利用手工编辑加工函数曲线的宏程序
2015-05-15夏文龙
夏文龙
(广东省工业高级技工学校,广东 韶关512000)
0 前言
目前数控系统没有完善的函数曲线的插补功能,因此实际操作中加工函数曲线的编程多采用手工编辑宏程序来完成,但自动编程加工函数曲线会直接影响到宏知识的传教。作为培养高技能人才的学校,特别是数控教学中根据不同情况,掌握函数曲线的宏编程是非常必要的。现今,数控系统的种类非常多,宏编程的格式有所不一样,但原理一样。宏程序的最大特点是,可以对变量进行运算,使程序应用更加灵活、方便。虽然子程序对编制相同加工操作的程序非常有用,但宏程序由于允许使用变量算术和逻辑运算及条件转移,使得编制相同加工操作的程序更方便、更容易。
宏程序有A、B两类,本人以操作过的数控车床配置的数控系统为例,发现GSK980TD数控系统的数控车床使用的是A类宏程序,相比之下,宏编程的格式繁琐。下面我就以GSK980TD数控系统的数控车床为例,介绍手工编辑加工函数曲线的宏程序。
1 手工编辑宏程序的相关知识
当前的数控系统都为用户配备了较强大的类似于高级语言的宏功能,用户可以使用变量进行算术运算、逻辑运算和函数混合运算。通过它所提供的循环语句、分支语句可大大减少手工编程时繁琐的数值计算,是提高机床性能的一种特殊功能,在函数曲线工件的加工中巧用宏程序将起到事半功倍的效果。
用户宏程序有A、B两类,A类宏程序是以G65 Hm P#i Q#j R#k的格式输入的,而B类宏程序则是以直接的公式和语言输入的,类似于C语言。GSK980TD数控车床中使用的是A类宏程序,它的一般格式为:
G65 Hm P#i Q#j R#k
m:01~99表示运算命令或转移命令功能;
#i:存入运算结果的变量名;
#j:进行运算的变量名1,也可以是常数。常数直接表示,不带#,单位为微米,编程时需乘以1000,转变为毫米;
#k:进行运算的变量名2,也可以是常数。常数直接表示,不带#,单位为微米,编程时需乘以1000,转变为毫米;
指令意义:#i=#jA#k(注:A为运算符号,由Hm决定)。
具体定义看宏指令表(表1)。

表1
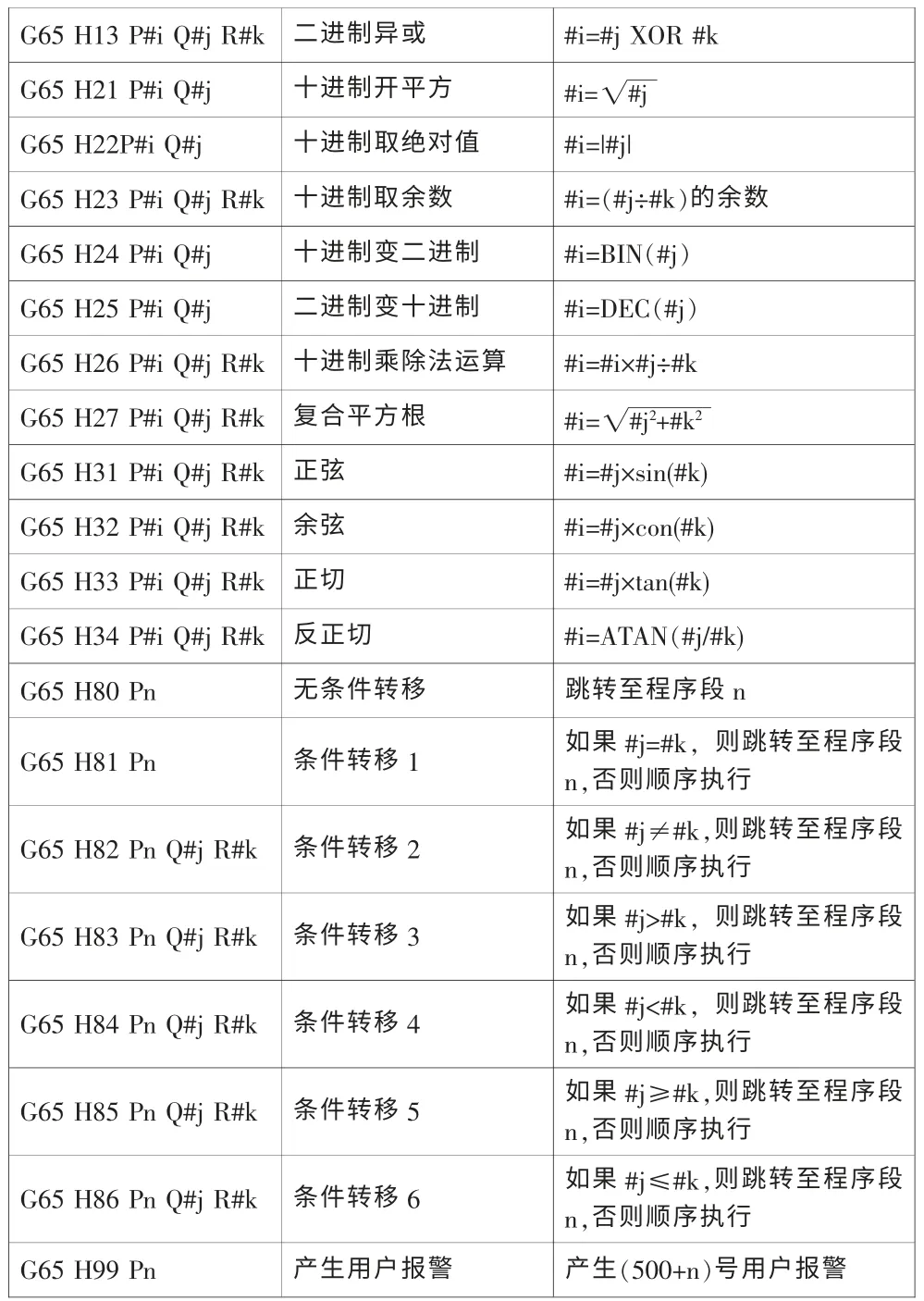
注意:1.用度指定的单位,单位是千分之一度;2.在运算中,当必要的Q、R没指定时。其值作为零参加运算;3.在运算中,小数部分全部舍去,单位为0.001mm.
2 宏编程路径
采用一次性切削的方法来加工函数曲线来编程,在实际加工时,把刀补偏移出来。
其流程图如图1。
3 加工函数曲线的宏程序实例
实例、加工如图2所示的零件,工艺条件:工件材质为45#钢,毛坯为直径Φ50mm,长50mm的棒料。
3.1 正弦曲线图形(图3)
3.2 正弦曲线一般式:y=Asin(ωx+φ)+k,ω=
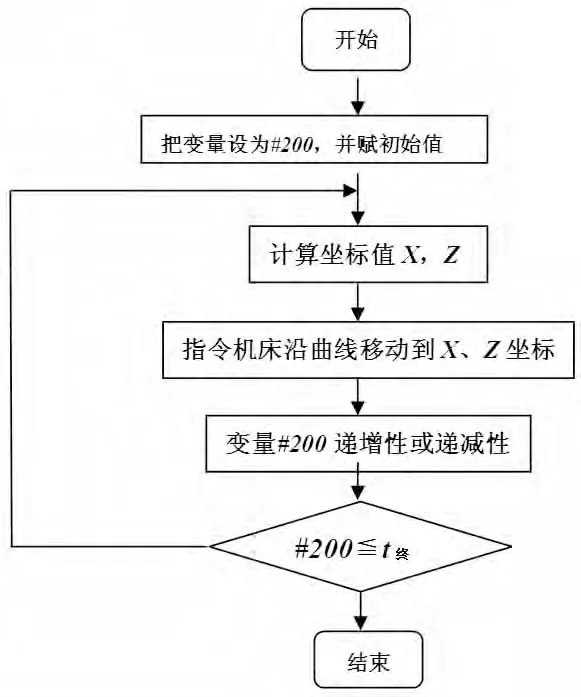
图1

图2

图3
其中:
(1)在直角坐标系上的图象,正弦曲线是一条波浪线;
(2)sin为正弦符号;
(3)x是直角坐标系x轴上的数值;
(4)y是在同一直角坐标系上函数对应的y值;
(5)k、ω和φ是常数(k、ω、φ∈R),ω≠0;
(6)x∈R时定与x轴相交但不一定过(0,0);
(7)A——振幅,当物体作轨迹符合正弦曲线的直线往复运动时,其值为行程的1/2;
(8)(ωx+φ)——相位,反应变量y所处的状态;
(10)k——偏距,反应在坐标系上的图像为图像的整体上移或下移;
(11)π——代入计算时为180度;
(12)T——周期,半周期是180度,整个周期是360度。
3.3 转换为车床方程:X=Asin(ωZ+φ)+k,ω=
在车床 上加工正弦线时,以Z为变量时,变量的范围确定:Z的变量也就是Z方向的加工起点和加工终点的两个值(正弦线加工起点为Z的变量初始值,一般为0,加工起点到加工终点的距离为Z的变量终止值)。
3.4 加工函数曲线宏程序计算
(1)求出正弦线的方程:车床的方程为X=Asin(ωZ+φ)+k,ω=,正弦线的加工起点直径-正弦线的加工终点直径由图形可以得知,φ的变化是270度到450度,由公式sin(π+α)=-sinα可以得270=180+90、450=360+90,也就是说明sin270与sin90成正负关系,在计算X值时只能正值,那就是用sin90代理sin270,然后在Z的值添加负号,sin450与sin90相等关系;K为42,即偏心距;T的值是正弦线从270至450,只变化180度,此时为半个周期是14,整个周期是28;加工起点是在正弦线的轴线最高点,正弦线的编程方程为:,X为直径值。
(2)变量的确定:以Z为变量,变量范围[0,14],计算方法是加工起点为0,加工终点是正弦线的起点到终点的距离。3.5 加工函数曲线宏程序(表2)

表2
4 结束语
用手工编辑宏程序可以在数控车床上进行函数曲线的插补,弥补了数控系统中没有函数曲线插补功能这一不足。编辑程序时,可参照其数学公式、微分方程等有关知识,使编程计算大大简化,程序的可读性强,提高了编程效率,从而充分发挥数控机床的内在潜力,提高加工效率和质量,同时使宏知识在学校得到广泛是学习和应用。作者通过多次实践证明,加工函数曲线用手工编辑宏程序能高效、准确地加工出正弦线的轮廓。(说明:至于余弦线曲线的宏编程在此不一一编辑)
[1]广州数控设备有限公司.GSK980TD车床CNC使用手册[M].
[2]冯志刚.数控宏程序编程方法、技巧与实例[M].机械工业出版社,2007.
