解吸水解系统的技改
2015-05-25孟将将吴雪玭陆文安
孟将将,吴雪玭,陆文安
(青海盐湖工业股份有限公司化工分公司化肥厂尿素一车间,青海格尔木 816000)
合成氨、尿素
解吸水解系统的技改
孟将将,吴雪玭,陆文安
(青海盐湖工业股份有限公司化工分公司化肥厂尿素一车间,青海格尔木 816000)
主要介绍了由于前系统的波动造成尿素系统不稳定而导致解析水解系统紊乱,解吸废液不达标。为了保护环境,做的一些技改方案包括:增加一个1000 m3氨水槽;水解加热蒸汽的技改以及回流冷凝器加冲洗水。技改后达到了解析废液工艺指标和环保的要求。
解析水解;不稳定;环保;废液;达标
1 概述
随着化工技术的成熟,对环保的要求越来越高,尿素生产是高耗能,极易造成环境污染的生产装置。其中对于废水的排放要求很高。故本文本着安全、文明、卫生的生产总则,对尿素解析水解采用了几项技改进而实现解吸废液达标。
首先我先简单介绍一下我们公司的工艺,源头是乙炔厂。乙炔厂采用德国BASF技术将天然气不完全氧化裂解生成乙炔气和大量的尾气,其中乙炔气供PVC厂。尾气(包括一氧化碳和氢气)送到化肥厂合成氨车间生成氨和二氧化碳,氨和二氧化碳供到尿素车间生产尿素。其中的一部分二氧化碳供到氯碱厂生产碳酸钾。
由于工艺链长,而且车间与车间之间的配合上也存在衔接性,不稳定现象时有发生。如果一旦一个环节出现状况,将会使处于下游的尿素装置的生产稳定性得不到保障。
2 解吸水解系统简介
在解吸水解工序中,将氨、二氧化碳及尿素从工艺冷凝液中移出。整个过程由4个步骤组成,旨在保护环境,回收有价值的反应物。第一步解吸氨及二氧化碳,第二步由水解塔分解尿素,第三步是解吸回收第二步中的反应成分,第四步是在回流冷凝器中冷凝解吸气。如合成塔一样,水解塔也可建立尿素平衡。由于存在大量水致使尿素浓度降低。尽管水解塔操作温度高于合成塔操作温度,但由于水浓度高,由水、氨、二氧化碳及尿素形成的系统压力要大大低于合成塔压力。尿素水解按下式进行:

尿素平衡向右移动,用新鲜蒸汽将氨及二氧化碳从溶液中汽提出。为防止返混,水解塔设计有带泡洗涤型筛板的塔盘。液体流经安装在筛盘上的降液管。
所以氨和二氧化碳浓度决定尿素浓度最终降至的水平。为使最终水平尽可能的低,由第二解吸塔出口气对第一解吸塔进行汽提,从而解吸工艺冷凝液的氨及二氧化碳。在水解塔未汽提出的尿素水解物,由水解塔送入第二解吸塔,用蒸汽汽提出氨和二氧化碳。
解吸塔给料泵将解吸液经解吸塔换热器送入第一解吸塔的塔顶进液口,解吸液经过解吸塔换热器温度由56℃升至112℃,通过解吸塔换热器副线手动控制入06E0107a的解吸液温度。工艺冷凝液向下与第二解吸塔上升的蒸汽以及水解塔来的气体换热,温度升高,NH3和CO2解吸出来,NH3含量由6.87wt%减至0.97wt%,冷凝液由第一解吸塔底部进入水解塔。在塔顶加入回流液,该回流液来自回流冷凝器液位槽,经回流泵送到第一解吸塔。
回流贫甲铵液有如下组成:CO2:23.35wt%;NH3:28.61wt%;H2O:47.86wt%;N/C:3.17
到第一解吸塔的回流贫甲铵液流量通过位于回流管线上的FIC1173/FV1173,这股流体同时控制着第一解吸塔顶部温度TI1173,正常时为117℃。第一解吸塔底部出液通过水解塔给料泵及水解塔换热器送往水解塔,其温度TI1174约为137.4℃。
第一解吸塔气相到回流冷凝器几乎全部冷凝,在气相入口处加入工艺冷凝液,即从氨水贮槽来的经由解吸塔给料泵送来的氨水。回流冷凝器中的贫甲铵液进入回流冷凝器液位槽,由回流泵送往第一解吸塔顶部和低压甲铵冷凝器。
回流冷凝器冷凝热由管程冷却水带走,它影响着第一解吸塔出口气相的冷凝程度,从而决定了解吸系统压力。冷却水回水温度TI1165约为44℃。回流冷凝器中未冷凝的气相进入回流冷凝器液位槽,并通过HV1081进入常压吸收塔。要保持HV1081开度合适,以使PT1171在合理控制范围内。
出水解塔给料泵的液体经过水解塔换热器,温度从137℃升至约200℃,送到水解塔第一块塔板。水解塔有14块筛板,以确保下流液体与上升的蒸汽保持充分接触。除第一块塔板外,水解塔几乎充满液体,水解液停留时间超过1 h,在平均温度为205℃条件下,所含尿素水解为NH3和CO2。尿素水解及溶液温度升高,所需热量由压力为2.5 MPa温度为224℃的高压蒸汽提供。高压蒸汽从水解塔底部进入,100%负荷流量约为1180kg/h。
水解塔压力由PIC1181控制在2.06 MPa,水解塔底部出液经水解塔换热器换热后,温度由约210℃下降至约147℃。
第二解吸塔为规整填料塔,分为两段。来自水解塔的水解液进入第二解吸塔顶部液体分布器上,温度约为147℃。解吸所需热量由低压蒸汽提供,低压蒸汽从第二解吸塔塔底进入,100%负荷下流量约为5 936 kg/h。蒸汽加入量通过低压蒸汽管线上的FV1171控制,解吸液向下流与上升的蒸汽相接触,使解吸液中NH3含量降3× 10-6以下。第二解吸塔的气相温度约137.4℃,进入第一解吸塔底部。第二解吸塔底部出液NH3、尿素均在3×10-6以下,温度为143℃,它与来自解吸塔给料泵的解吸液在解吸塔热交换器中换热,温度降至88℃。在工艺冷凝液冷却器中,第二解吸塔底部出液与冷却水换热,温度降至约50℃。第二解吸塔底部出液流量约为32.3 m3/h,送出界区。
3 运行状况叙述
由于我公司特殊的工艺,工艺链长且复杂。在工艺链中共涉及到乙炔厂、PVC厂,氯碱厂,合成氨车间、尿素车间,一旦由于中间某个环节出现不稳定,尿素的运行将受到波动。例如由于乙炔车间操作的不稳定性,引起跳炉,将导致尿素车间CO2负荷不稳定,严重时会出现CO2断料而引起紧急停车。
如果开停车频繁,将会使尿素装置排放冲洗频繁,这样大量的排放冲洗水都最终将排到氨水槽里。使得氨水槽的液位居高不下,解析水解势必要超负荷运行,造成的结果是工艺冷凝液不达标。而且一旦发现解析废液不合格,解析水解将会重复的循环运行,氨水槽浓度越来越高,解析水解越来越紊乱,甚至于高低压系统也会因为氨水槽的组分不正常导致系统恶化。更有甚者氨水槽满液,必须就地排放,不但造成大量经济损失而且对环境也造成了严重污染。
4 技改方案
针对以上情况,我厂对解吸水解系统做出以下技改方案:
1)新增一个氨水槽。我们单位二期烧碱厂有一个废弃的1 000 m3槽子正好可以利用,将新增氨水槽与与原来的氨水槽连通,并与原有的废水槽连通。用废水槽泵作为动力将新氨水槽内的氨水再次回收到原来的氨水槽。这样利旧既节省了成本,又维护了系统,环境污染也能得到控制。
2)将原来的水解塔的2.5 MPa蒸汽新配一条3.9 MPa的蒸汽管线接到FV1181前截止阀阀前。
3)将回流泵到回流冷凝器的循环管线上加一条蒸汽冷凝液管线。
技改如下图1所示:

图1 新增一氨水槽流程

图2 新配一条3.9MPa的蒸汽管
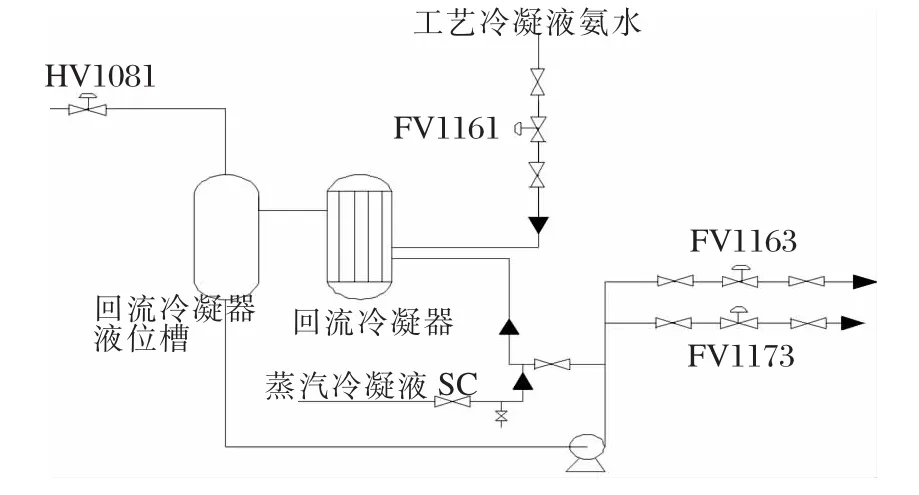
图3 加一条蒸汽冷凝液管线。
5 改造后的操作
1)在遇到停车频繁,氨水槽液位居高不下时可按图1操作。
首先将氨水槽与新增氨水槽的连通阀打开,直到氨水槽可以维持50%液位时将连通阀关闭。待氨水槽液位降到低液位时将新增氨水槽与废水槽的连通阀打开,用废水槽泵将氨水打到氨水槽内。这样解吸水解的负荷就可以按正常负荷运行,不用由于氨水槽液位过高而使劲的加解吸负荷导致负荷过重,进而引起解吸水解温度提不起来,使得废液不达标。另外装置的废水一般要求排到废水槽内,可当氨水槽液位高时,废水槽的液位必须就地排,这也造成环境的污染,可以通过废水泵先将废水储存到新增氨水槽内,待氨水槽液位下降时再切换到氨水槽内。

表1 改造材料表
2)在遇到解吸水解负荷较重,解吸水解温度提温困难,可以将水解的加热蒸汽切换为3.9 MPa的蒸汽,由于3.9 MPa蒸汽热负荷高提温较快。但是存在的缺点是压力偏高,容易导致水解塔泛塔,所以开FV1181时应务必缓慢,我厂实践证明只要开阀缓慢,开阀时每次按照0.2个开度操作,水解塔完全具备稳定运行条件。
3)当解吸负荷重时,气相较浓,容易引起回流冷凝器结晶,解吸系统超压。于是在回流泵的循环管线截止阀后加一条冷凝液冲洗水管线,当回流超压时用冷凝液冲洗,很短时间内系统恢复正常运行。
6 结语
通过以上改造,目前我厂的解吸水解系统废液已完全达标并合格外送。取样分析结果NH3含量≦3×10-6,尿素含量≦3×10-6。不但保护了环境,也保证了其他系统的稳定运行。
[1]张永强.解吸和水解系统的正常操作及异常情况处理[J].化工设计通讯,2012,38(2):69-70.
[2]帅静,李丽芳.水溶液全循环法尿素解吸改水解降压投运简介[J].化工设计通讯,2013,39(2):49-51.
Technical Transformation on Desorption and Hydrolysis System
Meng Jiangjiang,Wu Xuepi,Lu Wenan
(Urea Shop of Chemical Branch of QingHai Salt Lake Industry Co.,Ltd,Geermu,816000)
This article mainly introduced the fluctuations caused by the former system of urea system.This results in hydrolysis system disorder and desorption waste liquid is not up to standard.In order to protect the environment,transformation was made,including:add one ammonia tank with capacity of 1000m3,technical transformation on heating steam and adding rinse water for reflux condenser.
Desorption and Hydrolysis;instability;environment protection;waste liquid;up to standard
TQ441.41
B
1003-6490(2015)02-0001-03
2015-04-08
孟将将(1983-),男,山西太原人,2007年毕业于兰州理工大学,助理工程师,主要从事化肥生产技术工作。
