工业机器人在多轴加工中的应用
2015-05-30伊水涌楼建勇
伊水涌 楼建勇
摘 要:通过改变工业机器人机械手部分的结构,加装带有铣刀柄装置的主轴头来实现对复杂零件的加工。利用UG定制后处理生成G代码,并用VT软件进行加工的仿真与优化,加工出只有多轴数控机床才能加工出的叶轮零件,扩大了工业机器人的使用范围。
关键词:机械手改进;多轴加工;仿真优化;UG;VERICUT
工业机器人主要应用于机械加工中代替人完成具有高质量、大批量要求的工作,如车辆制造中的氩弧焊、电焊、切割、喷漆、电子装配以及物流系统中的搬运、包装等作业。文章采用Kuka 360-2型工业机器人为原型,在机械手部位加装带有铣刀柄装置的主轴头,来实现对叶轮零件的加工。
1 机械手主轴头的修改方案
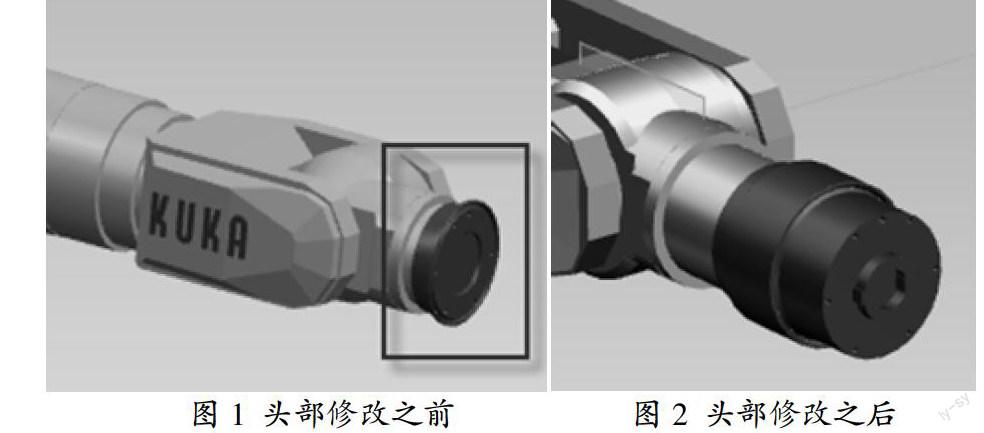
通过在Kuka360-2型工业机器人原本安装机械手(图1)的头部更换上便于装夹铣刀的主轴头(图2),用这种较少的投入改变其原有的加工方法,实现对复杂零件的加工做好保障。
2 六个自由度数学分析
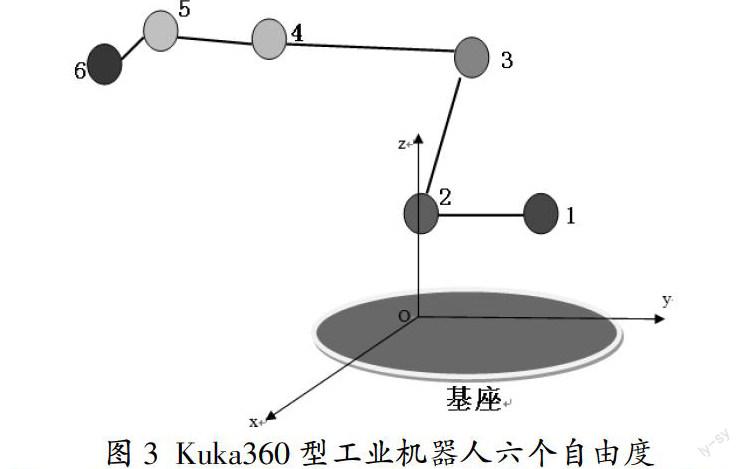
Kuka360-2型工业机器人的分为底座、滑动平台、活动机械臂、机械臂旋转点。机械臂和旋转点构成六个自由度。机械臂的位置移动与旋转点的旋转角度,机械臂的长度有关。
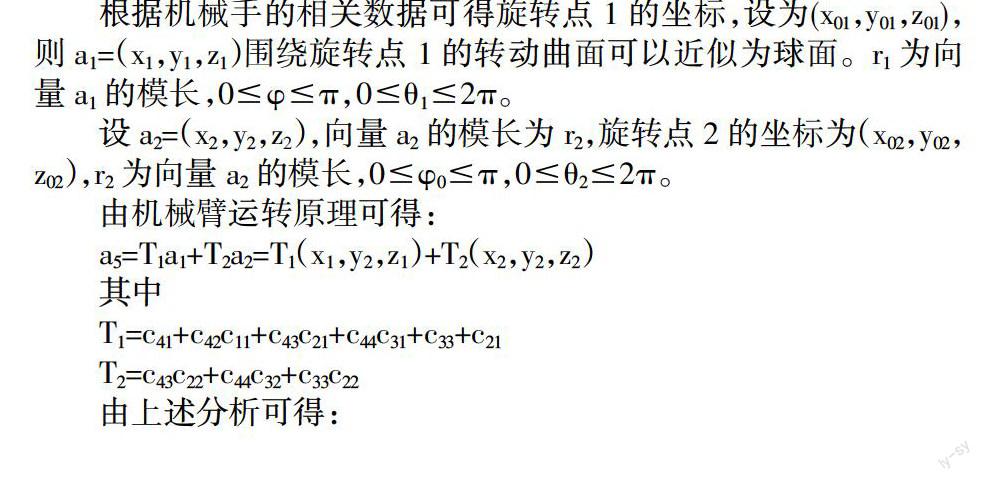
如图3所示,在基座上建立空间直角坐标系,将旋转点之间的机械臂抽象为向量,旋转点间机械臂的移动转化为向量的位置变换。旋转点1和旋转点2之间的机械臂记作:
其中a5=(x5,y5,z5),机械臂a5的旋转空间决定了机械手的抓手的运动空间,即旋转角?兹6的范围。而机械臂a5的运动空间由机械臂a1、a2决定,所以机械臂a1、a2的旋转空间决定了机械手抓手的灵敏度和可操作度以及机械手的实用性。
3 UG软件生成加工代码
利用UG软件多轴铣加工模块可以很方便的加工叶轮。这里采用多叶片操作来加工含多个叶片的部件,对于这些类型部件,此操作的加工效率最高。创建用于执行粗加工、剩余铣、叶毂精加工以及叶片和分流叶片精加工的操作。这里只介绍粗加工操作步骤:
(1)在加工环境中直接选择多轴加工叶轮模块mill_multi_blade 点击OK。(2)设定加工刀具。先测量一下叶片之间能过最大的刀具直径,便于加工到轮毂底面;再设定三把刀具用于粗加工、半精加工、精加工,这里分别取R4、R3、R3的球头铣刀;最后设定刀具号,以便在加工时调用刀具。(3)设定几何体。利用叶轮模块中的轮毂、叶片、分流叶片、圆角参数定义叶轮几何体。(4)创建程序。选择叶片粗加工方法依次从位置中选择相应的设置,点击生成刀轨,如图4所示。
在完成一个叶片的粗加工后,通过变化命令就得到其他叶片的粗加工。其他加工方式亦如此,这里不在一一介绍。通过以上方法产生的刀轨数据必须经过UG软件中的定制后处理,以适应每种机床及其控制系统的特定要求,其结果是使刀轨数据变成机床能够识别的NC代码。
4 VT加工仿真
(1)导出模型。在VERICUT软件中导入用UG软件建模的Kuka360-2型工业机器人各部件的模型文件,如图5所示。
(2)完成机床搭建方式,建立机床结构,设定三个坐标系:绝对坐标系、刀尖坐标系、程序原点,如图6所示。
(3)加载控制器。VERICUT中提供了许多控制类型,我们可以选择相应的控制模式。我们也可以定制机床控制器和修改控制器,在VERICUT中可以很方便的实现。我们选用KUKA 240控制器,进行相应设置来满足KUKA 360机床要求。
(4)机床测试。采用MDI方式来测试机床搭建的可靠性,测试程序如下:M6 T01;GO X0 Y0 Z0 I0 J0 K0;GO X0 Y0 Z0 I1 J0 K0;GO X0 Y0 Z0 I0 J1 K0;GO X0 Y0 Z0 I0 J0 K1;GO X0 Y0 Z0 I1 J1 K0;GO X0 Y0 Z0 I1 J0 K1;GO X0 Y0 Z0 I0 J1 K1;GO X0 Y0 Z0 I1 J1 K1。
(5)程序调试。先通过UG软件定制后处理出一个测试程序进行加工,观察程序在加工过程中是否产生刀具、工件和机床三者间的干涉。然后把之前生成好的叶轮加工程序添加到VERTICUT软件中,最后设定碰撞停止点击加工按钮,开始加工工件。
5 出现的问题及解决方法
5.1 出现的问题
在粗加工过程中,加工到第二个叶片和第五个叶片时出现了碰撞,在精加工过程中也出现了干涉,具体见图7所示。
5.2 问题解决方法
产生以上碰撞的原因有两个:一是安全平面设置不正确,二是后处理有问题。但第一种原因基本可以排除,因为是在跨极限时发生碰撞。那么,肯定是后处理出了问题。在程序中发现了一个错误的地方:就是在跨到第二极限时出现G0引起突然换刀,造成设备到哪个位置计算不过来,即产生了以上撞刀现象。解决的步骤如下:
(1)修改后处理。从上面分析可知,将跨极限时角度调整为0-360°,重新生成后完成后处理的修改工作。
(2)重新测试程序。导入重新生成的加工程序到VERICUT中点击执行,完成加工如图8所示的叶轮。经过本次修改,未发生干涉现象,满足加工要求。
参考文献
[1]王立权.机器人创新设计与制作[M].清华大学出版社,2006:18-175.
[2]张烨.基于VERICUT的机床建模和数控车削加工仿真技术[D].合肥工业大学,2010:5-5.
[3]陈展.基于UG的多轴加工技术在叶轮中的应用[J].金属加工(冷加工),2008,14:68-69.
