中小型矿热电炉炉盖选型及修复实践
2015-05-30沈林明钟开虎
沈林明,钟开虎
(中信大锰(钦州)新材料有限公司,广西 钦州 535008)
矿热电炉炉盖使用周期的长短,对保证电炉持续性冶炼,提高产品质量和产量有直接的关系。矿热电炉炉盖的选型及维护对延长炉盖的寿命至关重要。中信大锰(钦州)新材料有限公司(以下简称为:公司)为减少和杜绝矿热炉炉盖故障维修,提高炉盖使用寿命,通过总结近几年炉盖选型和维护的工作经验[1-2],对炉盖进行了优化,特别是采用自配的浇筑料对受损炉盖进行修复,取得了较好的效果。
1 炉盖的选择对比
1.1 炉盖优缺点分析
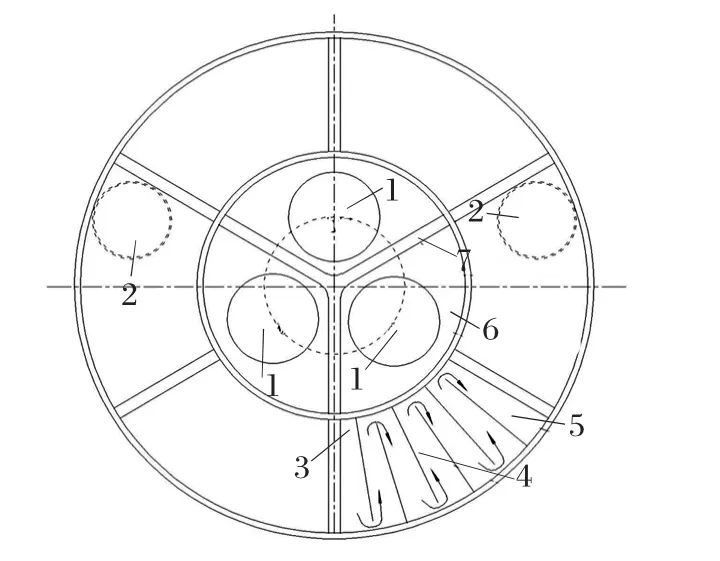
图1 框架式水冷盖板结构炉盖
公司拥有4台9 000 kV·A的矿热电炉,2011年10月转产硅锰合金冶炼之前,矿热电炉炉盖采用框架式水冷盖板结构(如图1),这种结构的炉盖便于现场安装,制作成本相对较低;但在使用和维修中也存在以下不足:a结构较为复杂,一般采用普通Q235钢板进行切割拼焊,整个炉盖由多个扇形水箱结构组合而成,水箱内含有多层隔板,隔板间空间狭窄,焊接点和焊缝多,极易虚焊、漏焊,当内部隔板脱焊时就会形成进水腔和回水腔串通现象,造成炉盖内部冷却效果不佳;b该炉盖内部有大量隔板形成的小室,水流阻力大,对循环冷却水的进水压力和水质的要求相对比较高;c对工艺要求较为苛刻,一旦因工艺波动造成炉况不正常,炉膛内刺火、翻渣、塌料严重时,炉盖因局部受热不均匀,炉盖局部区域将出现水沸现象,当内部水汽压力远大于进水压力时,极易造成炉盖表面焊缝渗水,严重时会导致整个炉盖炸裂。
经2004-2011年的生产实践和设备维修记录统计数据显示,框架式水冷盖板结构式炉盖通常在正常冶炼1年后,便会出现严重的渗水、漏水现象,钦州公司每年因炉盖故障导致热停炉24次/台,增大了检修工作量,因炉盖故障造成紧急热停炉,给公司造成了很大的经济损失(见表1)。
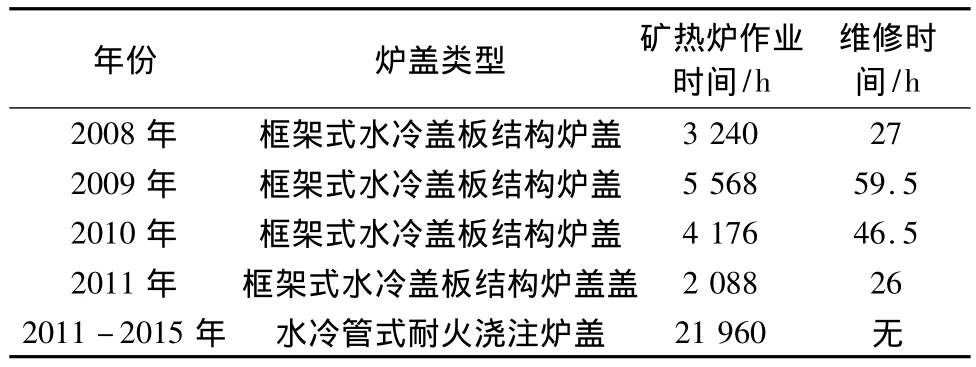
表1 单台矿热炉炉盖故障维修时间对比
1.2 硅锰矿热炉炉盖的选择
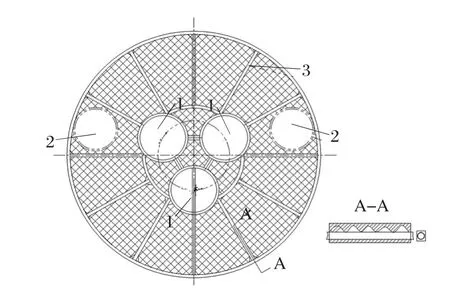
图2 水冷管式耐火浇注炉盖
针对框架式水冷盖板结构炉盖存在的问题,公司在转产硅锰合金时,对矿热电炉进行了技术改造。经过分析,决定硅锰电炉采用水冷管式耐火浇注炉盖(见图2)。浇注式炉盖为密管钢筋耐火浇筑混凝土式水冷结构,水冷炉盖所有管架之间采用钢筋网联接,采用耐火材料浇注成整体。改进后的新炉盖内部无隔板和焊缝,具有水循环阻力小、冷却均匀、冷却效果好等优点,经4年的运行,解决了困扰多年来因炉盖故障导致设备热停炉的难题,大大提高了电炉的运行效率。
虽然浇筑式水冷炉盖有诸多优点,但也会受施工质量、冶炼时间等因素影响,尤其是炉盖下部受到炉膛内高温、火焰灼烧、振动时,局部出现耐火浇筑料开裂、塌落等损伤,严重时,浇筑料内部的水冷管、支撑钢网等出现裸露。刚开始时主要靠人工混合耐火材料,加水拌匀后直接对损坏脱落面抹平修补,但常出现新旧料不能有效结合,产生开裂且极易脱落的现象,而破除炉盖耐火砼,重新浇注的工作量大,且投入成本高。经过几年对耐火浇注料配比和修补方法的摸索,总结出比较实用的炉盖修复方案,实践证明修复效果很好,有效提高了炉盖的整体使用寿命。
2 炉盖修复方案
水冷管式耐火浇注炉盖的修复,要做好破损面处理、材料准备以及施工、保养等几个方面的工作,才能确保破损处修复可靠、耐用。
2.1 炉盖破损面预处理
炉盖底面中心高温区以及水冷管处,由于受到火焰烧灼、水冷管冷热变化等因素影响,耐火砼最易开裂、脱落,损坏严重时,水冷管、钢筋网支架出现裸露。在修复炉盖前,应根据炉盖受损情况,确定好修复位置并标记,标示出水冷管的位置,用电锤或风镐从炉盖上部进行破碎清除,注意不要损伤炉盖内部的水冷管,同时注意坡口宽度不宜过宽,含水冷管路在内的总体宽度一般不宜超过300 mm。为保证修补后的破损处有足够的支撑强度,上下贯通的破除处,上部比下部坡口略宽;然后对损坏的钢筋网进行修补,三根电极中心区域要采用φ 6~8 mm的不锈钢网,离电极中心区较远的区域采用普通钢筋修补,为增加浇筑料与水冷管路的附着力,水冷管外壁应加焊弯曲成波浪形的钢筋;修补好钢筋网后,即可对炉盖待修复部位制作模板。
2.2 浇筑料的配比及制作
修复炉盖用耐火材料主要有高铝粉、高铝细骨料、高铝粗骨料和粘结剂,粘结剂是CA-50高铝(铝酸盐)水泥、工业用浓磷酸和水。筑炉用高铝粉和骨料有大小和质量的要求,需要修复的容量越大,对颗粒要求就越高。颗粒要大小均匀,不能偏差太大,粗、细骨料的挑选要保证干净无任何杂物。经多次试样浇注,优先选择110℃烘干后体积密度≥2.6 g/cm3以上的为宜。

表2 修复炉盖用原材料及规格
将工业用浓磷酸加水配制成5%~10%的磷酸。按CA-50高铝(铝酸盐)水泥20%、高铝粉15%、高铝细骨料25%(粒径3~5 mm)、高铝粗骨料40%(粒径5~15 mm)的比例要求将磷酸均匀加入修复炉盖材料内,充分搅拌均匀,用人工或专用混制设备(混砂机)混制,反复搅拌均匀。
2.3 炉盖修复和保养
公司的矿热电炉炉盖厚300 mm,修复前应先用水淋湿需修复部位然后浇筑。用振动棒对修复区域较大部分进行夯实的过程中需用力均匀,以免造成密度不均。当作业面积较窄不利于机器作业时,采用人工打结,但应注意分2~3次填料,防止密度分布不均使烘烤与烧结后耐火砼内部不致密。人工打结的填料厚度每次不超过150 mm。
修复处保养的好坏将影响炉盖的使用寿命。浇筑后的第1天需间隔2 h对其淋水1次,第2天间隔4 h,第3天间隔6 h,第4天间隔8 h,4 d保养期过后可不必再进行保养。炉盖从修复到投入正常使用,一般时间间隔为15 d以上,所以选择电炉大修、中修或技改的时间段进行。在炉盖投入使用前期,采用低档位、低电流进行冶炼(负荷控制在150 A以内),确保炉盖有个缓慢的升温过程,可延长炉盖使用时间。
钦州公司4台矿热电炉在近4年的运行中,已多次采用此方法进行炉盖的修复,修复处的强度与使用效果,基本达到与新炉盖一致。由于修复方法简捷方便,现在均由公司员工自行施工,给企业创造了较好的效益。
3 结语
矮烟罩半封闭矿热电炉具有造价少、劳动条件好、入炉原料要求不严格等优点,目前在铁合金生产企业中仍然占据着较大的份额,因此,做好矮烟罩半封闭矿热电炉炉盖维护工作,延长整体浇筑式炉盖的使用寿命,在保证矿热电炉有效作业时间,创造企业效益方面仍然具有现实意义。
[1]曾正明.机械工程材料手册[M].北京:机械工业出版社,2003.
[2]王维.电炉炼钢问答[M].北京:化学工业出版社,2008.
