超薄大型金刚石锯片基体的研究开发
2015-05-15张云才李仁德胡欢
张云才,李仁德,胡欢
(黑旋风锯业股份有限公司,湖北宜昌 443000)
超薄大型金刚石锯片基体的研究开发
张云才,李仁德,胡欢
(黑旋风锯业股份有限公司,湖北宜昌 443000)
针对超薄大型金刚石锯片基体研发过程中材料的合理选择、热处理、磨削加工及应力处理等重要工序或关键加工技术进行了详细的分析,并探讨了各关键重要工序或关键加工技术的加工控制要求,以期为该类产品加工制造提供参考。
超薄大型金刚石锯片基体;热处理;磨削;应力处理
1 前言
目前,在开采矿山荒料方面,政府明确要求重视矿体的保护,提高矿山资源的综合利用率,减少对环境的破坏,而传统方式采用炸药爆破式开采,成材率低,开采成本高、对环境破坏大;金刚石绳锯开采操作难度大、设备投入大、成本高;静态裂石法开采效率低、成本高。以上传统方式已经不符合现代化开采方式的要求;另一方面,国内外市场对大幅面石材板料的需求又在不断上升,传统的金刚石锯片由于直径的限制,不能满足切割大板的要求,而采用金刚石框架锯条、金刚石绳锯、砂锯等切割方式效率低下、投入大、成本高,亦不能很好满足现实的切割需要。为此市场急需一种大规格的金刚石锯片用于上述领域的切割,以提高工效,降低成本。
超薄大型金刚石锯片基体(直径为Φ2300~Φ3600mm,而厚度仅为3.5~9.0mm)是一款节能型产品,主要应用于大规格板材的切割、矿山石材荒料的开采等领域。其具有诸多优点,主要表现在:锯片厚度在常规基础上减薄,减少了金刚石刀头的消耗、出材率提高、切割阻力变小、能耗降低等。常规厚度的超大锯片基体径厚比大,已属于薄壁件(机械加工行业径厚比超过150),刚性差、热处理难度大、易变形、很难达到理想的指标,加工起来已经有相当大的难度。而本产品在常规超大锯片基体厚度基础上,极大的减薄了产品厚度,径厚比更大,刚性下降更加明显,满足切割要求更加困难。
2 超薄大型基体加工关键技术研究与控制
黑旋风锯业股份有限公司(以下简称“黑旋风锯业”)通过产品的研制开发,选用具有自主知识产权的50Mn2V锯片专用钢种,满足了基体对材料强韧性的要求;通过特殊的热处理工艺,减少产品的变形、开裂,严格控制产品平面度、端跳,同片硬度差,保证高效、稳定的切割性能;通过对磨床等专用加工设备的研制改造,达到项目产品的加工要求,保证磨削后产品的厚度差、平面度符合标准;通过技术开发,对项目产品静不平衡量进行控制,防止切割时抖动大、偏摆大、金刚石刀头消耗不一致等现象;通过对预置张力的处理,减低或抵消锯片外部因热效应而产生的负面影响,从而提高基体刚性,使产品的使用寿命、切割品质和切割效率得到提高。
2.1 锯片基体用材料的合理选择
传统的小规格锯片基体用材一般选用65Mn等高碳弹簧钢,但由于锯片基体直径的特大型化,从而导致锯片基体齿部的线速度高,最大线速度达到72m/s,对锯片基体的冲击力大大提高,这就要求产品所选用的材料要有较好的韧性;同时产品的径厚比大,为保证产品的正常切割,材料又要有较好的刚性。为保证产品用材的刚性与韧性的合理统一,采用了黑旋风锯业公司自主研发的50Mn2V锯片基体专用钢钢种。该钢种与其他锯片用钢相比,在相同的条件下具有较高的塑性和韧性,同时其它性能如材料的疲劳强度、延展性等亦优于其它钢种。
在材料的化学成分选择上,选择中碳含量,同时在钢中加入钒原素,细化了材料的晶粒度,提高了项目产品的抗冲击力与抗拉强度。同时该材料在热处理过程中由于Mn含量较高,并由于有意识地增加Cr的含量,因而材料的淬透性好,变形小、不易开裂、易于整平,同时热稳定性高。

表1 50 Mn2V钢材料化学成分(质量百分数,%)Table 1 Chemical components of 50 Mn2V steel (Mass fraction,%)
超薄大型金刚石锯片基体主要用于矿山开采和切割超大板材,需较高红韧性以保证产品在切割受热时保持项目产品几何尺寸、平面度、硬度等重要参数的稳定,同时,在较高塑性的条件下也要有好的刚性与抗疲劳性、以保证基体不易产生裂纹、从而保证产品的使用寿命,因此50Mn2V作为超薄大型金刚石锯片基体用钢与传统的锯片用材65Mn、75Cr1等具有非常独特的性能优势。
所用的特种钢材料经过热处理后的机械性能如下:抗拉强度Rm(MPa)1430~1460;屈服强度Rp0.2 (MPa)1090~1150;伸长率A(%)13.5~12.5;硬度HRC 43.0;冲击功AKU2(J)19/26/18。以上数据所用特种钢试验用试样长度取向均沿钢板轧制方向。
2.2 热处理关键技术控制
由于该类产品外径大,厚度薄,采用常规的热处理办法会因其表面积大,厚度薄不可避免地会产生由于各部分冷却速度不同而造成温度差异,引起钢的体积收缩不均匀,从而导致热应力的产生而变形、开裂等,如何减少变形、防止开裂是此类产品热处理的关键技术。
在解决此类问题时,黑旋风锯业公司项目组设计了专用的淬火压床,自动控制下压力与喷油流量,参照50Mn2V钢CCT曲线(图1),合理设计淬火冷却曲线,保证产品在淬火时在由奥氏体转变成马氏体的相变过程中是在压床内的压制下完成的组织转变,从而抑制了相变过程中产生的应力而带来的形变。同时为保证产品硬度的均匀性,减少产品同片硬度差,设计了自动控温装置、自动喷油装置,保证了淬火后硬度差值控制在3HRC以内。设计了专用的回火加压装置,保证了回火后产品变形量≤1.5mm。

表2 50Mn2V钢材料相变临界点(℃)Table 2 critical point of phase transformation of 50Mn2V steel(℃)
2.3 磨削加工关键技术控制
该类型产品直径大,对厚度公差要求严格。普通磨床难以控制其磨削后的厚度公差,为此解决磨削问题需要自主研发专用的设备和工装。再者,大直径圆盘类工件在磨削后,极易产生磨削形变。因此通过对专用磨床进行自主研发,满足了产品加工厚度差的要求,能保证厚度差≤0.25mm;为减少磨削变形,采用“磨校结合”、“磨回结合”的磨削工艺,保证了产品磨削后基本不变形,甚至通过磨削可以减少变形。超薄大型金刚石锯片基体精磨加工技术指标如表3所示。

表3 超薄大型金刚石锯片基体精磨加工技术指标Table 3 accurate grinding process technology indicators of the matrix of ultra-thin large-scale diamond saw blade
2.4 应力处理关键技术控制
圆盘类工件刚性与直径、厚度存在直接联系。该类产品在直径变大、厚度减薄的情况下,刚性下降明显。产品刚性不足,将直接导致产品不能满足正常的切割。通过应力的调整及分布来弥补产品直径变大、厚度减薄而刚性丧失的缺陷,是弥补刚性的关键技术。
产品在旋转时,在基体半径上,从孔一点A到外缘B,其作用力有二点:①切线方向应力—@T,②半径方向应力—@R。
径向与切线方向应力解析见图1:
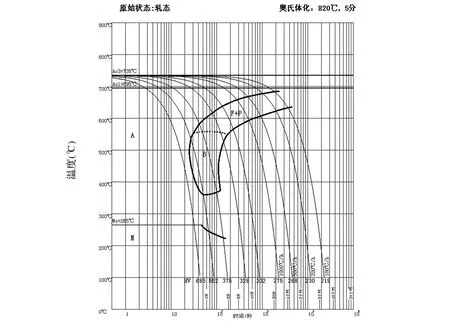
图1 50 Mn2V钢的奥氏体连续冷却转变曲线(CCT曲线)Fig.1 Austenitic continuous cooling transformation curve of 50 Mn2V steel(CCT curve)

图2 径向与切线方向应力解析图Fig.2 analysis diagrams of stress of radial and tangential direction
从图2可以看出,由离心力所产生的切线和径向上的张应力有助于提高基体的刚性(锯片已达到临界速度除外),锯片离心力不足会导致锯片产生变形和断裂等。
基体的旋转速度效应见图3。
项目产品在切割时,基体的外围处由于切削热的影响会受热,将对基体内部产生压应力,压应力过大,将导致锯片无法沿直线方向切割。所以根据锯片切割环境及条件的不同,需要对锯片应力做出不同的应力预处理。
锯片外部受热效应见图4。
项目产品在切割时,受力情况如图5:

图3 基体的旋转速度效应Fig.3 Rotating speed effect of the saw blade matrix
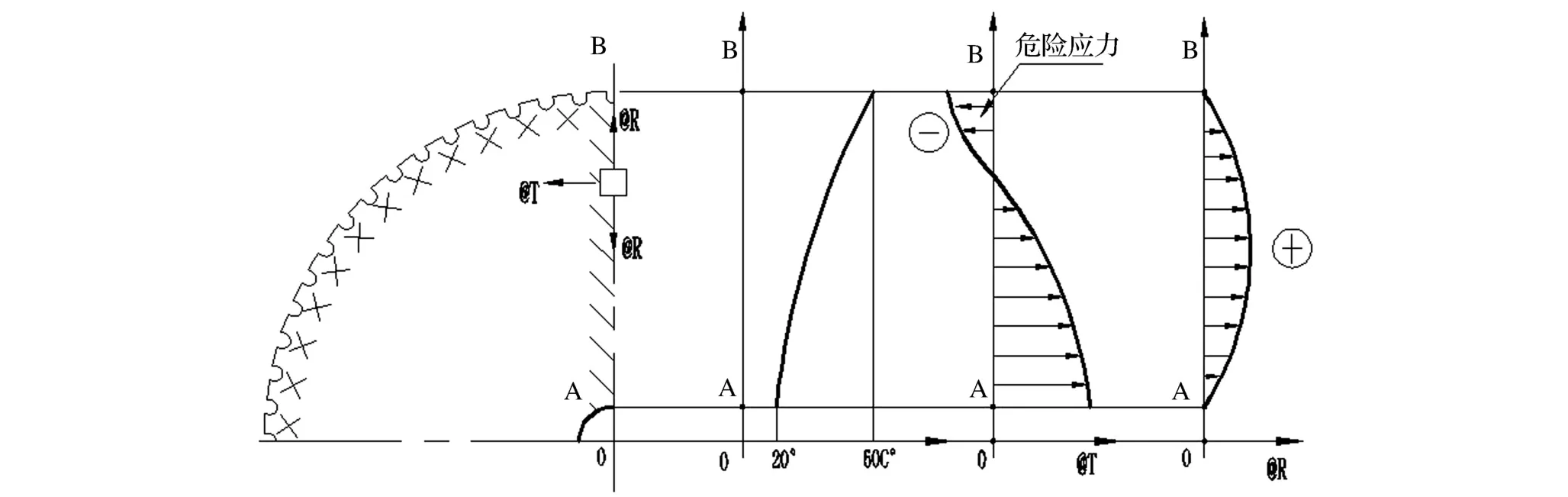
图4 锯片外部受热效应Fig.4 effect of external heating of saw blade

图5 锯片切割受力示意图Fig.5 Schematic of blade cutting force
因此,为保证项目产品能正常的切割,除旋转产生的离心力外,还需在产品中预置一个张应力,以此来抵消切割过程中产品受热后产生的径向压应力,以保证产品切割后不变形。在项目产品的特定位置上,利用碾压机(或者是锤击)碾压锯片两侧的固定直径部位以内,这样就能利用膨胀或不对称所造成的应力来对锯片做应力预处理。
环状张力所产生的应力见图6、图7、图8。

图6 预置张力示意图Fig.6 Schematic of preload tension

图7 预置张力应力分布图Fig.7 stress distribution diagram of preload tension

图8 预置张力应力分布图Fig.8 stress distribution diagram of preload tension
如图8所示,锯片基体碾压或锤击后内部具有压缩应力,外环具有切线方向上的张应力,通过这样的处理对锯片的稳定性有很大的帮助,可以抵消外围热影响及切削力所造成的负面影响。通常锯片的稳定性会随转速的提高而增强,但是随着锯片旋转速度超过临界速度时,锯片将会出现不稳定,偏摆大的状况,从而导致不能正常切割。适当的应力调整,不仅能提高锯片外环的刚性,使其固有频率升高,且发生振动的临界速度也随之提高,超过一般使用时的切削速度。
锯片基体通过预置张力的处理后,能够减低或抵消锯片外部因热效应而产生的负面影响,提高产品的固有频率及临界速度,从而消除振动现象,提高基体刚性,使成品的使用寿命、切割品质和切割效率得到根本提高。
2.5 校平关键技术控制
对于项目产品如此大直径、厚度如此薄的圆盘类工件,除在热处理、磨削等工序要严格控制产品的平面度外,后期还需通过人工校平来达到预设的平面度标准。传统的金刚石锯片基体仅通过人工锤击“鼓包”处就可以消除变形,达到目的。但是项目产品直径大,厚度薄,传统处理方式不能达到目标,或许还会起反作用。因此公司研究开发了“抬片”法的校平方法,该校平方式不仅很好地解决了产品的平面度问题,同时在校平过程中释放了有害的残余应力,从而提高了产品的平面度,增加了产品的刚性。经过使用该校平方法达到的理想校平状态如图9所示,该校平方法已获得国家发明专利授权。
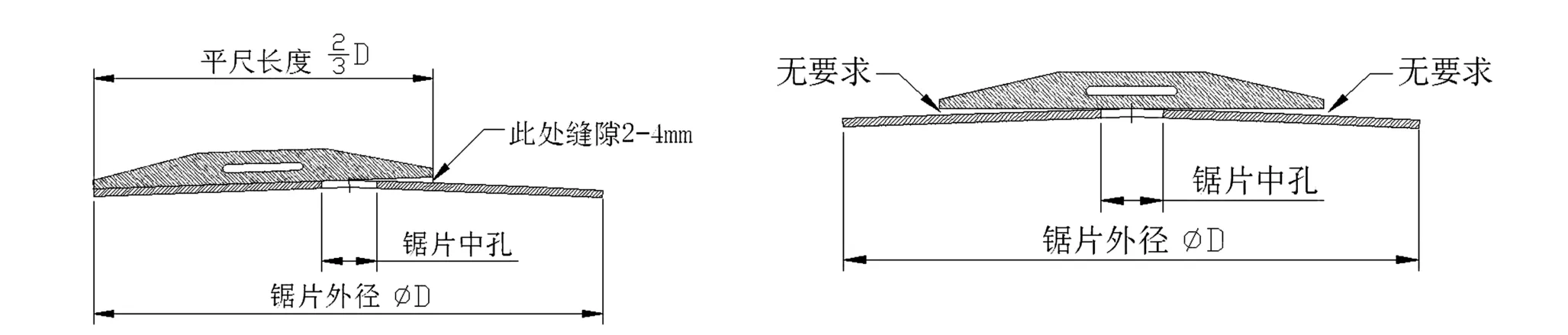
图9 “抬片”校平理想状态Fig.9 the ideal state of"lift"leveling
3 结论
为保证超薄大型金刚石锯片基体热处理硬度的均匀性和平面度,同时满足该类产品使用中所要求的产品刚性、强度、平面度及端跳、径跳等,通过选用黑旋风锯业自主研发的50Mn2V锯片基体专用钢钢种作为基体用材,保证了基体在有较高塑性的条件下也有好的刚性与抗疲劳性,产品不易产生裂纹、从而保证产品的使用寿命;通过特殊的热处理工艺,减少产品的变形、开裂,严格控制产品平面度、端跳,同片硬度差,保证高效、稳定的切割性能;通过对磨床等专用加工设备的研制改造,达到基体的加工要求,保证磨削后产品的厚度差、平面度符合标准;通过对预置张力的处理,减低或抵消锯片外部因热效应而产生的负面影响,从而提高基体刚性,使产品的使用寿命、切割品质和切割效率得到提高。黑旋风锯业公司通过多年的研究和自主创新,攻克了加工超薄大型用金刚石锯片基体的诸多难题,使超大锯片减薄成为可能,满足了行业的一大需求。
[1] 陈红成,潘天浩,李仁德,谭国庆.大型金刚石圆锯片基体在石材开采中的应用[J].石材,2009(12):15-16.
[2] 王黔丰,杨春明,张云才,陈祖高,洪余才,蒋光明.超薄金刚石锯片基体及其制造方法[P].中国,发明专利,ZL02116752.4.
[3] 耿德旭,王向东,胡波,等.适张度的辊压加工及对圆锯片的动态性能影响[J].东北电力学院学报,2003,23(2):53-56.
[4] 李仁德,赵磊,胡欢.碾压适张工艺对圆锯片刚度的影响分析[J].石材,2014(2):22-24.
超硬涂层技术
许多沉积金刚石薄膜的温度要求为600℃~900℃,因此该技术常用于硬质合金刀具表面沉积金刚石薄膜。金刚石硬质合金刀具的商品化,是近几年涂层技术的重大成就。
cBN在硬度和导热率方面仅次于金刚石,热稳定性极好,在大气中加热至1000℃也不发生氧化。cBN对于铁族金属具有极为稳定的化学性能,与金刚石不宜加工钢材不同,它可以广泛用于钢铁制品的精加工、研磨等。cBN涂层除具有优良的耐磨损性能外,还可以在相当高的切削速度下加工耐热钢、钛合金、淬火钢,能切削高硬度的冷硬轧辊、掺碳淬火材料和对刀具磨损非常严重的Si—Al合金等。低压气相合成cBN薄膜的方法主要有CVD和PVD法。CVD包括化学输运PCVD,热丝辅助加热PCVD、ECR—CVD等;PVD则有反应离子束镀、活性反应蒸镀、激光蒸镀离子束辅助沉积法等。cBN的合成技术,在基础研究和应用技术方面都还有不少工作要做,包括反应机制和成膜过程、等离子体诊断和质谱分析、最佳工艺条件的确定、高效率设备的开发等。
氮化碳有可能具有达到或超过金刚石的硬度。合成氮化碳的成功,是分子工程学十分杰出的范例。作为超硬材料的氮化碳,预期还有其它许多宝贵的物理化学性质,研究氯化碳成为世界材料科学领域的热门课题。
(中国刀具商务网)
Research and Development of the Matrix of Ultra-thin Large-scale Diamond Saw Blade
ZHANG Yun-cai,LI Ren-de,HU Huan
(HXF SAW CO.,LTD.,Yichang,China 443000)
The key important procedures or techniques in the research and development process of the matrix of ultra-thin large-scale diamond saw blade such as proper selection of materials,thermal treatment,grinding and stress treatment have been analyzed in detail in this article.The processing control requirements of the key important procedures or techniques have also been discussed.Therefore,this article provides a reference for the process and manufacture of this type of product.
matrix of ultra-thin large-scale diamond saw blade;material for the matrix of diamond saw blade;thermal treatment;grinding;stress treatment
TQ164
A
1673-1433(2015)05-0001-06
2015-08-10
张云才(1964-),男,教授级高工。
张云才,李仁德,胡欢.超薄大型金刚石锯片基体的研究开发[J].超硬材料工程,2015,27(5):1-6.
