采用CORBA 结构的机车整备过程模块设计
2015-05-27莫易敏余国景周廷美
莫易敏,余国景,周廷美,刘 萍
(武汉理工大学 机电工程学院,湖北 武汉430070)
随着我国铁路机车各项技术的不断发展,机车运用、检修、整备模式产生了巨大的变化,机务段机车整备检修作业内容也变得越来越复杂[1]。笔者结合机务段的实际需求,设计了基于三层体系结构B/S 模式及CORBA 结构的机车整备过程管理模块。该模块不仅符合铁路部门“大整备”的发展趋势,而且有利于基础数据的存储采集分析,有助于完善机车整备业务流程管理,解决机车在整备过程中面临的许多问题,提高作业效率和质量[2]。
1 整备过程模块的需求分析
机车整备是出库(整备场)前需进行的必要供应和准备。机车的整备过程主要包括:机车出入库,机车轮对检测,机车受电弓检测,6A 轴报检测,HX 机车故障信息,机能试验,机统-6 活件提报及分析,电子合格证发放等内容。同时,在整备的过程中会根据机车状况对其进行相应检修,其内容包含3 个部分:I 级修(碎修)业务流程;临修业务流程(襄整临修和北整临修);小辅修(计划修)业务流程。
新时期的机车整备整合了传统机车检修模式下的整备、小辅修等作业环节,相关的部门人员发生了巨大的改变,运用、检修、整备等多个环节都逐渐涉及到整备的过程,故需要设计一套新的整备过程管理模块来适应新的任务。根据机务段的生产作业情况,绘制了机车整备过程管理流程图,如图1 所示。
由图1 可看出,整备过程是机务段生产作业过程的一个重要环节,是承接检修和运用两个环节的重要过程。因此,需要采用成熟的网络技术及计算机软件技术,在对现有硬件资源及软件平台整合的基础上,建立一个更安全、更可靠、更灵活和更高效的机车整备过程管理模块[3],从而实现以下功能:
(1)机车整备过程的控制。它包括整备机车入库,JT-6 活件提报,机车轮对检测,机车受电弓检测,6A 轴报检测,HX 机车故障信息,机能试验,机车电子合格证发放出库。
(2)机车整备状态的监测。它显示当前整备场中机车各项整备环节的整备结果及当前机车的活件信息。
(3)机统-6 活件的统计分析。按区域/机型、专业/机型、专业/时间统计整备过程中活件个数,统计整备过程中活件产生的比率,对比分析,提示工人在整备检修过程中注意相关的事项及发出质量预警通知。
(4)机车整备过程信息共享化。整备过程中相关作业部门可以共享整备检修信息,无纸化统计和上报,网络化智能查询及分析。
(5)系统使用安全。采用严安全设计管理模式,不同用户按权限不同进行不同的操作,确保系统在运行使用过程中数据的严密性,安全性,共享性,以及独立性。

图1 机务段机车整备流程图
2 B/S 模式及CORBA 分布式结构设计
2.1 B/S 模式的设计
机车整备过程是机务段机务工作正常运行的技术保证,是机车质量保证的重要基础,因此,整备过程管理模块需向多用户提供“准确、及时、全程”的录入、更新和查询服务。故机务段整备过程包含了多个项目,用户分布分散而量多。在该情况下,C/S 模式(Client/Server)维护也不方便[4],且该模式对客户端机器要求也较高。
B/S(Browser/Server)模式相比于C/S 模式,使用更加灵活。B/S 模式用户的操作界面主要通过浏览器完成。其运行维护非常方便,可以高效地实现不同的用户以不同的方式(如Internet/Intranet ,WAN 等)从不同的客户端访问操作相同的数据。
针对机车整备过程的具体需求,在现有硬件平台的基础上,设计了基于B/S 模式的三层体系结构的机车整备过程管理模块,如图2 所示。用户可利用网络在机务段内实现对段内机车整备过程进行监督与控制,及时掌握机车整备过程中的各种检测结果,机车的性能,机车活件故障及故障原因等,进而更好地进行机车整备作业[5]。
2.2 CORBA 分布式系统结构
公共对象请求代理体系结构CORBA 是对象管理组织(object management group,OMG)为了解决分布式环境中硬件和软件的兼容性而提出的一种标准,从而使得面向对象的软件模块具有更高的可移植性及可重用性。
机务段的整备过程涉及到多个业务项目,其中有的业务项目已经使用了成熟的软件管理模块,故而机车整备过程管理模块的构建面临着不同的网络平台、操作系统、通信协议及操作语言的兼容性问题。CORBA 技术为不同类型的硬件设备提供公共接口,整合机务段现有的软件平台,从而解决机车整备过程管理模块的“复杂性”和“多态性”问题。
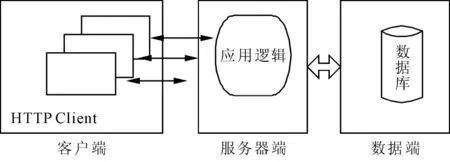
图2 B/S 模式的三层体系结构
3 整备过程管理模块功能设计与实现
3.1 机车整备过程管理模块结构分析
机车整备过程管理模块主要包含机车整备过程综合管理,机统-6 管理,机车轮对数据管理,以及通过CORBA 协议接口模式整合接入机车受电弓数据管理,机车6A 轴报管理和和谐机车故障信息管理3 个已存在的软件系统,后3 者为机车整备过程综合管理提供机车检测结果信息。其结构如图3 所示。
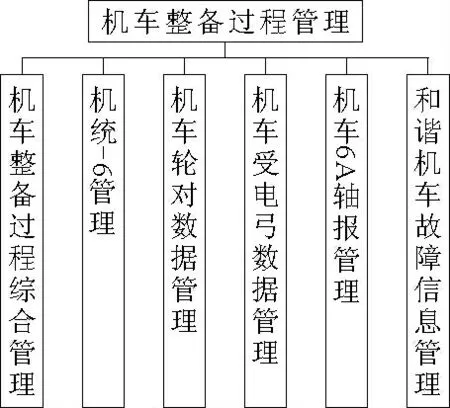
图3 机车整备过程模块示意图
3.2 机车整备过程综合管理
机车整备过程综合管理主要功能是实现对机车整备过程信息的共享及过程的控制。当机车进入整备场时,机车段管线系统便获取到机车入库时间,并发送至机车整备过程综合管理模块,该机车的相关整备信息便出现在整备过程管理模块中。机车根据机型的不同,分别进行轮对检测、受电弓检测、6A 轴报检测、机能试验,并产生机统-6 报活信息[6-9]。其各项检测指标的最终结果都实时显示在机车整备过程综合管理页面上,其界面图如图4 所示。

图4 机车整备过程综合管理操作界面
机车状态若是处于整备过程中,则其信息显示行背景色为红色。如果机车各项整备指标达到要求,则查看该机车的机统-6 活件信息,机统-6 信息查看确认后,便可对机车发放电子合格证,发证后的机车信息显示行背景色为绿色。如果机统-6 活件信息查看后,发现需要检修,则可发送“申请检修”信息到运用科,由其进行扣修并分配给相应车间检修。机车若有电子合格证便可以出库。机车出库时,段管线系统读取其出库信息,并发送给整备过程管理模块。此时,机车整备过程综合管理操作页面上该条机车记录变为黄色,24 h之后,该条记录便不再显示在操作界面中。
3.3 机统-6 信息管理
机统-6 管理的主要功能是对整备过程中产生的检修活件进行提报,对提报后失修状态为不合格的活件转入质量信息处理模块中进行后续检修,对机统-6 活件按时间、专业和活件提报区域进行数量统计,通过统计结果分析各区域作业情况,并预测一定时间段内活件数量及活件的专业种类,为检修部门及工人提供预测信息及相关注意事项[10]。
为了统计分析的精确性及可靠性,笔者采用成组技术(group technology,GT)将机统-6 活件的专业进行标准化,将其专业设计成“专业-部件-零部件”的三级模式。
3.4 轮对数据管理
机车轮对数据主要包括轮对自动检测数据和人工检测数据两个部分。轮对数据管理是将这两部分数据录入到数据库中。轮对的数据主要是指轮缘12 处关键部位的磨耗和踏面12 处关键部位的厚度数据。并且对轮缘和磨耗数据进行统计分析,按照其趋势图分析轮对的使用情况是否良好并预测其出现故障的可能性。轮对数据管理界面图如图5 所示。

图5 轮对数据管理界面
4 结论
近年来,计算机技术在机车整备检修过程管理中应用越来越广泛,所设计的一种基于B/S 模式的整备过程管理系统,对于促进信息流转及时准确,提高作业工人工作效率,分析预测活件故障类型及故障原因起到了良好的作用。
[1]闵空空.机车整备管理信息系统设计与实现[J].铁路计算机应用,2010,19(2):17 -19.
[2]柏青.机车检修过程管理信息系统设计与实现[J].电脑知识与技术,2012(23):5508 -5510.
[3]齐金平,杨团名.基于CORBA 的铁路机车整备管理系统[J].中国铁路,2009(11):68 -71.
[4]张水波.基于C/S、B/S 混合结构在校园网的教学管理信息系统中的应用[J].中国轻工教育,2008(4):84 -85.
[5]申瑞.构建大功率机车整备体系的研究与思考[J].中国铁路,2012(6):7 -10.
[6]潘运平,杨文娟,黄丰,等.和谐型机车运用维修段综合信息平台的研究[J].武汉理工大学学报:信息与管理工程版,2011,33(3):389 -392.
[7]韩克勤,刘启军,崔泽伟.信息技术在机车整备管理中的应用[J].内燃机车,2011(3):35 -38.
[8]张津,孟凡刚,王可心,等.铁路机车检修管理信息系统的设计与实现[J]. 铁路计算机应用,2010,19(5):37 -39.
[9]郝春亮.机车整备管理系统的开发[J].太原铁道科技,2011(2):36 -44.
[10]庄金. 浅析SS3、SS4 型机车季节性故障及危害[J].内蒙古科技与经济,2012(22):111 -112.
