聚乙烯管道热熔对接焊接头冷拉伸性能研究
2015-05-30黄学斌伏喜斌徐火力尤志轩阙小颖戴鸿滨
黄学斌 伏喜斌 徐火力 尤志轩 阙小颖 戴鸿滨
摘要: 聚乙烯管道材料由于与金属管道材料质点间结合键构成不同,因此二者在力学性能上差异很大。冷拉伸性能是聚乙烯材料独有的特性。对聚乙烯冷拉伸现象进行了分析,通过试验发现聚乙烯管道热熔对接焊接头的拉伸强度要优于母材,母材颈缩出现“冷拉伸”现象。断口分析发现断口存在银纹,银纹的形成增加了聚合物的韧性,为此可通过断口白色区域的大小来初步判断聚乙烯管道热熔焊的接头质量。
关键词: 聚乙烯管道;热熔对接焊接头;冷拉伸性能;银纹
中图分类号: TQ32067
Abstract: Polyethylene pipe material and metal pipe material have great differences in the mechanical properties due to the two particle bonding to form different. The cold tensile properties are unique properties of polyethylene material. The paper analyzes the cold tensile phenomenon of polyethylene. The experiments conform that the cold tensile properties of butt fusion welding joint of polyethylene pipes make its tensile strength is superior to the base joint, fracture analysis verifies the presence of silver grain fracture. The formation of silver grains increases the toughness of polymer, so we can judge preliminarily the butt fusion welding joint quality of polyethylene pipe through the white area size of the fracture
Key words: polyethylene pipe;butt fusion welding joint; cold tensile properties;silver grains
0前言
聚乙烯管道由于具有质轻、比强度大、比刚度高、耐磨、耐蚀、绝缘和复合能力强等特点,目前在燃气管道及自来水管输送系统中得到广泛应用[1, 2]。聚乙烯材料是以碳原子为主的共价键结合且有序排列居多的高分子化合物,而常用的金属材料则是以金属原子为基本质点,以金属键相结合,以有序排列的金属晶体构成的材料,由于二者质点间结合键构成不同,加上贯穿数个晶区与无定形区间的系带分子的缠结及解缠等,因此二者在力学性能上差异很大[3]。
拉伸试验是最常用的评价焊接性能的方法,有些学者采用拉伸断裂能作为评价焊接质量的依据,而有些学者讨论了拉伸试样形状对焊接质量的影响[4, 5]。在聚乙烯焊接过程中,由于聚乙烯材料被加热至熔融状态,然后在焊接压力的作用下慢慢冷却接近室温,其再结晶过程对聚乙烯的性能有较大的影响[6]。本文对聚乙烯冷拉伸现象进行了分析,通过试验分析聚乙烯管道热熔对接焊接头的拉伸性能,断口分析发现断口处存在银纹,银纹的存在增加了聚合物的韧性,由此可作为判断接头质量的依据。
1聚乙烯的冷拉伸现象
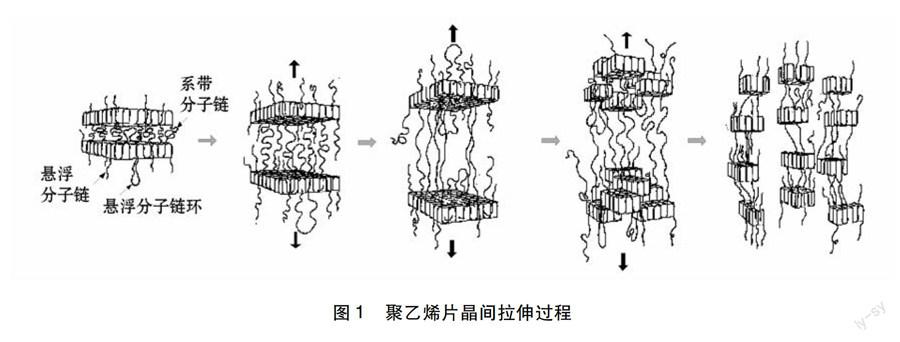
聚乙烯是由结晶区和无定形区组成的部分结晶性聚合物。在聚合物内部的片晶之间,始终有无定形部分存在。在分子链折叠有序排列的晶片之间,存在三种无定形的分子链形态,即从片晶中伸出的悬浮分子链;分子链两端均在同一片晶中伸出的悬浮分子链环;两端纠缠在相邻的两块片晶中的系带分子链。系带分子链像胶粘剂一样把片晶粘在一起使其具有优良的韧性。垂直的拉应力作用片晶表面,系带分子链被拉长,若拉应力继续作用,片晶会分解为更小的单元,这就是系带分子链逐步解缠的过程,具体过程如图1所示。
在该过程中,开始的行为与韧性形变比较相似,但由于材料在低应力状态下,系带分子链开始解缠和松弛,随着时间的推移,逐渐被从晶区拔脱,慢慢剩下为数不多的系带分子链承受着载荷作用,最后造成更大的应力集中,于是材料发生脆性破坏。系带分子链解缠的速度与系带分子链的密度相关,解缠的速度也与结晶强度有关,结晶越强,对系带分子链运动的阻力越大。聚乙烯长链分子上的短支链不仅起到阻止解缠的作用,而且限制了片晶的厚度,因而增加了系带分子的密度,这样有助于寿命的提高[7]。
聚合物的微观形变过程和金属差异很大,其原因是两种材料的微观结构以及原子间的结合方式不同。聚合物具有大分子量、共价键连接的高分子链特征,意味着由剪应力和拉伸应力造成的形变过程会涉及分子的逐步解缠结。分子的旋转和解缠结使材料中分子的排列平行于拉伸的方向,产生一种称为“冷拉伸”或“取向强度”“冷拉伸”过程,材料经过均匀形变最初阶段之后,出现颈缩,之后颈缩区域的横截面积会发生很大程度的缩小。形变过程继续进行,主要通过颈缩区域在大致恒定的载荷作用下,沿着试样长度方向的延伸。当延伸过程完毕后,导致进一步形成的加载很快增加,最终的断裂主要是由于纤维化和微型孔穴的形成造成的[8]。
2聚乙烯管道热熔焊接头的拉伸试验
2.1拉伸试验材料及过程
试验材料采用PE100管材,直径为200 mm,壁厚11.9 mm。试验材料的基本力学性能如表1所示。
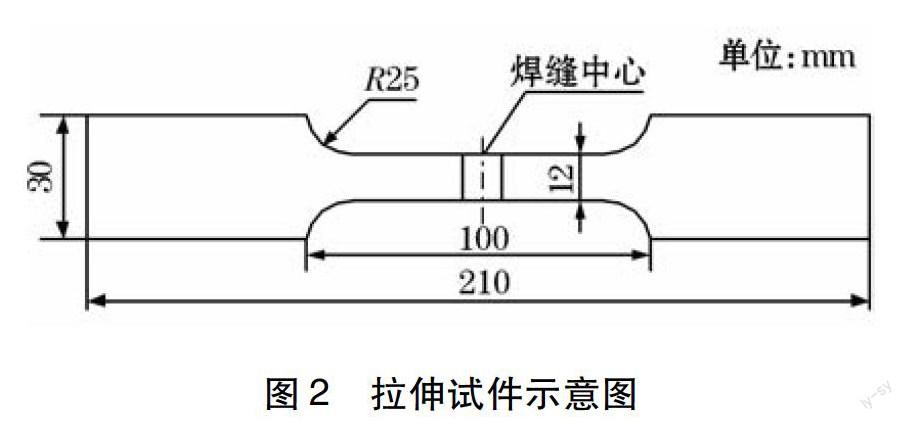
为研究方便,选取焊接温度220 ℃,加热时间120 s,焊接压力0.4 MPa,焊接时间16 min的工艺参数,焊接设备选用全自动热熔焊机,能够获得焊缝成形较为理想的熔焊接头。拉伸试样的取样沿管子长度方向与焊缝垂直,按照GB/T8804—2003[9]的有关规定制备,拉伸试件示意图如图2所示。
上述试样制备成带卷边和不带卷边两种形式,以比较二者在拉伸性能方面的差别,具体试样形式如图3所示。
拉伸试验在室温(25℃)下进行,恒定拉伸速率为50 mm/s,连续记录试样所承受的拉力。
2.2拉伸试验结果及分析
按上述试验条件,获得的拉伸试验结果如表2所示,有挤出卷边的试件三根都未发生断裂,去除卷边的试件两根缩颈后持续均匀伸长,一根发生断裂,其拉伸后的试样形貌如图4所示。
试样屈服以前,试样的应变随应力的增加而增加。由于聚乙烯的分子链及链段未发生整体运动,变化受到一定限制,因此试样变形量很小,其拉伸应力与伸长量呈线性关系。当拉伸应力达到其屈服应力后,原有的结晶结构开始被破坏,分子链中比较长的链段会产生滑移,出现塑性变形,同时伴随有应变硬化现象。应变硬化是聚乙烯材料阻止继续变形的一种力学性能[10]。随着试验中拉伸应力的不断增加,试样正常情况应该是发生断裂,但由于聚乙烯具有较高的韧性和塑性,因此在产生缩颈后将继续均匀伸长。由于缩颈后试件持续均匀伸长,拉伸力不再增加,试验机在拉伸应力不再变化时默认试件断裂。拉伸试验结果表明,聚乙烯热熔焊接头的强度要优于母材,母材颈缩出现“冷拉伸”现象。带卷边和不带卷边拉伸结果表明,卷边的存在强化了接头强度,去卷边试件断裂出现在接头处,表明接头处有可能存在缺陷。
拉伸试样的断口形貌如图5所示。图5a为断口宏观照片,从照片中可以明显看出黑白两个区域。根据宏观断口特征来看,材料由于处于短程有序长程无序这种情况,分析认为白色部分为短程有序材料断裂断面,黑色部分为长程无序材料断裂断面。为验证判断,对断口进行了喷金处理,进行扫描电镜分析。在拉应力作用下,非晶态聚合物的某些薄弱部位,因应力集中产生局部塑性变形,结果在其表面和内部会出现闪亮的、细长形的“类裂纹”,称为银纹[8]。
银纹现象是高聚物在张力作用下,在材料某些薄弱地方出现应力集中而产生局部塑性形变和局部取向,以至在材料表面或内部在垂直应力方向上出现长度100 μm、宽度10 μm左右的微细凹槽或裂纹的现象。银纹与裂纹不同,前者除其中有空洞外,还有称为银纹质的聚合物,后者则不含聚合物,银纹中约含有50%左右体积的空穴,空洞体积分数可达50%~80%,如图5d所示。
银纹的形成增加了聚合物的韧性,因为它使聚合物的应力得到松弛;同时,银纹中的微纤维表面积大,可吸收能量,对增加韧性也有作用。银纹在非晶态聚合物的拉伸脆性断裂中有重要作用。与金属材料相比,聚合物形成银纹类似于金属韧性断裂前产生的微孔。从断口上看,断裂出现在热熔合区,断口微观显示为局部延展疲劳断裂。试样的最初屈服位置在管材上,但是最终起始断裂位置却位于凹槽附近区域。裂纹起始于外卷边与管材的凹槽处,扩展通过热影响区直至内卷边凹槽处,最终断裂。
3结论
(1)聚乙烯管道热熔对接焊接头,接头的强度要优于母材,母材颈缩出现“冷拉伸”现象。带卷边和不带卷边拉伸结果表明,卷边的存在强化了接头强度,去卷边试件断裂出现在接头处,表明接头处有可能存在缺陷。
(2)拉伸试样断口分析发现断口存在银纹,银纹的形成增加了聚合物的韧性,其原因是银纹使聚合物的应力得到松弛,同时银纹中的微纤维表面积大,可吸收能量,对增加韧性也有作用,为此可通过断口白色区域的大小来初步判断聚乙烯管道热熔焊的接头质量。
(3)从断口上看,断裂出现在热熔合区,断口微观显示为局部延展疲劳断裂。试样的最初屈服位置在管材上,但是最终起始断裂位置却位于凹槽附近区域。裂纹起始于外卷边与管材的凹槽处,扩展通过热影响区直至内卷边凹槽处,最终断裂。
参考文献
[1]赵红. 聚乙烯管道焊接技术和评价方法[J]. 中国塑料, 2011, 25(7): 48-53.
[2]阳代军, 霍立兴, 张玉风. 聚乙烯管道热熔对接焊工艺参数对焊接接头性能的影响[J]. 焊管, 2004, 27(1): 17-20.
[3]阳代军, 霍立兴, 张玉风. 聚乙烯管道热熔对接焊接头性能的分析[J]. 中国塑料, 2003, 17(2): 73-77.
[4]涂欣, 李茂东, 林金海, 等. 燃气用聚乙烯管道热熔对接焊工艺参数优化的研究[J]. 广东化工, 2013, 40(16): 34-35.
[5]孙志鹏, 宋建岭, 魏强, 等. 不等厚异种铝合金电阻点焊接头组织与性能[J]. 焊接, 2014(4): 61-63.
[6]Leskovics K, Kollár M, Bárczy P. A study of structure and mechanical properties of welded joint polyethylene pipes[J]. Materials Science and Engineering A, 2006, 419: 138-143.
[7]马长城, 李长缨. 城镇燃气聚乙烯(PE)输配系统. 北京:中国建筑工业出版社, 2006: 20-37.
[8]Derek Hull. 断口形貌学:观察、测量和分析断口表面形貌的科学[M]. 李晓刚, 董超芳, 杜翠薇,等译. 北京:科学出版社, 2009: 230-232.
[9]GB/T 8804—2003热塑性塑料管材拉伸性能测定[S].
[10]Chen H, Scavuzzo R J, Srivatsan T S. Influence of joining on the fatigue and fracture behavior of high density polyethylene pipe[J]. Journal of Materials Engineering and Performance, 1997, 6(4): 473-480.
收稿日期: 2014-12-04
黄学斌简介: 1966年出生,工学硕士,高级工程师,主要研究无损检测及焊接技术。