宏程序在圆管与椭圆管相贯坡口加工中的应用研究
2015-05-30王祥祯连俊茂
王祥祯 连俊茂

摘 要:通过建立圆管与椭圆管相贯线的数学模型,确定刀具的运动轨迹,根据运动轨迹编制相贯坡口加工用宏程序,通过修改变量控制相贯坡口的加工精度,解决圆管与椭圆管相贯坡口加工的手工编程难题。
关键词:圆管;椭圆管;相贯线;坡口;宏程序
引言
石油、化工、电力等行业中经常有不同直径的圆形和椭圆形管件需要焊接。图1所示为一圆管零件示意图,由于该容器制造质量要求较高,所以焊接前在管件上需要先加工坡口,由于两管件的结合部为圆柱与椭圆柱的相贯线,故只能采用数控铣削加工。由于相贯线为空间曲线,编程方法只能采用CAM辅助编程或宏程序编程,而宏程序具有较好的易读性和易修改性,且通用性极强,文章通过建立圆管与椭圆管相贯线的数学模型,编制相贯坡口加工用宏程序。
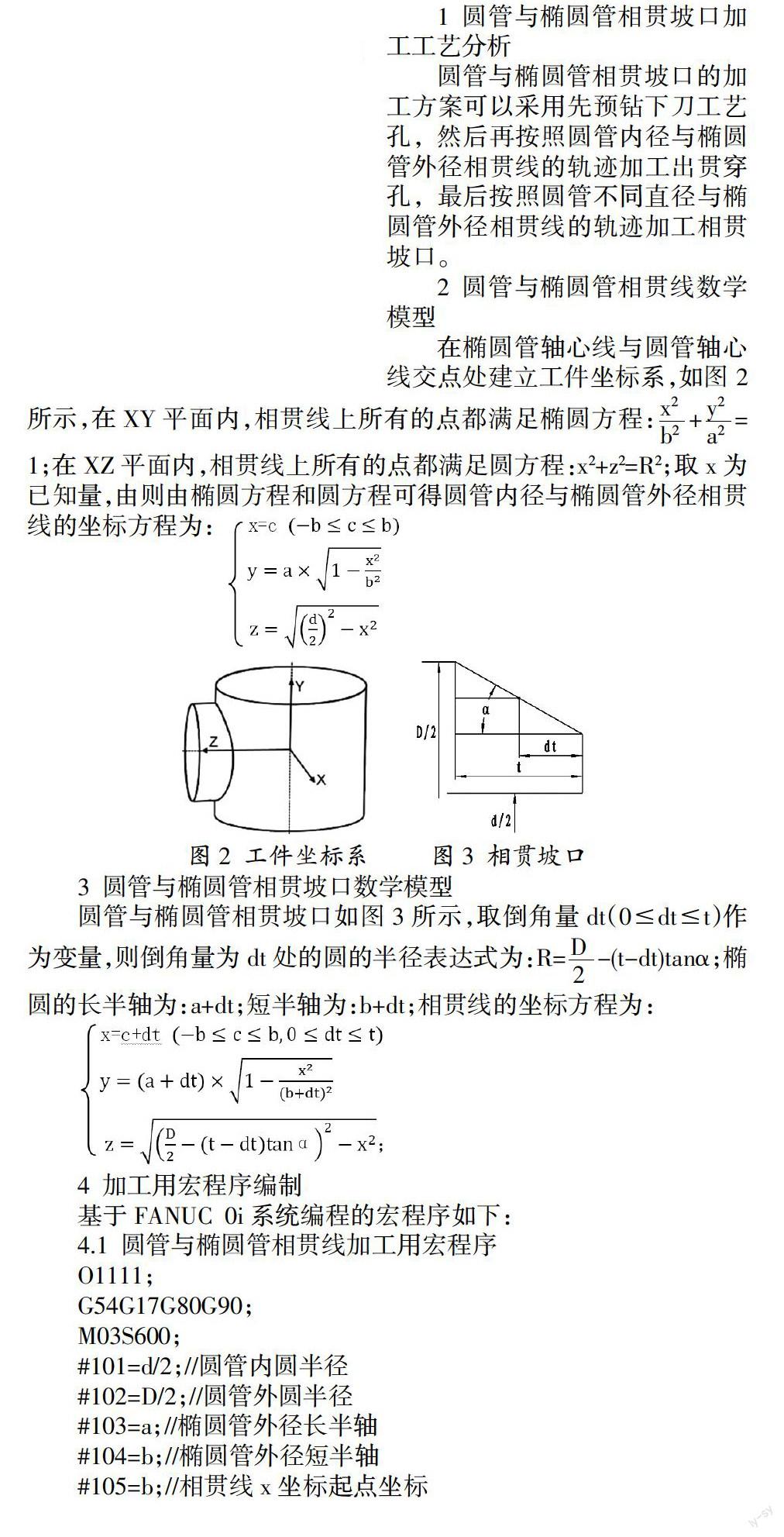
1 圆管与椭圆管相贯坡口加工工艺分析
圆管与椭圆管相贯坡口的加工方案可以采用先预钻下刀工艺孔,然后再按照圆管内径与椭圆管外径相贯线的轨迹加工出贯穿孔,最后按照圆管不同直径与椭圆管外径相贯线的轨迹加工相贯坡口。
2 圆管与椭圆管相贯线数学模型
3 圆管与椭圆管相贯坡口数学模型
4 加工用宏程序编制
基于FANUC 0i系统编程的宏程序如下:
4.1 圆管与椭圆管相贯线加工用宏程序
O1111;
G54G17G80G90;
M03S600;
#101=d/2;//圆管内圆半径
#102=D/2;//圆管外圆半径
#103=a;//椭圆管外径长半轴
#104=b;//椭圆管外径短半轴
#105=b;//相贯线x坐标起点坐标
#108=0.1;//相贯线x坐标变化量
#115=r;//加工刀具的实际半径值
G00Z[#102+50];//安全高度
G00X[#104-#115-1]Y0;//下刀点位置
G00Z[#102+5];//参考高度
G01Z[SQRT [#101*#101-#105*#105]]F120;
G41D01 X[#104];//建立刀具半径补偿
WHILE[#105GE-#104] DO1;
#106=#103*SQRT[1-#105*#105/#104/#104];
#107=SQRT[#101*#101-#105*#105];
G01X[#105]Y[#106]Z[#107];
#105=#105-#108;//相贯线x坐标赋值
END1;
#105=#105+#108*2
WHILE[#105LE#104] DO1;
#106=#103*SQRT[1-#105*#105/#104/#104];
#107=SQRT[#101*#101-#105*#105];
G01X[#105]Y[-#106]Z[#107];
#105=#105+#108;//相贯线x坐标赋值
END1;
G00 Z[#102+50] ;
G40X0Y0;
M30;
4.2 圆管与椭圆管相贯坡口加工用宏程序
O2222;
G54G17G80G90;
M03S3600;
#101=d/2;//圆管内圆半径
#102=D/2;//圆管外圆半径
#103=a;//椭圆管外径长半轴
#104=b;//椭圆管外径短半轴
#105=b;//相贯线x坐标起点坐标
#109=t ;//坡口倒角总量
#110=0;//坡口倒角变量dt(赋初值)
#111=0.1;//坡口倒角变化量
#112=α;//坡口倒角角度
#115=r;//加工刀具的实际半径值r
G00Z[#102+50];//安全高度
G00X[#104-#115-1]Y0;//下刀点位置
G00Z[#102+5];//参考高度
WHILE[#110LE#109] DO1;//
#113=#103+#110;//倒角量为dt处椭圆长半轴
#114=#104+#110;//倒角量为dt处椭圆短半轴
#120=#102-[#109-#110]*TAN[#112];
G01Z[SQRT[#120*#120-#105*#105]]F3000;
G41D01 X[#114];//建立刀具半径补偿
#105=#114;//倒角量为dt处相贯线x坐标初值
#108=0.1;//相贯线x坐标变化量
WHILE[#105GE-#114] DO2;
#106=#113*SQRT[1-#105*#105/#114/#114];
#107=SQRT[#120*#120-#105*#105];
G01X[#105]Y[#106]Z[#107];
#105=#105-#108;//相贯线x坐标赋值
END2;
#105=#105+#108*2
WHILE[#105LE#114] DO2;
#106=#113*SQRT[1-#105*#105/#114/#114];
#107=SQRT[#120*#120-#105*#105];
G01X[#105]Y[-#106]Z[#107];
#105=#105+#108;//相贯线x坐标赋值
END2;
#110=#110+#111;//坡口倒角变量dt赋值
END1;
G00 Z[#102+50] ;
G40X0Y0;
M30;
5 结束语
在上述加工程序中,当工件形状发生变化时,只要修改#101到#104的值即可;当坡口形状发生变化时,只要修改#109和#112的值即可;当刀具直径发生变化时,只要修改#115值即可;通过修改#108和#111的值可以控制相贯线坡口的加工精度。由此可知,宏程序在圆管与椭圆管相贯坡口加工中具有较强的灵活性和通用性,因而具有较强的应用价值。
参考文献
[1]胡运林.圆管体相贯坡口数控铣削加工技术的研究[J].组合机床与自动化加工技术,2012(2):109-112.
[2]吴金会,刘越,王祥祯.基于宏程序的方形体斜角面铣削加工应用研究[J].组合机床与自动化加工技,2012(2):94-96.
[3]吴金会,汪程,余传佩.宏程序在凸形椭球面铣削加工中的应用研究[J].煤矿机械,2012(2):135-137.
[4]杨静云.数控编程与加工[M].北京:高等教育出版社,2010.
作者简介:王祥祯(1981-),男,汉族,江西兴国人,九江职业技术学院讲师,学士,主要从事数控加工技术研究。
