塑料挤出机生产工艺参数调度优化专家系统
2015-05-10李扬,王玉
李 扬,王 玉
(广东工业大学 信息工程学院,广东 广州 510006)
塑料挤出机生产工艺参数调度优化专家系统
李 扬,王 玉
(广东工业大学 信息工程学院,广东 广州 510006)
针对我国现阶段塑料挤出生产工艺的现状,提出基于专家系统的工艺参数优化方法来改造现有的控制系统.对专家系统的组成、人机接口、知识库的建立、推理机的设计和自学习机的设计等内容进行了介绍.利用专家系统程序设计语言Visual Prolog实现了塑料挤出机生产工艺参数配置专家系统,并输出了所需的工艺参数值,从而代替了操作工程师对塑料挤出生产工艺参数的手动设置,节约了人力成本,提高了自动化水平和生产效率.
塑料挤出机; 工艺参数; 专家系统; 知识; 规则
塑料薄膜、片材成型加工设备又称为塑料挤出机,是塑料加工机械的一种.我国塑料机械虽然发展很快、生产品种也较多,基本上能满足国内塑料原料加工与塑料制品加工、成型所需一般技术装备,个别产品也进人世界前列;但与世界知名品牌相比,如德国德马克、克虏伯、巴登菲尔,日本住友重工,中国的塑料机械还有一定差距,主要表现在品种少、能耗高、技术水平不高等方面[1].
目前国内外的塑料挤出生产设备控制方式有:(1) 手工控制,即机组各个部分设备均需手动设定参数,如主电机转速、计量泵转速、滚筒转速、机筒温度及熔体压力等参数需要在电气控制柜上进行设置,设定过程繁杂;(2) PLC+触摸屏的控制方式,即用触摸屏和PLC来完成电气自动控制,在一定程度上简化了控制设备,工艺参数的设定和监控一目了然,但仍需要有生产经验的工人来操控这些设备并设定参数.针对我国现阶段塑料挤出机械加工生产效率和自动化程度较低的现状,为了提高生产智能化和自动化水平,提出了利用专家系统对生产工艺参数进行自动配置优化的新方法.该专家系统将通过优化设备启动流程和工艺的基础上,结合客户的不同需求,建立起客户生产目标→生产流程的数据库,即客户提出自己的生产目标,比如制品成分、宽幅、厚度等参数,控制系统将自动根据内部数据库优化出合理的生产工艺,包括流程、控制参数、流程时间以及安全设定值等,从而实现塑料挤出生产工艺的智能化、数控化连续生产功能,减小设备体积,提升塑料挤出机组的自动化生产水平和工艺水平,取代技术工人的手动设置各项参数,以达到提高生产效率和节约人力成本的目的.
1 塑料挤出机生产工艺参数调度优化专家系统的设计
专家系统是一种智能计算机软件系统.它拥有一定数量的人类专家知识,能使用这些知识来做出判断推理,在解决困难、复杂的实际问题时能达到专家级水平[2-4].专家系统的显著特点是具有推理能力,并且可以有效地保存和移植专家知识,使得各领域专家和专家知识不受时间和空间的约束,为更多专业的管理人员提供各种咨询、分析和决策,从而更广泛地在各领域活动中发挥其作用[5].
塑料挤出机生产线工艺参数的优化配置,一般需要根据一定的工艺流程来配置,如图1所示[6].所述的专家系统为设计规划型,即根据给定的用户要求,经过匹配和推理产生所需的具体工艺流程及参数.专家系统的结构由人机接口、塑料挤出生产知识库系统、工艺参数配置推理机、自学习机制、解释机制五部分组成[5],如图2所示.

图1 塑料挤出成型工艺流程
Fig.1 Plastic extrusion process
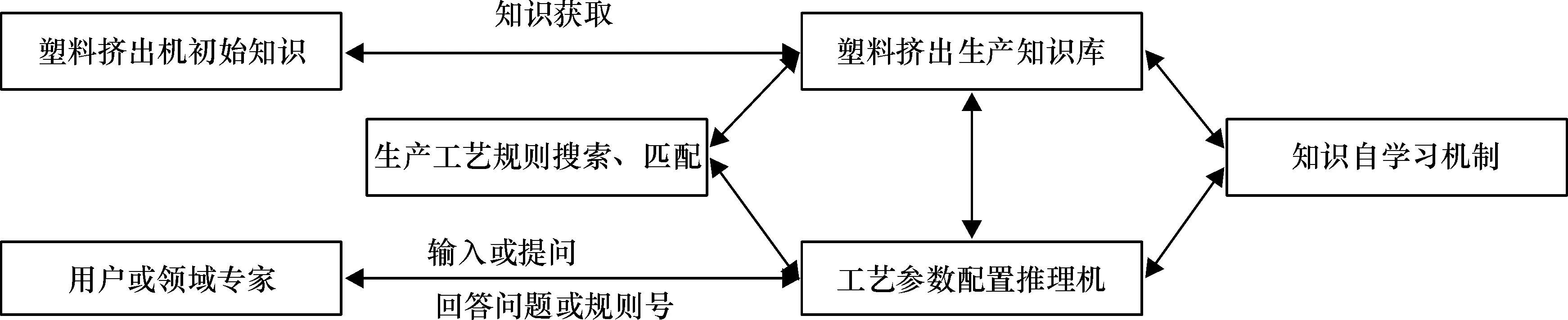
图2 塑料挤出机专家系统的结构图
1.1 人机接口设计
专家系统的人机接口需要有一个人机交互式图形操作界面,以便用户对专家系统软件进行操作.图形界面包括:(1) 生产目标设置窗口:用户对其目标产品的属性进行设置,如宽度、厚度、产量等;(2) 用户提问窗口:用户对专家系统运行过程中的疑问进行提问,解释机制会给出解释;(3) 各工艺参数显示窗口:显示塑料挤出机各工艺参数值,同时可对问题参数进行手动设置调节;(4) 高级用户窗口:高级用户或者知识工程师可以对专家系统的知识数据库中的事实和推理规则进行增删改查等操作,不断完善专家系统知识库.
1.2 生产工艺参数知识库的建立
1.2.1 产生式知识表示的方法
产生式知识表示方法是人工智能系统中最普遍的一种结构 ,其基本形式是 IF A THEN B ,其中A表示一组前提或状态,B表示一组结论或动作.其含义为:如果前提组A被满足则会得到B结论或应该采取B措施[5].该结构接近塑料挤出机工艺参数设置领域专家知识的结构,也比较容易在数据库中表示和修改.
1.2.2 产生式规则知识的表示及改进
针对塑料挤出机的知识特点,对产生式表示法进行改进.根据工艺参数的依赖关系,将知识库细分为直接经验知识库和间接经验知识库,知识的表示形式为:Rule(规则序号,[条件列表],结论,规则类型,可信度因子)[7].
直接经验知识库用于精确确定工艺参数,前提条件和结论存在直接对应关系,根据前提条件即可推理出所需工艺参数的值,如由机型推出固有参数,由片材尺寸推出模口尺寸等.
间接知识库用于一些无法直接确定的工艺参数推理,前提条件和结论存在间接对应关系,需要根据塑料挤出机领域专家在长期生产过程中归纳总结出来的经验知识[2,8]来推理 ,即间接推理,如根据所选物料的物理化学特性推理出电机转速和温度控制参数等.
1.2.3 知识在数据库中的表示
产生式规则表示的是前提与前提之间、结论与结论之间的逻辑关系,以及前提与结论之间的对应关系.而关系数据库中数据是存储在计算机中的二维表,要用简单的二维表以及表与表之间的关联关系表示产生式知识,就必须对产生式规则进行分类并对二维表中的列之间的逻辑关系进行定义[7].
对规则分类,在塑料挤出机专家系统模型中,按整机的结构分为主机和辅机两个部分[9].针对不同模块的知识分别在构建知识表格时设立一个“类型”列为区分两大模块的工艺参数,分别用A、B表示,不同属性工艺参数知识的区分可用两位及以上的编码表示,提高了推理机检索并匹配知识的效率.
1.3 推理机设计及解释机制实现
本系统采用正向推理机制,即从问题已有的信息(事实)出发,正向使用规则,当规则的前提被已有事实匹配时,该规则即为可用规则,然后通过冲突消解,在可用规则中选择一条启用规则,启用规则结论的使用又引起新的规则的匹配,如此下去,直到取得解为止.如图3所示.
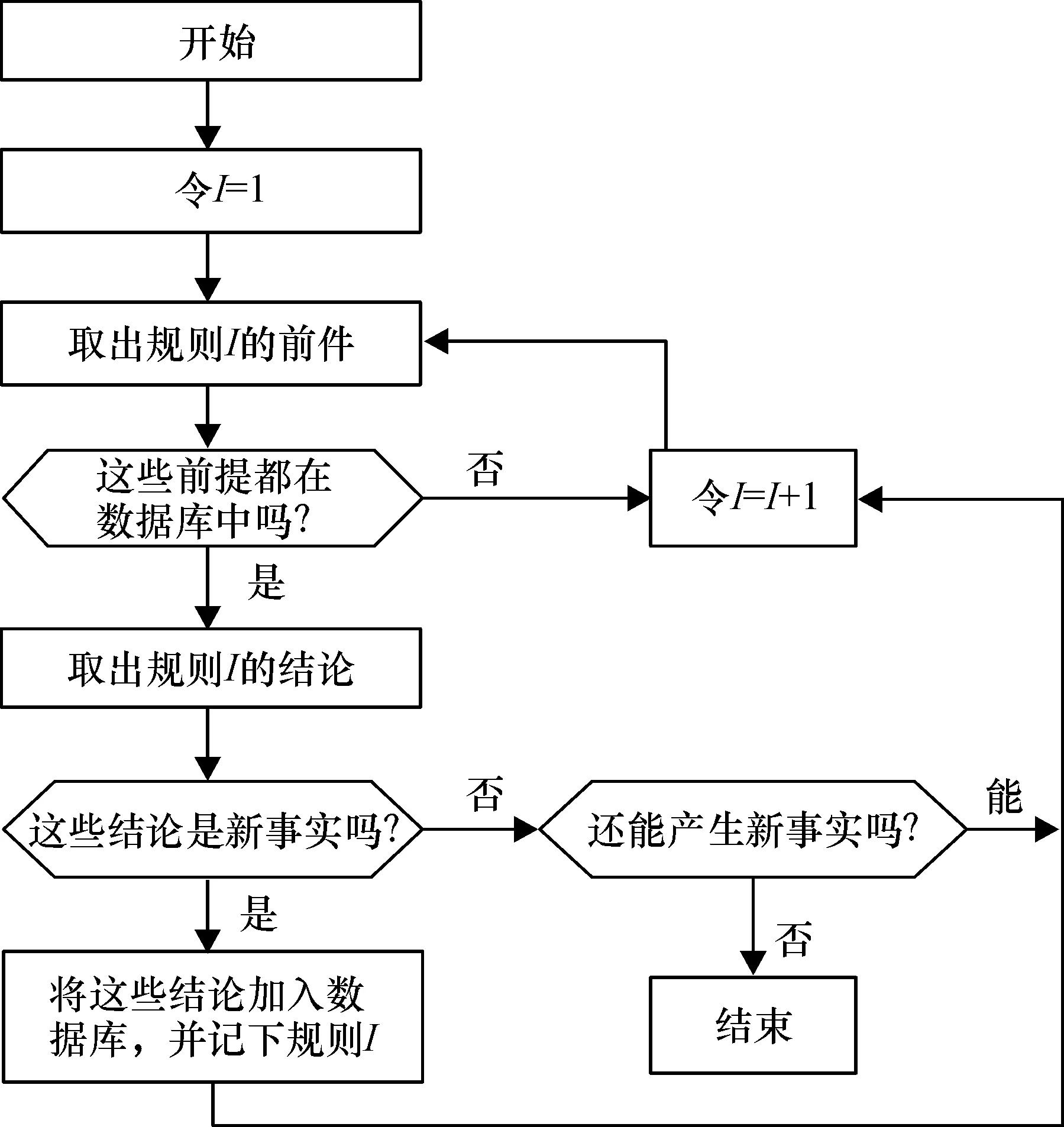
图3 正向推理过程
在推理过程中,推理机不断地用当前已知的事实与知识库中的知识(塑料片材目标特征生产工艺关系)进行匹配,可能会出现已知事实与知识库中的多条知识匹配成功,或者多个已知事实与多条知识匹配成功的冲突现象.此时需要按一定的策略解决冲突,以便从中挑选一个知识用于当前推理,这里所用的冲突消解策略为根据规则的可信度选择可信度最高的规则为匹配规则[10].
专家系统的解释功能是指专家系统在与用户交互的过程中能对自身行为作出用户需要的说明,它是专家系统区别于传统程序的一个重要方面.使用预制文本法实现解释机制的流程图如图4所示[5].
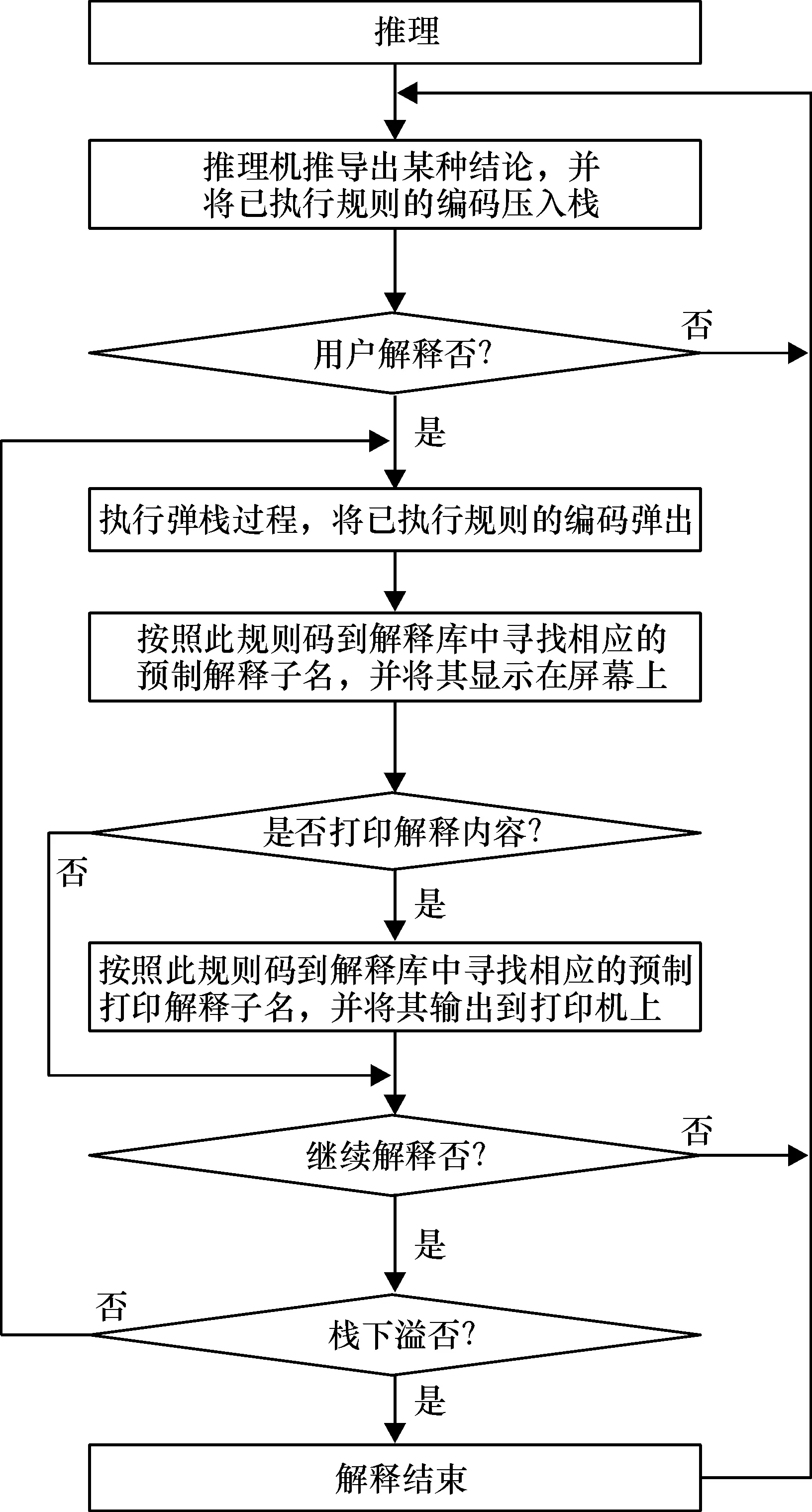
图4 基于预制文本法的解释机制
1.4 自学习机的设计
当专家系统建立好并投入使用后,往往需要专家系统能根据实际需要实现自身的学习,能根据知识库中已有的知识和用户对系统提问的动态应答进行推理以获取新知识,不断更新和修改已有的知识,总结新经验,从而不断扩充知识库.自学习控制器实现的自学习机制的流程图如图5所示.
2 Prolog的塑料挤出机工艺参数配置
在Prolog中,一个Prolog程序并不是一个动作序列,而是把事实和规则聚合在一起,由规则从那些已知事实描绘出结论[11].Prolog包括一个推理机(Inference Engine)对信息进行逻辑推理.它包括一个模式匹配器,通过匹配答案与问题来检索存储的(已知)信息.Prolog通过搜索已知为真的信息的集合来推断出一个问题的答案.
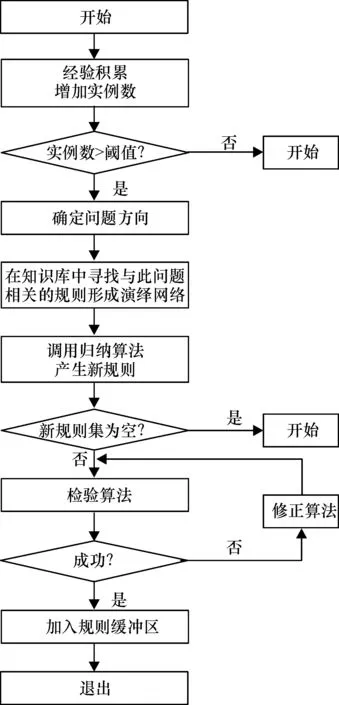
图5 自学习机制工作流程图
2.1 Prolog语言的知识表达
2.1.1 初始事实的表达
这里专家系统的初始事实指的是塑料挤出机的固有属性,即机型及其对应的各种属性[12],如:
suitable_materials("PP,PS,PE",LJPG105-1000).
其中LJPG105-1000指的是机型,"PP,PS,PE"指的是适用物料(suitable_materials)[11].塑料挤出机的这些固有属性需要从其产品说明书上获得.
2.1.2 基于规则的知识表达
规则使我们能够从已知事实推断出其他事实.已知事实指的是用户提出的生产目标,如物料选择、等;其他事实指的是需要给塑料挤出机配置的工艺参数,如电机转速等[9].如下规则代码:
host_speed("2000r/m",Material):- Material="PP".
其中,Material="PP"指的是用户提出的生产目标,选用物料PP;2 000 r/m指的是由所选物料推理出的工艺参数主机转速(host_speed).这里的推理规则需要生产工程师根据他们的专业知识和日常生产的经验来获得[8,10].
2.2 Visual Prolog对塑料挤出工艺参数配置实例
本实例根据其中一种机型的塑料挤出机生产过程中的工艺参数配置,把初始事实和推理规则写入Prolog代码中[13],执行程序并输出推理结论.本程序的推理流程如图6所示[14].
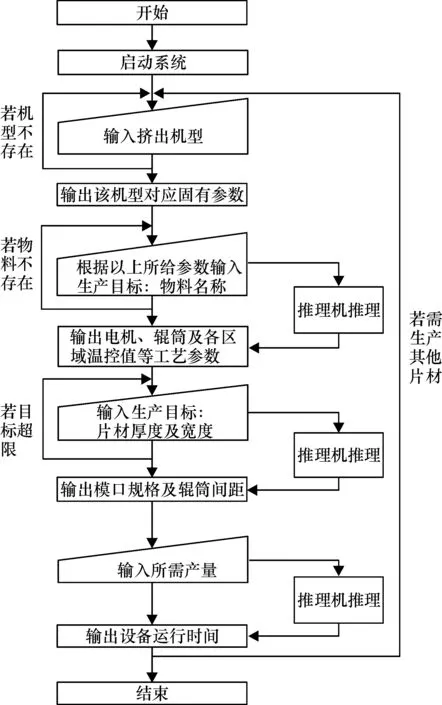
图6 PROLOG对工艺参数推理流程
由于这里的工艺参数量较多和程序本身对对单次推理变量个数的限制,这里见图6分别输入生产目标来进行推理.首先,输入所用机型和想得知的工艺参数,部分Prolog代码及运行结果见图7.
图7是由机型(LJPG105-1000)推理出的固有工艺参数:适用物料(PP、PS、PE)、螺杆规格(φ105×34mm)、辊筒规格(φ316×1 000mm)、分层数(≤3)、片材厚度范围(0.3~2.0mm)、片材宽度范围(≤700mm)、最大挤出量(300~400kg/h;360~480kg/h)以及装机容量(210kW)[6,9].

图7 由机型推理固有参数部分Prolog代码及运行结果
同时可以把该推理结果作为用户生产目标设定和工艺参数配置的参考范围,以便后续推理工作的顺利进行.然后,再输入所选物料和由此能推理出的工艺参数名称,部分Prolog代码及运行结果见图8.

图8 由物料推理其他工艺参数部分Prolog代码及运行结果
图8是由所选物料推理出的主机转速(2 000 r/min)、压辊转速(470 r/min)、定辊转速(460 r/min)、定型辊转速(470 r/min)、牵引辊转速(425 r/min)、上料间隙(30 s)、网前压力(50 MPa)、网后压力(30 MPa)、收卷线速度(6 m/min)以及单位时间产量(360 m/h)[6,9].
以此类推:部分Prolog代码及运行结果见图9.

图9 由物料推理其他工艺参数部分Prolog代码及运行结果
图9是机筒①区到⑥区、换网加热区、过渡体加热区以及分配器加热区的温度控制值(225 ℃、235 ℃、235 ℃、240 ℃、245 ℃、250 ℃、240 ℃、240 ℃、240 ℃)[2,13].
已知事实和推理目标,部分Prolog代码及运行结果见图10.

图10 由片材厚度、宽度及产量推理其他工艺参数部分Prolog代码及运行结果
图10是模头①区到⑤区的温度控制值(235 ℃、235 ℃、230 ℃、235 ℃、235 ℃)、由目标片材厚度和宽度推理出的模口尺寸规格(模唇间距1 mm与模唇宽度700 mm)、辊筒间距(1 mm)以及切片间距(600 mm)、由目标产量(1 440 m)推理出的设备运行时间(4 h)[2,8,13].
到此,该机型设备所需的所有工艺参数已推理完毕.经测试,该专家系统推理优化出的工艺参数符合片材塑料挤出生产的日常工艺要求,而且程序易于理解、运行速度较快.
在实际生产过程中,用户在向系统输入所需生产目标之后,专家系统就会根据这些目标推理出一整套工艺参数值,并发出控制命令到对应设备中运行[15].
由于该实例已限定机型和用户指定的生产目标,且有专业工程师的生产经验,所以初始知识库规则和生产过程参数设定都可以进行精确推理,一般不会出现规则匹配冲突.但随着新知识和规则的不断加入,可能会出现冲突[16],则可按前文所说的冲突消解法解决.
3 结论
塑料挤出机专家系统一般以人的思维模式处理和解决塑料挤出生产专业领域的问题,是一种工业生产智能控制软件程序.随着塑料挤出生产知识库的不断扩充,已可以达到甚至超过人类专家水平,对于提高塑料挤出生产效率和节约人工成本都有很大的促进作用.本文用Visual Prolog语言编写的专家系统程序实现了对塑料挤出生产工艺流程及工艺参数的推理,对机型的选定即是选定了具体的工艺流程,这样可以简化推理规则,提高推理效率,为之后工艺参数的推理提供有利条件;推理出的参数值直观易懂、针对性强,可以代替专业生产工程师,由一般工人操作即可实现对工艺参数的配置,满足日常生产的要求.
[1] 中国机械工业年鉴编辑委员会.2012-中国塑料机械工业年鉴[M].北京:机械工业出版社,2013.
[2] Li L S, Xu Y,Li X J, et al.Research on software architecture for expert system in practice[C]∥Pervasive Computing and Applications. Alexandria:ICPCA 2008,2008:17-21.
[3] Stuart J R,Peter N. Artificial Intelligence:A Modern Approach[M].Beijing:Tsinghua University Press,2011.
[4] Michael N.Artificial Intelligence:a guide to intelligent systems[M].Beijing: Machinery Industry Press,2012.
[5] 蔡自兴,约翰.德尔金,龚涛.高级专家系统:原理、设计及应用[M].北京:科学出版社,2005.
[6] 张玉龙,张永侠.塑料挤出成型工艺与实例[M].北京:化学工业出版社,2011.
[7] 刘宏伟,姚寿广.数据库技术在专家系统知识表示中的应用[J].江苏科技大学学报:自然科学版,2007,21(3):50-53.
Liu H W,Yao S G.Application of database technique in expert system knowledge representation[J]. Journal of Jiangsu University of Science and Technoiogy:Natural Science Edition,2007,21(3):50-53.
[8] Mavin A, Wilkinson P, Harwood A,et al.EARS.Easy approach to requirements syntax[C]∥Requirements Engineering Conference,Atlanta,GA:RE '09.17th IEEE International,2009,09(17):317-322.
[9] 周殿明.塑料挤出成型工艺员手册[M].北京:机械工业出版社,2008.
[10] Jac Ky Ang,Sook Bing Leong,Chin Fei Lee,et al.Requirement engineering techniques in developing expert systems[C]∥ Computers & Informatics (ISCI), 2011 IEEE Symposium on. Kuala Lumpur:IEEE,2011:640-645.
[11] 催奇明,李友红,崔舒婷,等.专家系统工具ESTA及其应用[M].沈阳:东北大学出版社,2010.
[12] 周殿明.塑料薄膜挤出成型[M].北京:机械工业出版社,2012.
[13] 郑进远.面向对象的Visual Prolog及其在专家系统的研究与应用[D].贵阳:贵州大学计算机学院,2007.
[14] 赵梓年,于骊,王潼.塑料注射成型过程工艺参数设置专家系统[J].天津科技大学学报,2005,20(3):62-66.
Zhao Z N,Yu L,Wang T. Expert system for plastic injection molding process parameters’ setting[J]. Journal of Tianjin University of Science & Technology,2005,20(3):62-66.
[15] 陈威,王桂棠,潘振鹏,等.塑料件模具材料优化专家系统的研制[J].广东工业大学学报,2005,22(1):20-25.
Chen W,Wang G T,Pan Z P,et al. Optimiza tion expert system of plast ic die materials[J]. Journal of Guangdong University of Technology,22(1):20-25.
[16] 谭远强,王福龙,李伶俐.基于模糊控制的快速控制算法[J].广东工业大学学报,2008,25(2):51-53.
Tan Y Q,Wang F L,Li L L. Fast ontrol algorithm based on fuzzy control[J]. Journal of Guangdong University of Technology,2008,25(2):51-53.
The Optimization of Expert System by Scheduling Process Parameters of Plastic Extruder
Li Yang, Wang Yu
(School of Information Engineering, Guangdong University of Technology, Guangzhou 510006, China)
This paper, according to China's current production of plastic extrusion, proposes the optimized process parameters based on expert system to retrofit the existing control system. It also introduces the composition of expert system, man-machine interface, the establishment of information base, the design of inference machine and self-learning machine. By Visual Prolog, an expert system programmed language, the expert system configured with plastic extruder process parameters is finally realized with the required values of process parameters. Hence, it replaces the manual setting of process parameters by engineers, saves labor costs as well as improves automation and production efficiency.
plastic extruder; process parameters; expert system; knowledge; rule
2014- 01- 07
佛山市产学研合作项目(2012HC100195)
李 扬(1966-),男,教授,主要研究方向为工业组网与数据监控平台、装备控制与智能仪器仪表系统、感知车间等.
王 玉(1988-),男,硕士研究生,主要研究方向为人工智能、工业生产控制专家系统、嵌入式系统开发等.
10.3969/j.issn.1007- 7162.2015.03.014
TP319
A
1007-7162(2015)03- 0073- 06
