元器件研究所工艺装备管理模式探究
2015-05-16王晋荣刘良芳谭思亮许波
王晋荣,刘良芳,谭思亮,许波
(中国电子科技集团公司第二十六研究所,重庆 400060)
元器件研究所工艺装备管理模式探究
王晋荣,刘良芳,谭思亮,许波
(中国电子科技集团公司第二十六研究所,重庆 400060)
工艺装备管理作为工艺技术管理的重要组成部分,越来越受到产品种类多、批次量不大的各类元器件研究所的重视;但由于该类研究所固有的工艺装备种类繁多,专用工装比例大,工装设计更改频繁等特点,使得常规工艺装备管理方式无法取得好的效果;从完善制度流程、立体分类、信息化动态管理3方面思考分析,探究元器件类研究所工艺装备管理模式,促进工艺装备管理水平的持续提升。
工艺装备;信息化动态管理;制度;分类
在现代企业研制、生产过程中,工艺装备起着非常重要的作用,它是使产品达到设计要求,保证产品质量,减轻劳动强度,提高生产效率的重要手段。工艺装备的设计与制造在现代企业的产品研制和生产过程中占有很大的比例,虽然只是各类产品制造的辅助设备,但从其设计加工过程来看,它与产品本身有着异曲同工之处。在实际科研生产中,工艺装备也是包括研究所在内的各类企业产品研制过程中不可缺少的物质保证。据国内外统计,工艺装备的设计加工费用约占产品制造成本的10%~15%以上[1]。因此,如何对工装种类繁多、非标工装比例大、研制阶段设计更改频繁等特点的研究所进行有效的、可操作性强的工艺装备管理就显得尤为重要。
1 工艺装备的特点与管理现状
1.1 工艺装备的特点
(1)种类繁多,数量大。由于近年来元器件所承担的产品种类越来越多,作为保障产品制造的工装也在不断增多,增量较大。元器件所涉及产品的加工环节多,各环节对工艺装备的设计加工要求也大不相同。以我所为例,在机械加工、电子装联、调试、检测等环节都需要工艺装备,既有机械加工用刀具、夹具、量具、辅具等机械类工装,又有性能调试用线缆、转接板、拨码盒等电气类工装,种类很多。
(2)专用工艺装备较多,利用率相对较低。近年来,随着科研生产任务的增加,产品种类越来越多,对于一些设计状态尚未完全确定的产品,为其设计加工的专用工艺装备在产品设计状态发生变化后就不得不面临报废的情况,并需要重新设计加工新的工艺装备,这势必造成巨大的浪费。
(3)在产品研制阶段,产品生产数量少,试制周期短,设计图样更改频繁。由于产品的技术状态没有固化,相应的工艺装备也可能随着设计的更改而发生变更,较为频繁的更改给工装的管理增加了难度。
1.2 管理的现状及存在的主要问题
工装管理的主要内容是将工装设计、制造过程中涉及的时间、人员、物料信息等联系在一起协同工作并将业务流程纳入规范的流程控制中。经过调研及搜集信息,目前元器件研究所工装管理主要存在以下管理问题:
在产品开发的早期,由于设计的不断改变,相应的工装设计也在调整,工装的设计技术状态难以把控。由于各部门产品外形、性能、功能差异很大,导致各部门工装管理“各自为战”,管理业务模式不统一,流程不规范,工装账目管理混乱,效率低下。工装的分类不明确,没有指导工装分类的制度或管理规定,没有进行细化的工装分类,没有突出管理重点,成本浪费大。工装管理中的各类信息缺少统一管理,信息无法实现共享。以我所为例,目前没有一个合适的平台集成各个制造部门的工装信息;各部门只对各自工装进行有限的信息管理,工装信息不共享;管理自动化程度不高,信息检索、库存统计和状态控制等极其不便。
鉴于该类型研究所工艺装备的特性和管理短板,以及本单位在工艺装备管理实践中的一些做法,此处就如何改进该类企业工艺装备管理进行3方面的阐述。
2 完善制度流程
工艺技术管理部门和各个生产部门制定有相应的工艺装备管理制度,但没有很好地有机融合,没有完全覆盖工装管理的全生命周期,因此有必要不断健全和完善各项规章制度。在完善制度的同时,还要明确各管理部门和生产部门的接口工作职责,避免因为管理接口问题导致管理不顺畅。
(1)梳理管理流程。工装管理的工作流程就是使工装从“无”到“有”,并加以管理的过程。优化、规范后的工装工作流程如图1所示,其中包含了工装管理中的6个生命阶段,通过建立信息化模块和动态管理,使工装数据能够沿着规范的流程运行[2]。
(2)完善全过程制度。对应上述梳理后的工作流程,完善和建立对应工作流程的各类管理制度,使得制度全覆盖,无死角,包含工装管理的全生命周期。为了便于信息化动态管理,各类制度应结合信息化管理的要求,如工装分类制度的制定就要充分考虑便于归类、利于查询、提高效率等信息化管理要求(图1)。

图1 工装工作流程
3 三维架构分类
随着近年来研制、生产项目增加,对工装的需求亦急剧增多。结合研究所研制、生产特点,提出了一种三维架构的有机分类,如图2所示的方式,该方式较好地将工装进行了特征明晰的分类,既能保证工装技术状态受控,减少管理、维护的费用,又很好地结合了信息化管理的要求。
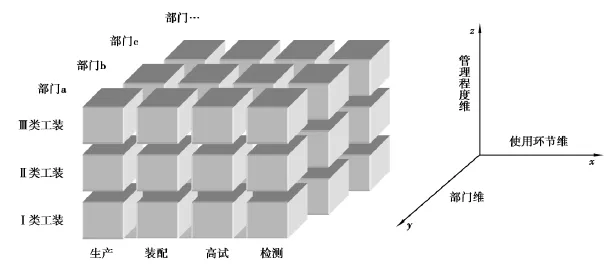
图2 工装分类的三维架构
各部门由于研制、生产的实际状况,产品类型差别很大,部门工装的交集和互换很少或基本没有。这种情况下,有必要按照部门来进行初次分类,也就是图2中的y轴。在计算机工装库中,部门工艺技术人员或工装设计人员可主要在本部门内查询信息,提高了效率。x轴是按工装使用于产品制造的不同环节划分,一般而言,产品的制造从原材料到成品要经历几个阶段,按我所生产实际情况,将工装在此维度分为4类,如表1所示。按此分类,为工装实体库的管理和信息库的查询带来了便利,同时也为工装设计人员在设计工装时提供了相同环节工装的参考数据。
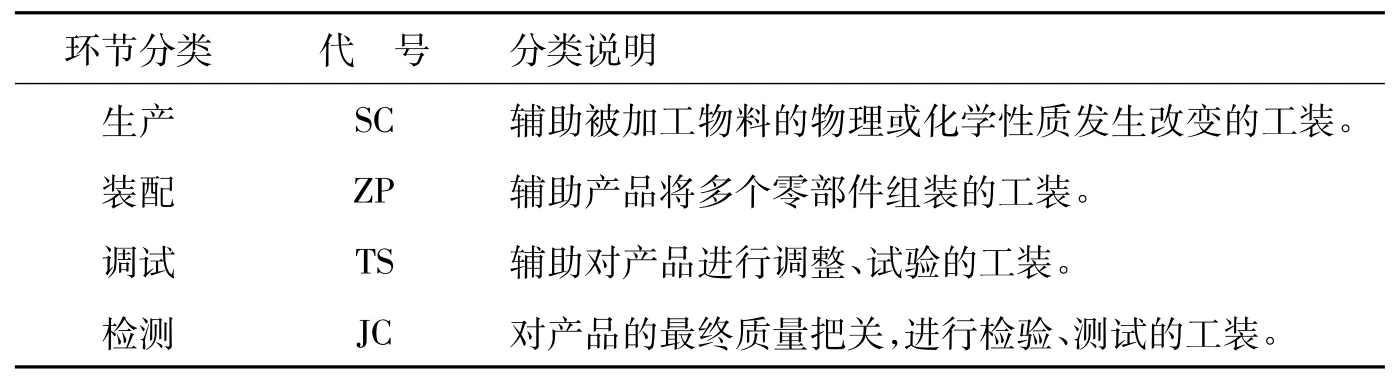
表1 工装使用环节分类
根据工装使用特性,依据工装对产品特性形成的重要性进行分类,工装按3个等级进行管理。其中,Ⅰ类为关键件、重要零件以及对关键工序有重要影响的工装;Ⅱ类为对产品性能、尺寸、精度有直接影响的各类工装;Ⅲ类为提高产品加工效率或产品储存、转运过程中使用对产品性能、尺寸、精度无直接影响的工装[3],其管理特性见表2[4]。工装在z轴按特性分类管理开创了工装管理新思路,体现了管理中追求效率又平衡有度的原则。

表2 工装特性分类管理要求
4 建立信息化动态管理
4.1 总体架构设计
根据规范后的工作流程,依托现有的内部网络,设计出工装管理信息化系统的总体架构。目前,分布式网络体系结构主要有3种模式,即文件/服务器(F/S,File/Server)、客户/服务器(C/S,Client/Server)、浏览器/服务器(B/S,Browser/Server)[1]。在实际调研的基础上,充分考虑使用的便捷性,可采用一种基于Web的B/S网络体系结构,可以避免安装客户端、配置数据源等操作,系统安装、修改和维护均在服务器端解决处理,用户在使用系统时,仅仅需要一个浏览器就能对其所涉及的业务进行操作。
4.2 功能架构设计
根据总体功能结构设计,系统将实现基础信息、台账记录、工装业务处理、工装信息查询4种功能。各功能又通过细分的12个管理模块实现,功能结构如图3所示。

图3 管理模块功能结构图
(1)基础信息功能用于保存工装共用、通用的信息。例如工装管理制度、分类类别定义、工装编号规则;供应信息包括供应商是否合格、供方名称和评价信息、一般采购周期等。
(2)工装台账记录模块是系统信息的数据库,台账功能分散融入到各查询模块,所有查询出的台账或记录都能导出生成Excel表格,便于管理人员或工装使用者查阅某一件或某一类工装的使用、维修、报废及校验记录。
(3)工装业务处理功能是按照工装工作流程进行设定。如工装需求申请录入,是工装管理流程中的信息输入环节;工装审批功能用于判断工装是直接采购还是进行设计,对设计方案进行审核,并可以将设计任务分解到各个工装设计人员;对于完成制造或采购的工装应进行必要的验证,未经验证的工装不得流入下一使用环节;最后,根据工装使用特性分类原则,需周检的I,II类工装在系统中设定预警措施,例如在交货前15 d所有该工装的信息变换颜色,提醒工装管理人员及时启动周检流程。
(4)工装信息查询功能根据不同的用户对象设定。如综合信息查询主要使用对象为所级工装管理员和工艺管理人员,显示结果包括工装加工信息、工装采购信息、工装库存信息等较全面的工装信息,便于管理人员随时掌握工装设计、采购、加工进度。设计数据和图纸、图片查询主要针对工装设计人员和工艺技术人员,作为工装设计和工装使用的参考。
4.3 系统的管理优势
(1)信息的共享及更新。系统将改变过去的封闭式管理方式,部门间的数据实现了共享,既减少了资料保存的工作量,又可提高数据传递的及时性与准确性,从而为查询、统计、决策等提供有效、快捷的支持。
(2)节点控制和查询。根据对工装全生命周期管理6个阶段的划分,在生成工装需求申请单时,会同时预先设置好各节点完成时间。仿照OA系统,打开工装管理系统后,流程中的任务会自动提示相关人员;而进度查询功能借鉴快递行业查询方式设计,每个需求单都会生成唯一订单号,需要了解工装进度的人员可以根据订单号随时查询进度和节点完成时间。
(3)拖期和周检预警。在节点时间后没有完成或即将要到周检日期的工装,会在系统中以不同的颜色出现,以警示相关人员尽快处理相关业务。
(4)安全的数据存储。系统采用B/S模式架构设计,客户端不保存数据,工装相关数据都保存在信息中心服务器上,有效保证了数据的安全性,避免数据保存在个人手中,因工作疏忽或人员调动造成数据丢失[5]。系统还按订单编号、工装图号、工装编号等分别建立索引文件,使系统具有更高使用效率。
5 小结
根据元器件研究所工艺装备的特点,对工装管理的方法进行了探究,从3个方面入手阐述了如何建立起合理、高效的工装管理模式。工装管理信息化系统的应用能提高生产效率,降低生产成本,更能提升管理的自动化程度,使得工装管理的技术化水平得到了提升。
[1]徐征.航天工艺装备管理模式初探[J].管理与实践,2012(5):29-31
[2]田鹏.工艺装备管理信息化系统开发与应用[J].CAD/CAM与制造业信息化,2011(11):61-65
[3]卢秀娟.简述《工艺装备管理规定》的有关内容及实施情况[J].航天标准化,2008(2):33-35
[4]董影杰,陈述.专用工艺装备管理模式的探讨与探究[J].电子制作,2013(4):291-293
[5]张锦华.基于B/C架构的工艺装备管理系统研究[J].工具技术,2010(4):43-45
Research on Technology Equipment Management Model of a Components Research Institute
WANG Jin-rong,LIU Liang-fang,TAN Si-liang,XU Bo
(26th Institute of China Electronics Technology Group Corporation,Chongqing 400060,China)
Technology equipment management,as an important part of technical management of technology,has been more and more emphasized by all kinds of components research institutes with few product types and few batches,however,the features of too many types of technology equipments,large proportion of specific tools,frequent design and revamping of tools and so on make normal technology equipment management method impossible to obtain good effect.The sustainably upgrading of technology equipment management level can be boosted by the reflection and analysis from such three aspects as perfection of institutional flow,three-dimensional classification and informationalized dynamic management and by the studies on technology equipment management model of component-type research institutes.
TN329
A
1672-058X(2015)01-0059-05
10.16055/j.issn.1672-058X.2015.0001.015
责任编辑:代小红
校对:李翠薇
2014-07-25;
2014-08-26.
王晋荣(1976-),男,重庆市荣昌人,工程师,从事工艺技术管理研究.
Abstract:technology equipment;informationalized dynamic management;system;classification