熟条定量对转杯纺纱线质量的影响
2015-05-09屈红民王国和
屈红民 王国和
(苏州大学纺织与服装工程学院 江苏苏州 215006)
近年来,随着纺纱机械生产技术水平的提高,市场对纱线质量和产量都提出了比较高的要求[1]。目前市场最先进的转杯纺纱机赐来福Autocoro 8和立达R 60实际生产引纱速度已经可以达到甚至超过200m/min,如何在如此高的生产速度下提高纱线质量并尽可能的减少生产浪费摆在了工艺技术人员的面前。然而国内很多棉纺厂还是在使用比较传统的轻定量慢车速的工艺理论指导实际生产,这大大降低了现代纺纱机的性能,也不必要的浪费了大量的人力物力[2,3]。目前,也有部分转杯纺设备生产商工艺技术人员针对熟条定量对转杯纺纱线质量的影响有过试验,但是缺乏系统的试验研究[4]。本文以生产中常用的棉、粘胶和涤纶作为原料,分别生产 4ktex、5ktex、6ktex的熟条,纺制 590dtex(10S)、281dtex(21S)和197dtex(30S)的机织纱和针织纱,系统的研究了熟条定量对不同原料、不同纱支以及不同种类的纱线质量影响。
1 试验准备及过程
1.1 试验准备及原料性能
原料为棉、粘胶和涤纶梳棉生条。用立达RSB D45并条机分别并合成4ktex、5ktex和6ktex的熟条作为试验用条。其中,为了最大化贴合纺纱厂实际运行条件以及使用环境,粘胶和涤纶用一道并合,棉分两种:590dtex纱选择相对较差原料(棉1)并且只经过一道并合,281dtex和197dtex纱则选用相对较好原料(棉2)经过两道并合。所选用原料性能参数见表1。
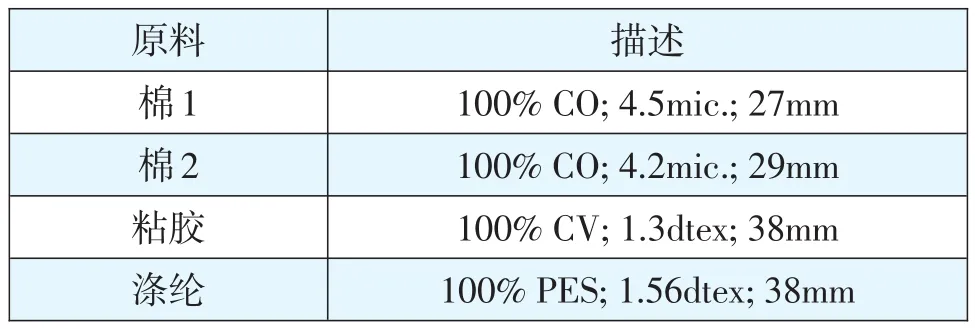
表1 实验用原料性能参数
1.2 纺纱工艺流程设置
根据工艺要求,因为590dtex纱线棉生条不匀率较高,需对其做两道并条,而其他纱支和原料只要一道并条即可,实验设计流程图如下:

图1 实验设计流程图
1.3 纺纱工艺设置
(1)并条工艺
根据实验所选原料纤维的品性和并条机的工艺要求,将生条最后分别并合并牵伸成4ktex、5ktex和6ktex的熟条供实验所用,设置并条工艺如表2所示:
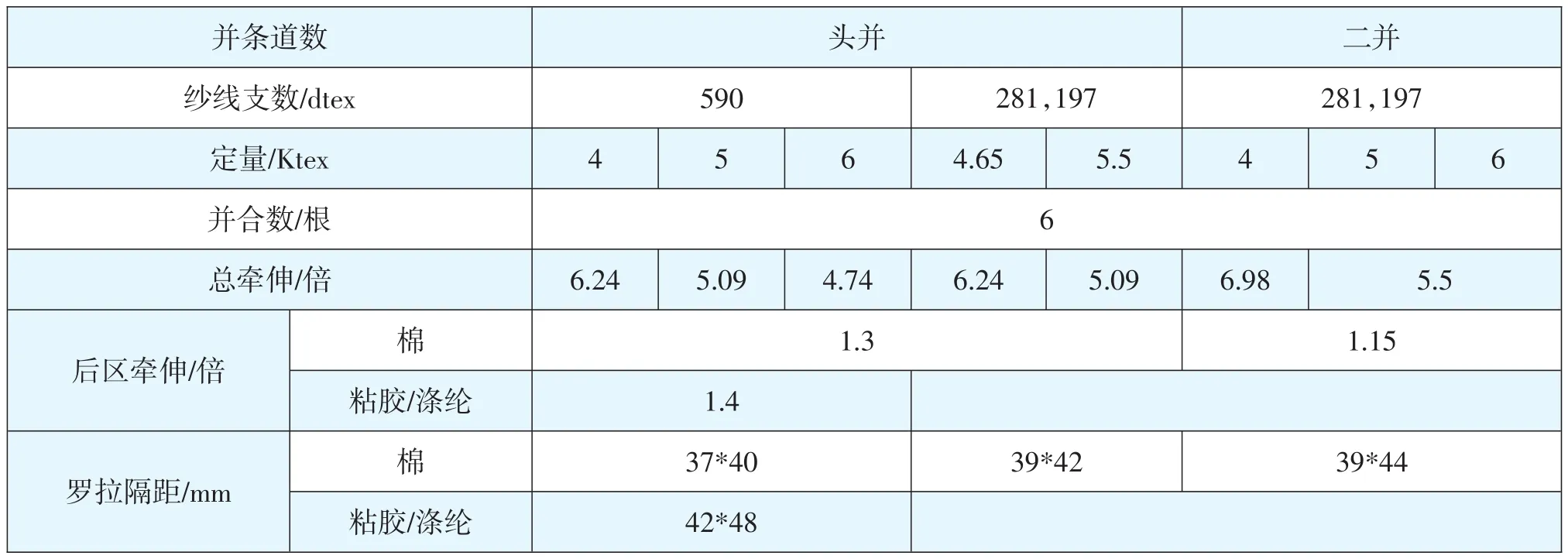
表2 并条工艺设置
(2)转杯纺工艺
为了试验数据的尽量准确和覆盖面广,本实验选择了不同类型的转杯纺纱机和不同的纱线用途等尽可能多的可能性,具体工艺设置如表3所示。
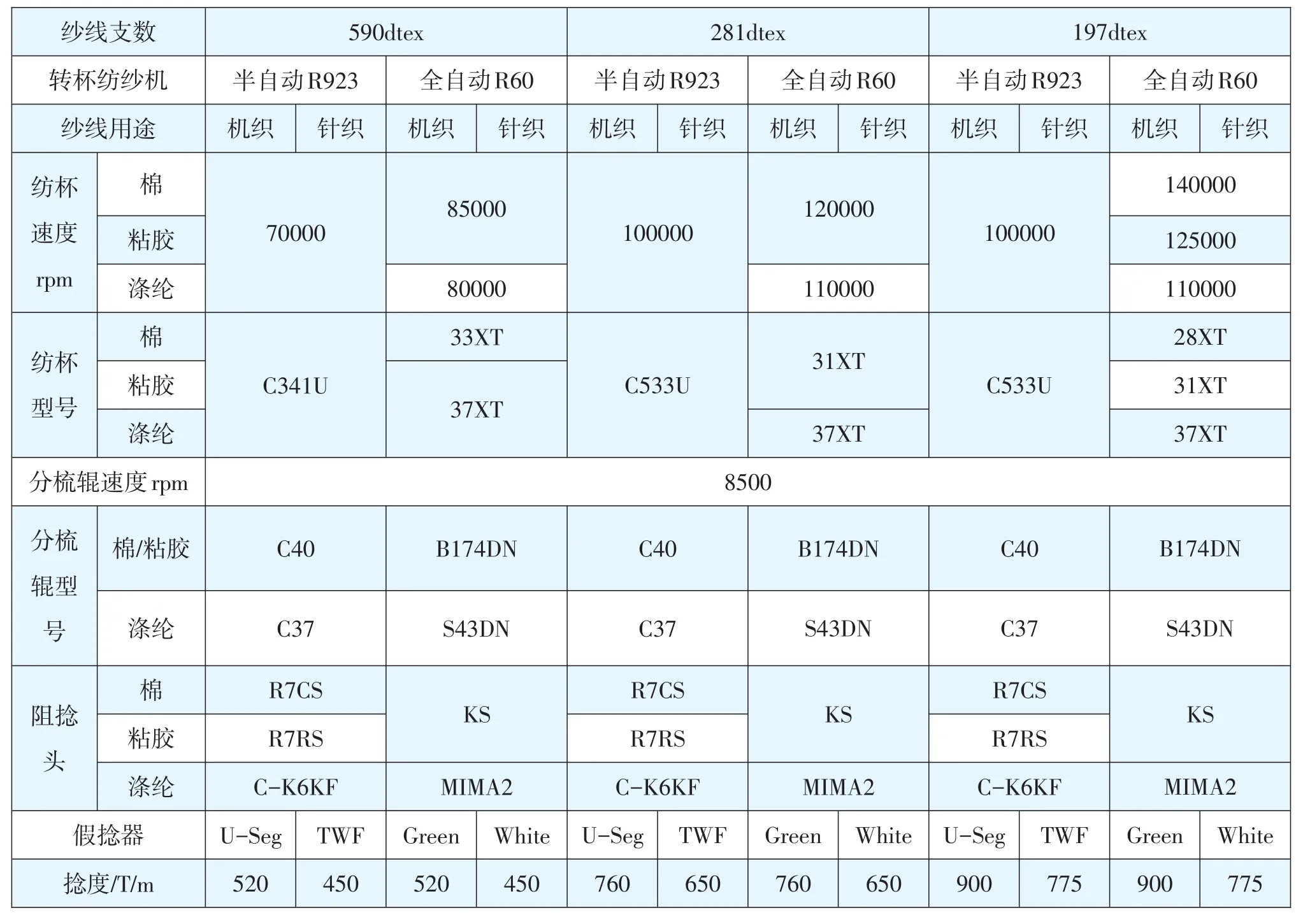
表3 转杯纺工艺设置
2 试验结果与分析
2.1 熟条定量对纱线强伸性能的影响
考虑到试验较多、数据量很大,选用590dtex纱折线图显示纱线强力和伸长率跟不同牵伸倍数之间的关系:
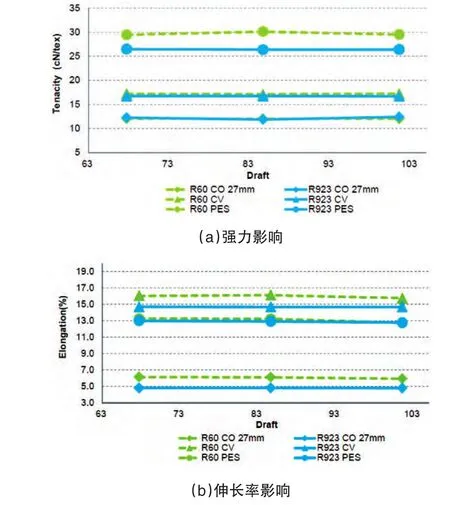
图2 不同牵伸倍数对转杯纺纱线强力及伸长率的影响(捻系数αe=4.2)
对于281dtex纱和197dtex纱,与590dtex纱有着完全相同的趋势曲线,在此处不一一列出,因此从图2中可以看出不同的牵伸倍数(不同的熟条定量),对纱线的强力和伸长率没有影响,此结论不受纱线支数、原料品种、捻系数以及机器类型的影响而改变。
2.2 熟条定量对纱线条干不匀率的影响
对于281dtex纱和197dtex纱与590dtex纱有着相同的趋势曲线,因此选用590dtex纱的折线图为例,如图3所示:更大的牵伸倍数(更大的熟条定量),能得到更好的(更小的)纱线条干不匀率,此结论不受纱线支数、原料品种、捻系数以及机器类型的影响而改变。
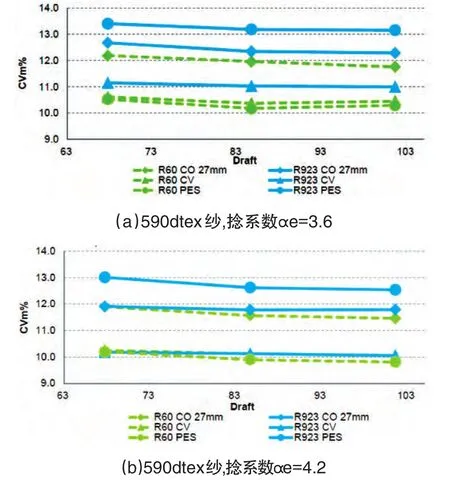
图3 不同牵伸倍数对转杯纺纱线条干不匀率的影响
2.3 熟条定量对纱线粗细节及棉结的影响
对于常发疵点,281dtex纱和197dtex纱以及不同捻度与590dtex针织纱有着相同的趋势曲线,因此以590dtex针织纱折线趋势为例,如图4所示:更大的牵伸倍数(更大的熟条定量),纱线的细节(-30%,-40%)、粗节(+35%,+50%)以及棉结(+200%,+280%)越少,此结论不受纱线支数、原料品种、捻系数以及机器类型的影响而改变。

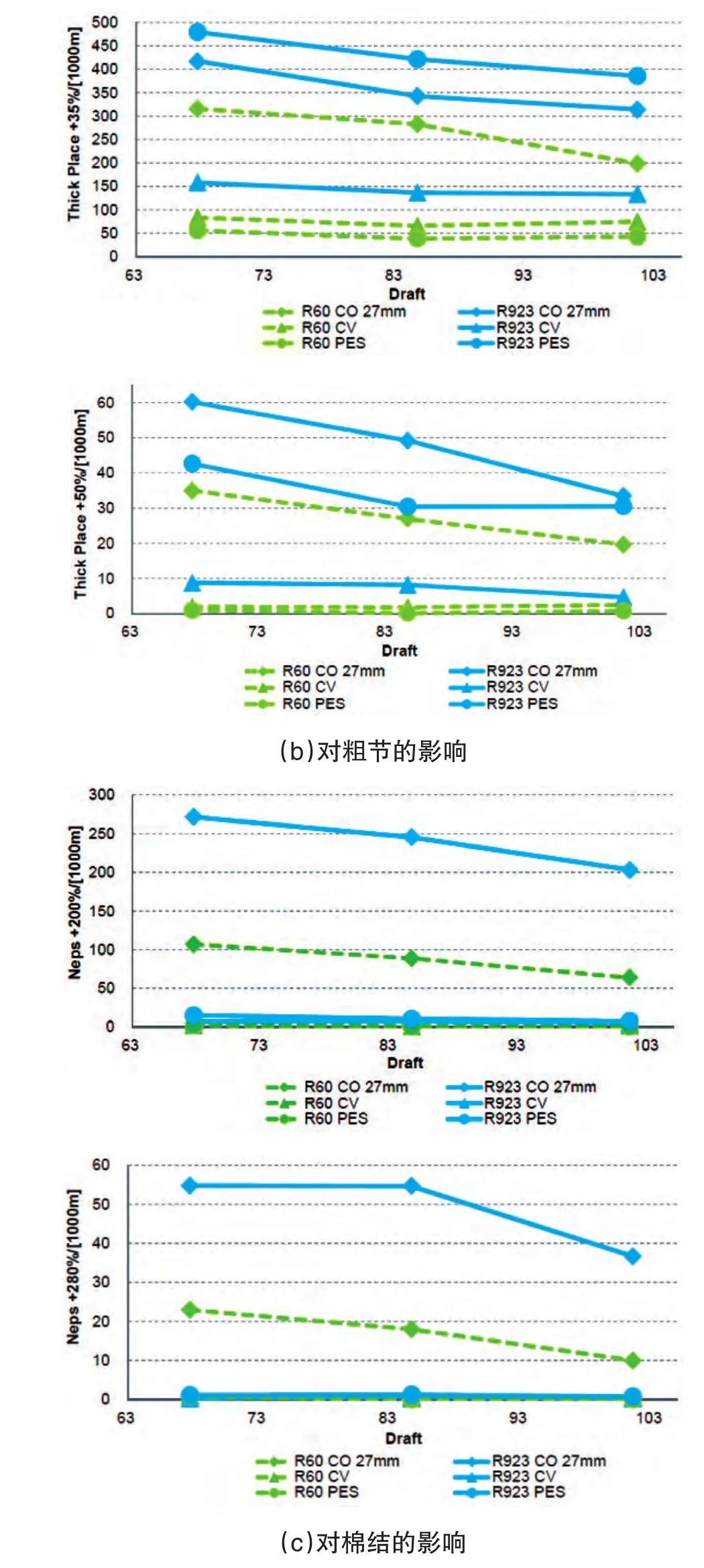
图4 熟条定量对纱线粗细节及棉结的影响(捻系数αe=3.6)
2.4 熟条定量对纱线毛羽的影响
在毛羽方面,对于281dtex纱和197dtex纱以及不同捻度与590dtex机织纱有着相同的趋势曲线,因此以590dtex机织纱折线趋势为例,由图5可以看出不同的牵伸倍数(不同的熟条定量),对纱线的毛羽几乎没有影响。

图5 熟条定量对纱线毛羽的影响(捻系数αe=4.2)
3 结语
根据以上试验结果,(1)在不同的原料之间对比:对于涤纶纤维用重定量的优势最大,其次是棉,最后是粘胶,但是在所有三个品种当中,重定量的熟条都比轻定量在纱线质量方面有积极影响;(2)在不同捻度之间对比:机织纱(较大捻度)比针织纱(较小捻度)的影响更加积极[5];(3)在不同纱支之间对比:粗支纱和细支纱的影响差异不大,但重定量的熟条对不同纱支的质量都有积极影响。
综上所述,越重的熟条定量对转杯纺的纱线质量越有益处(特别是纱线条干不匀率、常发疵点等),而对纱线强力、伸长率和毛羽没有负面影响;从整个纺纱流程来看,较重的熟条定量对能耗的节省以及人员的配备节省也有很大的益处,因为较重的熟条定量意味着在同样产量的情况下,并条机的运行时间更短。根据本试验结果,重定量比轻定量对于纱线质量没有变差的趋势,所以在实际生产中应该根据各自机器的适应范围尽量选择较重定量的熟条供应转杯纺生产,此结论适用于不同原料如棉、粘胶或者涤纶,也适应于不同纱支的纱线。
[1]徐惠君.转杯纺产品的开发[J].棉纺织技术,2008,36(12):20-21.
[2]胡文君.气流纺纱质量分析系统[D].新疆:新疆大学,2008.
[3]汤龙世.转杯纺系统生产技术[M].中国纺织出版社,2005.
[4]郁崇文,新型纺纱技术的发展[J].棉纺织技术,2003,31(01)9-12.
[5]巴塔.转杯纺杯内捻度理论与实验研究[D].上海:东华大学.2004.
