现为特征属性的相似,检索相似案例实质上是将2个案例的特征属性进行比较,如果对应的特征属性相互匹配度很高,则说明2个案例是相似的。因此, 如何计算特征属性的相似度成为解决问题的关键。
目前比较常用的案例相似度计算方法有知识引导法、神经网络法、归纳索引法和最近相邻法,其中最常用的是最近相邻法[11-12]。采用最邻近法计算典型工艺路线案例与目标工艺路线案例之间相似度的算法描述如下。
Step1:分别计算各零件类别、材料、定制工序的相似度。
(1)零件类别相似度(SMi,i=1,2)。

(2)材料相似度(SC)。

(3)工序类别相似度(SD)。工序类别包括一般工序和特定工序,特定工序是与零件类型、材料类型和毛坯硬度值紧密相关的一类工序,如材料为钛合金TC14的压气机盘轴机加工艺路线中必须包含定氢试样这一特定工序。工序类别相似度是指目标工艺路线与典型工艺路线中所包含的特定工序制类别的相似度。设目标工艺路线有x个定制工序,典型工艺路线案例有y个特定工序,Nxy为二者共有的特定工序数目,则有:

Step2:综合相似度值计算。需要考虑各检索特征的相似度值以及其对整个案例检索过程的影响因子。设目标工艺路线q以及通过分层匹配得到的典型工艺路线案例集合L={p1,p2,…,pz},则目标工艺路线q和典型工艺路线案例pj的综合相似度计算公式为:

计算出工艺路线案例库中所有候选案例与目标案例的相似度,通过设置相似度阈值,达到阈值的工艺路线案例将被检索出来,并按照相似度大小将候选案例由高到低排序,相似度大的候选案例其参考价值也更大。
3 工艺路线案例调整中的规则约束
当检索得到的相似典型工艺路线案例不能完全满足目标工艺路线的设计要求时,就需要对相似案例进行适当调整。本文根据工艺路线规划知识的特点,引入工序间逻辑顺序关系规则对案例的修改过程进行约束,以保证相关操作的规范性和准确性。实现工序间逻辑顺序关系规则对工艺路线案例调整过程的约束主要分2部分:工序间逻辑顺序关系规则的生成和规则的调用。
3.1 工序间逻辑顺序关系规则的定义和存储
这里的工序间逻辑顺序关系主要是指2道工序间客观存在的顺序关系,如粗车工序必须在半精车工序之前,半精车工序必须在精车工序之前等。
工序间逻辑顺序关系规则可以抽象为一个三元组:
Logic Rule={Basic Process,Objectiove Process,Cpmparison Value},
式中,Basic Process和Objectiove Process分别表示规则中的两个工序元素,其中Basic Process为基准工序,是规则中的评判基准;Objectiove Process为目标工序,在评判过程中结合规则比较值与基准工序进行对比,并作出判断结论;Objectiove Process表示规则比较值,分别用“1”和“2”来表示逻辑中“前”和“后”2种关系。因此每一条规则可用2个工序元素和逻辑顺序关系比较值以编码的形式唯一确定。规则生成算法描述如下。
Step1:在工序资源库中选取Basic Process工序,获取对应的工序元素编码。
Step2:在工序资源库中选取Objectiove Process工序,并获取其工序元素编码。
Step3:抽取工序元素编码中的工序类别码段,组成工序间逻辑顺序关系规则的标识码。
Step4:添加逻辑顺序关系比较值码段。该码段只有2个数字可选:1和2。数字1代表本道工序在规则中另一组成工序之前;数字2表示本道工序在规则中另一组成工序之后。
Step5:生成并存储规则。在数据库中保存的规则信息包括:规则中的2道工序名称、对应的工序编码以及规则编码。
以“盘轴类零件粗车须在半精车之前”这一规则为例,已知盘轴类零件粗车工序的编码为PZ11#1_2,盘轴类零件半精车工序的编码为PZ11#1_3,由这2道工序组成的规则标识码为(1_2)*(1_3),根据上述算法,最终生成的规则编码如表1所示。需要注意的是,在规则定义过程中,基准工序和目标工序只是一种相对的概念,如规则“粗车须在半精车之前”亦可描述为“半精车须在粗车之后”,二者是等价的。但在规则调用过程中,则必须先指定一个基准工序,并以此为参照对象,结合逻辑顺序关系比较值对目标工序的编辑过程进行评判。

表1 工序间逻辑顺序关系规则示例(盘轴类)
3.2 工序间逻辑顺序关系规则的调用
已知目标工艺路线案例P有l道工序,则可表示为:P={p1,p2,p3,...,pl}。假设其中的Pe和Pf2 道工序具有逻辑顺序关系,现调用数据库中逻辑规则对这2道工序之间当前的逻辑顺序关系进行评判,具体步骤如下。
Step1:建立目标工艺路线案例中的Pe、Pf工序与工序间逻辑顺序关系规则中的Basic Process和Objectiove Process工序元素间的映射关系。
Step2:建立Pe、Pf工序与规则中Basic Process和Objectiove Process工序元素对应的规则编码间的映射关系,并将规则编码分别附加在Pe和Pf工序编码后。
Step3:遍历Pe、Pf工序后附加的规则编码,判断2个规则编码是否为从小到大排列,若是,则Pe和Pf道工序当前顺序关系满足工序间逻辑顺序关系规则;若不是,则表示当前顺序关系与工序间逻辑顺序关系规则不符。
4 实例验证
现以某零件工艺路线规划为例,验证整个方法。
(1)确定工艺路线案例属性权重。
本文的工艺路线案例属性包括一级零件类别、二级零件类别、材料类别和工序类别。
假设有2个专家参照文献[10]中的Delfhi取值原则表对以上4种工艺路线案例属性进行打分,分别得到如下相对重要程度矩阵(其中b1为一级零件类别属性,b2为二级零件类别属性,b3为材料类别属性,b4为工序类别属性)。

根据式(1)和式(2)可得各属性之间相互重要程度的判断矩阵如下:
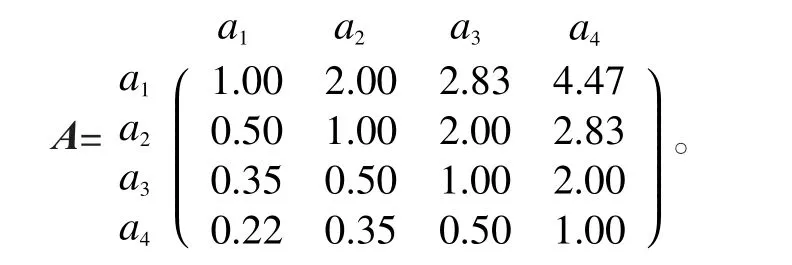
根据矩阵A可求得每列元素之和为:

从而有:
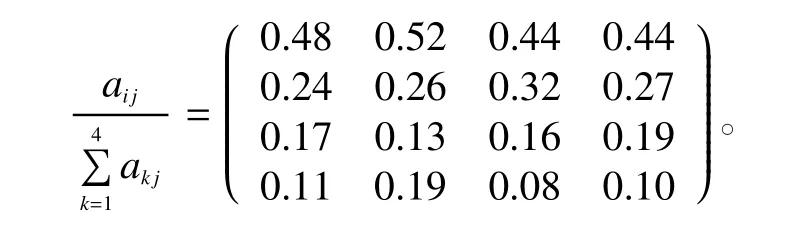
将的值代入公式(3)可求得属性权值为:

(2)工艺路线案例相似度的计算。
假设目标工艺路线与案例库中的某一典型工艺路线属性信息如表2所示。可看出,目标工艺路线与典型工艺路线案例的零件类别(包括一级、二级)相同,则根据式(4)可得二者的零件类别相似度为:

由于目标工艺路线与典型工艺路线案例的材料类别不同,根据式(5)可得材料类别相似度为:

目标工艺路线包含有定氢试样、超声波检查、时效热处理3道特定工序,典型工艺路线案例中只包含了其中的超声波检查和时效热处理2道特定工序,因此根据式(6)可得工序类别相似度为:

将式(8)~(11)带入式(7),可得目标工艺路线与典型工艺路线案例的综合相似度为:

若初始阈值为0.7,则该案例可被提取作为相似案例,用同样的方法可以重新计算目标工艺路线与其他典型工艺路线案例之间的相似度,并按照相似度数值从大到小排列,用户最终根据自己的需要选择合适的典型工艺路线案例作为修改对象。
(3)案例修改过程中的规则调用。

表2 目标工艺路线与典型工艺路线案例属性对比
工艺路线案例的修改可以有几种形式:插入新的工序;删除已有工序;替换已有工序。通过运用已有的工序间逻辑顺序关系规则来约束工艺路线的修改过程,可以进一步提高工艺路线规划的规范性。现将表1所示的工序间逻辑顺序关系规则来约束案例的修改过程。若在典型工艺路线案例中的“消除应力热处理”工序后面添加一道“半精车工序”,则应依据工序间逻辑顺序关系规则来判断要添加的“半精车”工序与工艺路线案例中已有的“粗车”工序的逻辑顺序关系。根据3.2节给出的工序间逻辑顺序关系规则调用算法,可将工序间逻辑顺序关系规则加载到要修改的典型工艺路线案例数据表中,如图2所示。在评判时,可对数据表中的RuleCode字段进行遍历,若规则编码值从小到大排列,则说明修改过程符合制订的工序间逻辑顺序关系规则;反之,则说明修改过程与规则不符,不能进行相应的修改操作。

图2 典型工艺路线案例数据表Fig.2 Data table of typical process route case
5 结束语
本文针对工艺路线规划过程中的知识重用困难与效率低问题,将基于案例推理思想引入到工艺路线规划过程中,并就工艺路线案例库的组织结构、案例的分层检索匹配算法,以及工艺路线案例修改中的规则约束等技术进行了研究,并以某典型机加工艺路线为例对本文所提方法进行了实例验证。结果表明,该方法不仅缩短了工艺路线规划时间,而且提高了工艺路线规划知识的可重用性和工艺路线规范化水平。
[1] 徐立云,史楠,段建国,等. 基于特征加工元的复杂箱体类零件工艺路线优化.中国机械工程,2013,24(2):202-208.
[2] 刘书暖. 基于Apriori算法的典型工序序列获取方法.计算机集成制造系统,2006,12(8):1279-1283.
[3] 刘伟,王太勇. 基于遗传算法的工艺路线生成及优化.农业机械学报,2009,40(8):203-208.
[4] ZHANG W B, LU Z H, ZHU G Y. Optimization of process route by genetic algorithms. Robotics and Computer-Integrated Manufacturing,2006,22 (2): 180-188.
[5] 常智勇,杨建新,赵杰,等. 基于自适应蚁群算法的工艺路线优化. 机械工程学报, 2012, 48(9): 163-169.
[6] 田颖,江平宇,周光辉,等. 基于蚁群算法的零件多工艺路线决策方法研究.计算机集成制造系统, 2006, 12(6): 882-887.
[7] LIANG Z Q. Design of automatic question answering system base on CBR. Procedia Engineering, 2012, 29: 981-985.
[8] 王颖. 数字化生产准备信息集成技术研究[D]. 北京: 北京理工大学, 2005.
[9] 柯旭贵.基于实例推理的冲裁模智能CAD系统的研究[D]. 合肥: 合肥工业大学,2002.
[10] 严键. 大规模定制环境下零件工艺重用方法研究[D]. 重庆:重庆大学,2012.
[11] 侯玉梅,许成媛.基于案例推理法研究综述.燕山大学学报,2011,12(4): 102-108.
[12] 李晓辉,刘妍秀. 基于实例推理机制(CBR)综述.长春大学学报 , 2006, 16(4): 68-70.
