四工位立式回转刀架机电系统设计
2015-05-30彭勃
彭勃
摘 要:本设计是基于数控机床的自动回转刀架仿真。主要的工作可以分成两部分,一部分是机构仿真,另一部分是电气控制。机构仿真是先对四工位立式回转刀架的工作原理的分析和对零件进行结构设计。电气控制就是把程序导入到PLC中来控制刀架电动机中的两个继电器,从而实现对刀架的正反转控制,而且电机的停转可以通过限位开关的开关信号来控制,实现自动换刀。
关键词:自动回转刀架;刀架控制原理;刀架电气控制系统仿真
1 数控机床刀架的介绍
自动换刀系统是数控机床的重要组成部分。机床的加工性能受刀具夹持原件的结构特性及它与機床主轴的连接方式的直接影响。而机床的换刀效率受到刀库结构形式及刀具交换装置工作方式的影响,而整机的成本造价又受自动换刀系统本身及相关结构的复杂程度的直接影响。
2 数控刀架的工作原理及电气设计
电气是机械的控制中心,也就是说电气原理的设计可以实现机械动作的复杂操作控制。下面我们通过数控刀架的电气知识霍尔效应、刀架的接线原理图和具体的经济型刀架换刀过程等,对电气原理的运用做进一步的了解。
2.1 数控车床四工位刀架换刀工作原理
电机会在接到换刀键或者换刀的指令后正转,蜗杆、涡轮、轴、轴套由于花键的定位作用,同联轴器一同转动。轴套外圆上有两处凸起,能够限位轴套,使轴套在套筒内孔中的螺旋槽内作滑动,因刀架与上端齿盘同套筒相连,此时会因套筒的滑动被举起,使上下齿盘分开,刀架抬起,当套筒继续转动时,刀架会被带动旋转90°(如不到刀位,刀架还可以继续转180°、270°、360°),而且此时控制装置能够收到由微动开关发出的检测信号,直到刀架转到指定位置,控制装置会根据微动开关提供的刀架已经到达指定位置的信号,使电动机反转,此时定位销会使刀架定位不再回转,刀架则向下移动,上下端齿盘重新压合。当蜗杆继续转动,产生轴向位移,压缩弹簧,曲面压缩开关使电机停止旋转,从而完成一次转位。微机系统的控制目的就是指四工位自动回转刀架上的四把刀具中的任意一把转到指定的工作位置。
2.2 数控刀架电气控制系统设计
2.2.1 霍尔原理在刀架中运用的简单概述 一台数控机床能够进行生产加工的衡量标准即是它的精度,如果精度不能满足需求,它就不能进行生产,而霍尔元件检测的精确性却在很大程度上保障着数控机床的精度。在数控机床上,常用霍尔接近开关来检测刀位。首先,在换刀开关接通时会发出换刀信号,随后放大器在电机的驱动下正转,刀架被抬起,电机则继续正转,霍尔元件会在刀架每转过一个工位时进行检测,判断是否为所需刀位。若不是所需刀位,电机继续正转,直到所需刀架转到工位。
那么从电路的角度来看,当整个电路被接通时,正转线圈自锁,换刀开关处于自动档的位置控制开关进行自动换刀。而霍尔元件会在刀架转到所需刀位时自动断开,停止电机。此时翻转电路接通,延迟反转,刀架下降并压紧。所以从这个过程中我们可以看出来霍尔元件在数控机床中不但起到了检测与反馈作用,也是数控机床精度的可靠性保障。
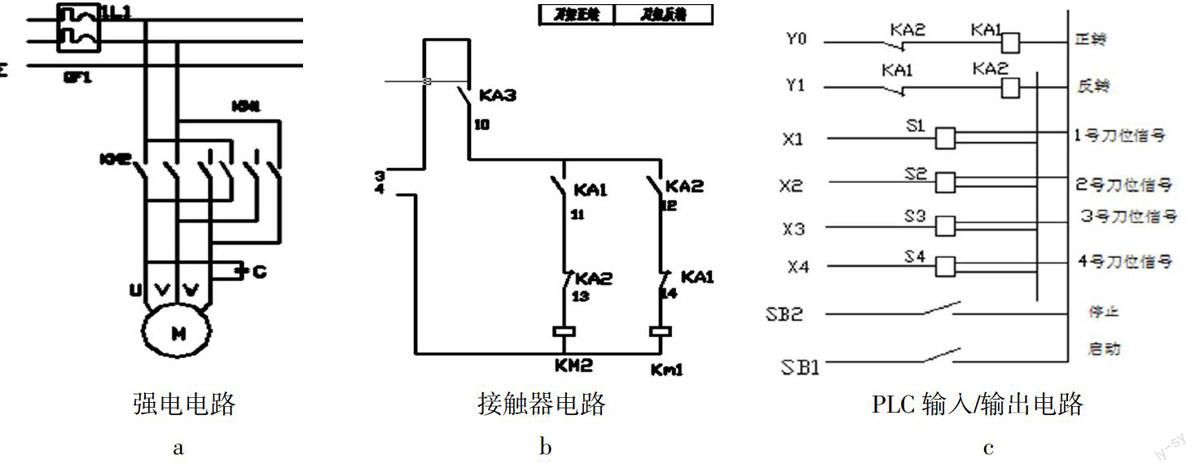
2.2.2 四工位刀架PLC接线原理图 机床PLC控制着数控机床刀架,而普通的四工位刀架用于普通机床,所以控制比较简单。我们要分析数控机床的控制原理,其实就是分析车床刀架的换刀过程,而换刀过程其实就是PLC对控制刀架所有I/O信号进行逻辑处理与计算。另外换刀过程也需要设置一些相对应的系统参数来保证正常进行。在我们分析之前,还得先了解关于刀架控制的电气部分。刀架控制电气部分如下图所示。图中a是控制刀架的正反转,是强电部分;图b控制的是两个交流接触器导通和关闭,实现图a中强电部分的控制,是弱电部分;图c部分是直接控制刀架的部分电路,控制继电器回路及PLC的输入及输出回路。
图中各器件的作用如下:
①M——刀架电动机;
②QF1——刀架电动机带过载保护的电源空开;
③Km1,Km2——刀架电动机正、反转控制交流接触器;
④KA1,KA2——刀架电动机正、反转控制中间继电器;
⑤S1~S4——刀位检测霍尔开关;
⑥SB1——启动按钮;
⑦SB2——停止按钮;
⑧C——电容给刀架单项电机不项。
接线图回路图简析:假设,当1号刀在PLC输入/输出电路中输入时,同时选择手动刀。KAI线圈就会因为SB1的闭合而进行翻转,当KA1触点断开后,便能实现互锁。而KA1触点的导通(KA1始终处于闭合状态)会使的KM2线圈得电反转,便能够实现双重互锁。此时刀架正转接触器回路导通,强电回路中的KM2触点闭合后会使刀架进行正转。霍尔元件会准确的检测到1号刀架是否到达信号位,如果到达,刀架定位锁紧,电机停转,直到结束。其他3把刀换刀方式依次类推。
以上为四工位立式回转刀架机电系统设计,该设计对于四工位回转刀架的设计和仿真有着重要的参考作用,并且在学习和教研中已经取得重要进步,证明该设计的思路是正确有效的!